

4.6 Відновлення деталей зміною конструкції
У ряді випадків відновлення зношеної деталі можливо лише за умови зміни її первісної конструкції. Такі зміни прийнятні тільки в тому випадку, якщо це не відбивається на роботі деталі, чи вузла машини в цілому.
Існує ряд способів відновлення зношених деталей.
Напресовка втулок
Порушене з'єднання можна відновити шляхом надягання на зношену поверхню деталі втулки, якщо не порушується її міцність. Зношену поверхню проточують на менший розмір і на цю поверхню насаджується втулка-«сорочка», звичайно виготовлена із сталі. Відновлення номінального діаметру зношеної цапфи зображено на рисунку 4.10.

Рисунок 4.10 — Відновлення номінального діаметру зношеної цапфи надяганням втулок: а – на різьбі; б – з нагрівом; в – приваркою втулки електрозваркою в торець
Гільзування
Для відновлення зношених циліндричних отворів їх розточують, а потім гільзують. Цей спосіб можна застосовувати в тому випадку, коли товщина стінки дозволяє зробити розточування, не порушуючи її міцності і жорсткості. Гільзи можуть бути виготовлені зі сталі, чавуна і кольорових металів. Їх запресовують, або вставляють в отвір з невеликими зазорами і стопорять гвинтами з торця (в окремих випадках заварюють по торцях), при достатній товщині корпуса гільзу виготовляють з зовнішньою різьбою. Варіанти відновлення зношених отворів зображено на рисунку 4.11.

Рисунок 4.11 — Відновлення зношених отворів в спряженій деталі: а – встановленням втулки на різьбі; б – встановленням втулки з кріпленням її штифтами; в – встановленням втулки з розвальцьовкою її кінців
Стопоріння втулок з кольорових металів, встановлених у чавунних і сталевих деталях, може бути здійснено по колу та по торцю. При стопорінні по торцю місце свердлення направляють так, щоб центр свердла припадав на торець сталевої або чавунної деталі, а не посередині між поверхнями, що сполучаються (рисунок 4.12), так як при цьому свердло буде відводити від центру розмітки в сторону деталі з латуні, бронзи, дюралюмінію і т.д.
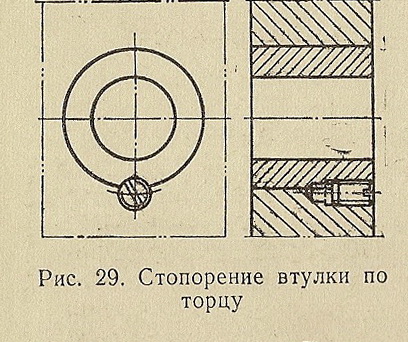
Рисунок 4.12 — Стопоріння втулки по торцю
З'єднання деталей з гарантованим натягом створюється складанням, з нагріванням охоплюючої деталі або охолодженням охоплюваної. Таким чином отримують пресові посадки. Цей спосіб ґрунтується на явищі розширення деталей під впливом нагрівання і зменшення їх об'єму при охолодженні.
У з'єднаннях, виконаних за цим способом, створюються натяжіння в два рази більші, ніж у звичайних пресових з'єднаннях, а міцність підвищується у три рази. Відбувається це тому, що у даному випадку нерівності поверхонь, що сполучаються не згладжуються, а як би зчеплюються, збільшуючи міцність з'єднання. Таке з'єднання не вимагає додаткового кріплення.
Нагрівання відбувається в киплячій воді або в мастилі з температурою 100-120°С, в нагрівальних печах або горнах, газовими пальниками або електричним струмом. Охолоджують деталі у рідкому кисні або зрідженому азоті, а також у твердій вуглекислоті (сухий лід). При охолодженні зазначеними рідинами досягається різниця температур 200-215С, а твердою вуглекислотою до 100°С.
Застосування накладок
Для компенсації зносу тертьових плоских, поверхонь застосовують накладки (пластини). Зношену поверхню деталі фрезерують, або стругають на величину, рівну сумі величини зносу і мінімальної товщини накладки.
Накладки виготовляють зі сталі, чавуна, бронзи, текстоліту, капрону і ін.
Кріплення накладок до ремонтуємої поверхні роблять гвинтами, або приклеюють епоксидним, карбональним, БФ і іншим клеєм. Накладки в більшості випадків виконують роль компенсаторів зносу і поліпшують конструкцію, а при черговому ремонті спрощують відновлення деталі, або вузла.
На рисунках 4.13 і 4.14, 4.15 наведені приклади застосування накладок для відновлення зносу направляючих.


Рисунок 4.13 — Ремонт зношених призматичних направляючих площин тертя встановленням наладок, закріпленням до плоскості гвинтами в потай: а – зверху направляючої площини; б – на всю ширину направляючих площин; в – в середині площини; г – з краю площини

Рисунок 4.14 — Застосування накладок для відновлення зносу направляючих каретки супорта верстата: 1 – каретка супорта; 2 – накладка

Рисунок 4.15 — Відновлення зношеної направляючої площини типа «ластівчин хвіст» установкою накладки з кріпленням її гвинтами в потай
Вставка хвостовиків
Часто в процесі експлуатації у деталей відламуються хвостовики. Такі деталі можна відновити шляхом вставки нових хвостовиків, що з'єднують з деталлю шляхом запресування, електродуговим зварюванням чи загвинчують на різьбі (зображено на рисунку 4.16).



Рисунок 4.16 — Відновлення зламаних цапф: а – загвинчування цапфи хвостовиком на різьбі і наступною приваркою; б – фіксація стопорними гужонами; в – установка цапфи с конусним хвостовиком і приваркою
Як приклад розглянемо технологію ремонту вала-шестірні у якого був обламаний хвостовик (рисунок 4.17)

Рисунок 4.17 — Конструкція відновленого вала-шестірні: 1 – вал-шестірня; 2 – вставлений хвостовик
Відновлення деталі "вал-шестірня" виконується в наступній послідовності:
– виготовлення хвостовика з припуском на механічну обробку;
– виготовлення отвору в деталі під хвостовик;
– нагрівання відновлюваної деталі в маслі;
– охолодження хвостовика в рідкому азоті;
– запресовування хвостовика в отвір деталі;
– охолодження деталі;
– остаточна обробка хвостовика з установкою і вивіркою в центрах.
Контрольні питання
1 Економічна доцільність відновлення деталей.
2 Сутність відновлення деталей механічною обробкою коли цей спосіб застосовується.
3 Сутність процесу наплавлення.
4 Особливості зварювання і наплавлення деталей з чавуна.
5 Особливості наплавлення кольорових металів.
6 Переваги способу відновлення: наплавлення поверхонь твердими сплавами.
7 Спосіб відновлення деталей хромуванням і його сутність.
8 Сутність методу відновлення: залізнення.
9 Назвати основні види термічної обробки металів, їх сутність.
10 Спосіб відновлення деталей металізацією і його сутність.
11 Спосіб відновлення деталей пластмасовими композитами, полімерні матеріали і технологія ремонту.
12 Склеювання деталей, технологія склеювання деталей.
13 Способи відновлення деталей зміною конструкції, їх різновиди і сутність.
14 Особливості ремонту цапф валів
Література: [2 с 69…80]