

Главк XVI. Чеканочные кривошипно-коленные прессы
§ 121. Общие сведения
Чеканочные прессы предназначены для холодной или полугорячей плоскостной чеканки, калибровки и других подобных работ, деформация поковки при которых обычно не превышает 2—3 мм. Отсюда следует, что у этих прессов требуется небольшой рабочий ход. Во время чеканки максимальное усилие при больших удельных нагрузках имеет место в конце хода ползуна. Поэтому такие прессы должны развивать максимальное усилие в конце рабочего хода. Эти требования обеспечиваются использованием кривошипно-коленного механизма для привода пресса.
Впервые в мире сочетал кривошипный механизм с колено-шарнирным устройством талантливый русский механик И. А. Неведомский. В 1809 г. он построил модель, а в 3815 г.— опытный образец пресса, предназначенный для чеканки монет. Этот пресс имел револьверное устройство для подачи заготовок Схема пресса И. А. Неведомского стала известной за границей. В 1817 г. немецкий фабрикант Дитрих Ульгорн начал выпускать по этой схеме криво-шипно-коленные прессы для чеканки монет. Эти прессы получили название чеканочных машин Ульгорна.
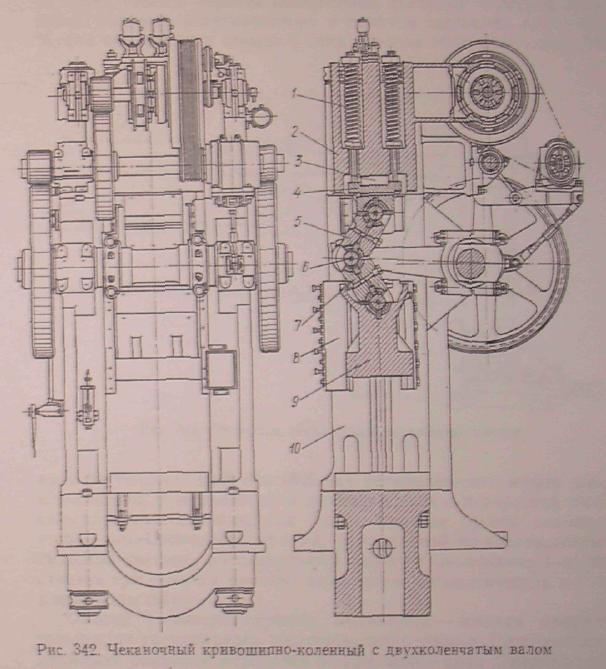
Кривошипно-коленный механизм состоит из двух распорных звеньев (рис 342), связанных общим шарниром с шатунно-кри-вошипной системой. Верхнее звено 5 упирается в подушку 4 и клин 3, прижимаемые пружинами 1 к верхней поперечине 2 станины. Другое звено 7 связано с ползуном 9 пресса. При передвижении общего шарнира 6 в положение распора звеньев 5 и 7 ползун 9 перемещается в направляющих 8 станины 10. Средний шарнир 6 несколько (примерно на 3—3.5 мм) переходит за положение полного распора, что увеличивает время воздействия давления на поковку. В связи с большим давлением в шарнирах на опорных поверхностях распорных звеньев устанавливают вкладыши из инструментальной ванадиевой стали, закаленной на твердость НRC=55—59. Эта система привода ползуна позволяет получать большие усилия на ползуне в конце его хода при сравнительно небольшом крутящем моменте на коренном валу.
У легких прессов с открытым приводом (см. рис. 342) коренной вал выполняют одноколенчатым обыкновенного типа, а у средних и тяжелых — двухколенчатым без опоры между коленами. При одноколенчатом вале шатун имеет малую головку в виде вилки, охватывающей с двух сторон распорные звенья и связанной с выступающими за распорные звенья частями пальца общего (среднего) шарнира.
При двухколенчатом вале (рис. 343) для каждого колена имеется отдельный шатун. Малые головки этих шатунов 5 надевают на выступающие концы пальца 4 общего шарнира распорных звеньев. Распорные звенья 5 и 7 не связаны с пальцами /, 4 и 9, а только упираются в них при рабочем ходе. Для осуществления обратного хода ползуна на звеньях прикреплены с боков накладки 2 и 6, связывающие пальцы 1,4 и 9 в единую систему. Ползуны прессов усилием более 8 Мн (800 тс) имеют уравновешивающие устройства пневматического типа, расположенные в стойках и столе. Штоки 8 этого устройства прикреплены к ползуну 10 и направлены вниз. Снизу на них действует усилие сжатого воздуха на поршни уравновешивающих пневматических цилиндров. К началу деформации поковки все зазоры в

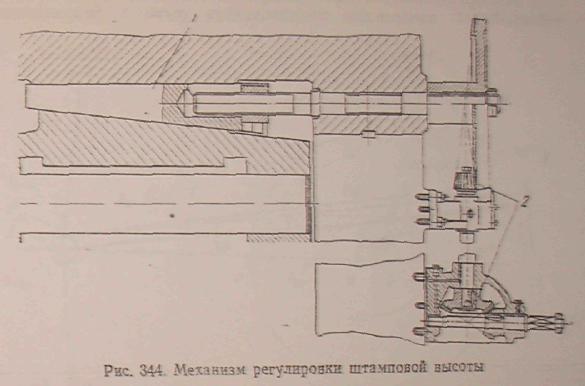
Закрытую высоту пресса (штамповая высота) регулируют в пределах б—20 мм путем перемещения упорного клина 1
(рис. 344). У тяжелых прессов, усилием более 20 Мн (2000 тс), упорный клин перемещается приводом от специального электродвигателя. У прессов более легких — системой шестеренной передачи 2 при помощи съемной трещотки (на рис. 344 трещотка снята), приспособленной для работы в одну и другую сторону (путем выключения одной или другой собачки). В еще более легких прессах клин перемещают съемной трещоткой через одну
верхнюю пару конической передачи. Наконец, у прессов усилием до 1 Мм (100 тс) клин перемещается при помощи связанного с ним винта и штурвала, расположенного вверху со стороны фасада пресса.
Станина у рассматриваемых прессов разъемная. Она состоит из стола, стоек и верхней поперечины, стянутых четырьмя стяжными болтами, затягиваемыми в горячем состоянии (см. § 98). Муфта сцепления и тормоз у этих прессов обычного типа. Для
прессов усилием до 8 Мн (800 тс) устанавливают муфту пневматическую, фрикционную и жесткого типа с поворотной шпонкой, управляемой от педали. Более мощные прессы снабжают только пневматической муфтой, управляемой по электропневматической системе, рассмотренной ранее и позволяющей осуществлять три режима работы: единичные, автоматические и толчковые ходы ползуна.
Смазка коленошарнирного механизма — жидкая принудительная от специального шестереночного насоса, приводимого в движение ременной передачей от приемного вала. Смазка подводится в подушку верхнего распорного звена, откуда стекает по специальным каналам и по наружной поверхности звеньев, смазывая все шарниры. Стекающая смазка скапливается в маслосборнике ползуна и оттуда через фильтр засасывается опять шестереночным насосом. В прессах усилием до 1 Мн (100 тс) подшипники и направляющие смазываются жидкой смазкой от индивидуальных масленок. В прессах усилием до 12 Мн (1200тс) применяют густую смазку отдельных блоков или ценрализованную густую смазку от лубрикатора (в тяжелых прессах). Клин
регулировки закрытой высоты нужно смазывать также густой смазкой в смеси с графитом (10—15 %).
Кроме прессов с открытым приводом, имеются более современные кривошипно-коленные прессы с закрытым приводом, плунжерной 2 подвеской ползуна 3 и одноэксцентриковым 1
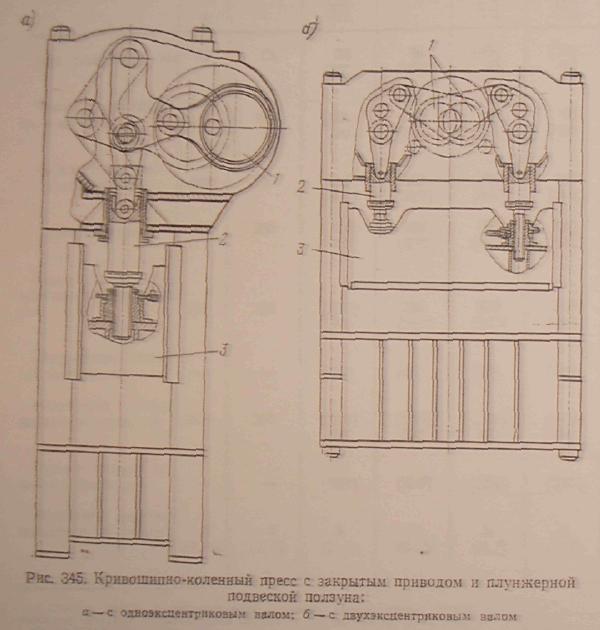
(рис. 345, а) или двухэксцентриковым валом (рис. 345, б), расположенным перпендикулярно фронту пресса. Головка станины снизу герметична и залита маслом. Штамповую высоту регулируют при помощи винтов, расположенных под плунжерами, как и у всех рассмотренных ранее прессов с такой подвеской ползуна. Эти прессы имеют сварную станину из стальных плит, стянутую четырьмя стяжными болтами, затягиваемыми в горячем состоянии.
Наибольшее применение в СССР получили прессы с открытым приводом (см. рис. 342 и табл. 30).