

§ 105. Прессы простого действия
Кривошипные прессы простого действия применяют для вырубных и просечных работ, а также для неглубокой вытяжки при использовании пневматических и гидропневматических подушек
(см. § 110). Прессы для обрезки заусенцев у поковок также являются прессами простого действия.
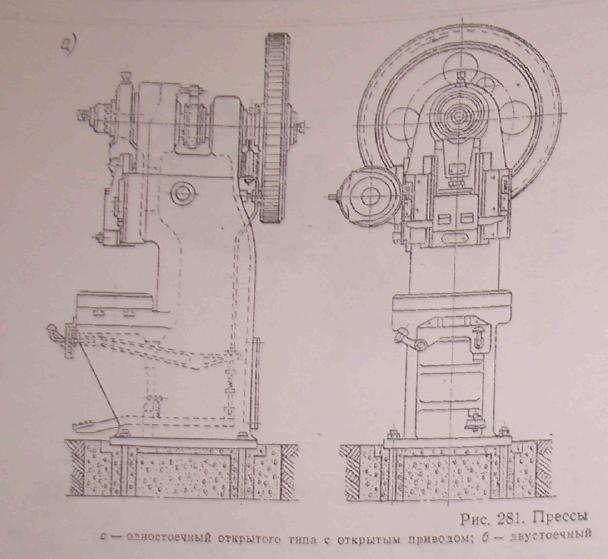
Прессы простого действия по расположению опор кривошипного вала разделяют на одностоечные и двустоечные. У одностоечных прессов кривошип расположен консольно, и поэтому опоры коренного вала расположены по одну сторону шатуна (рис. 280, а); у двустоечных — опоры коренного вала расположены по обе стороны шатуна (рис. 280, б—д).
Обрезные прессы часто строят по комбинированной схеме: главный ползун выполняют по двустоечной и, кроме того, устраивают вспомогательный боковой ползун по схеме одностоечного пресса (рис. 280, е).
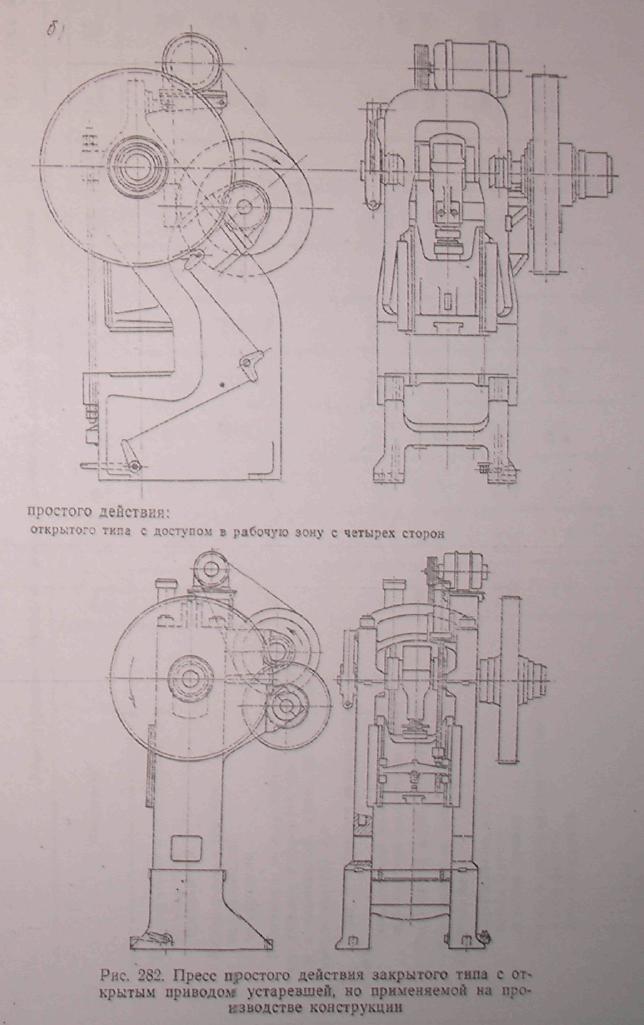
По конструктивному оформлению станины прессы выполняют открытого и закрытого типов. У прессов открытого типа станина С-образной формы и доступ к рабочему (штамповому) пространству открыт с трех (с фронта и с боков) или с четырех сторон (рис. 281,б). У прессов закрытого типа свободный доступ к рабочему пространству имеется только с двух сторон: с фронта и с тыла пресса, хотя иногда в стойках устраивают вспомогательные окна (рис. 282), позволяющие автоматически подавать через них ленту.
§ 106. Прессы простого действия открытого типа
Прессы открытого типа строят как по одностоечной схеме (см. рис. 281, а), так и по двустоечной (см. рис. 281, б). У этих прессов, имеющих С-образную станину, в процессе нагрузки получается значительная упругая деформация станины, приводящая к отклонению перемещения ползуна (пуансона) от вертикальной оси, а также к повороту оси нижнего инструмента (матрицы). Все это нарушает правильное взаимное положение и равномерность зазора между пуансоном и матрицей, приводит к ухудшению качества изделий (при вырубке получаются заусенцы) и ускоряет износ инструмента. Для* уменьшения упругой деформации станины, составляющей у прессов открытого типа основную часть общей упругой деформации пресса в целом, часто предусматривают передние стяжки (см. рис. 281, б). Однако их не всегда можно использовать, так как они мешают доступу в рабочее пространство и, кроме того, в малой степени способствуют уменьшению упругой деформации станины. Поэтому устройство передних стяжек в конструкции современных открытых прессов обычно не предусматривают, а стараются придать станине форму, более жесткую против изгиба.
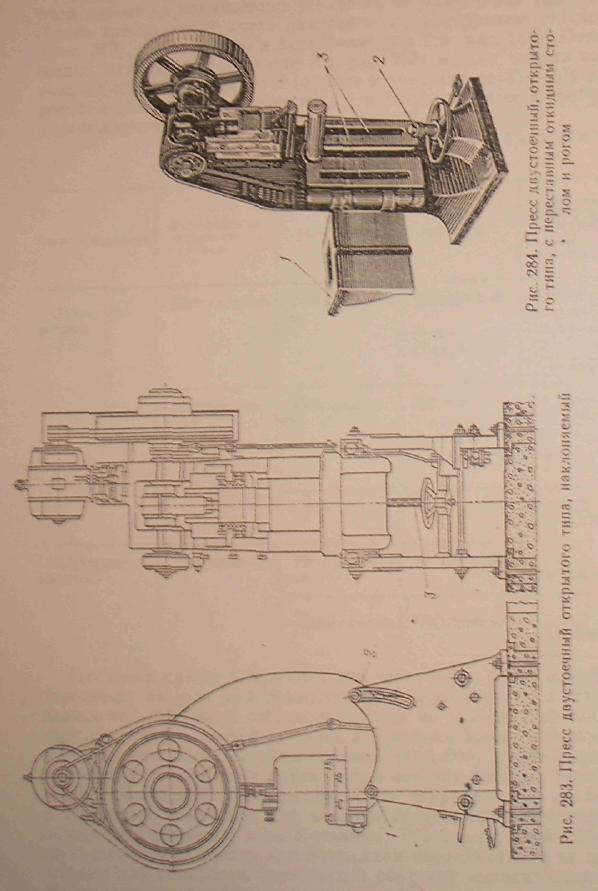
Вследствие большой упругой деформации прессы открытого типа строят на номинальное усилие Рн не более 6 Мн (600 тс). Такие прессы могут иметь наклоняемую конструкцию станины (рис. 283), наклоненную и ненаклоняемую (см. рис. 281). Положение наклоняемой станины (см. рис. 283) можно менять при помощи штурвала и винта 3 (обычно в пределах до 25-45град поворотом станины вокруг шарнира 1 и закрепления ее в требуемом положении болтами 2.
Наклоном пресса пользуются для того, чтобы после вырубки (просечки) изделия не задерживались на столе пресса, а скатывались под действием собственного веса на транспортер или в тару, устанавливаемую сзади пресса. Имеются прессы открытого типа с переставным откидным столом 1 (рас 284), упирающимся в один или два упорных винта 2, при помощи которых перемещается стол в нужное положение. Стол закрепляют на станине в требуемом положении при помощи болтов, головки которых заводят в Т-образные пазы 3 станины. Эти прессы имеют большую штамповую высоту при опущенном столе, поэтому их применяют для обработки (пробивки и обрезки) высоких деталей. Кроме того, они удобны, когда размеры штампов по высоте сильно меняются. При откинутом (или опушенном) столе можно ус-
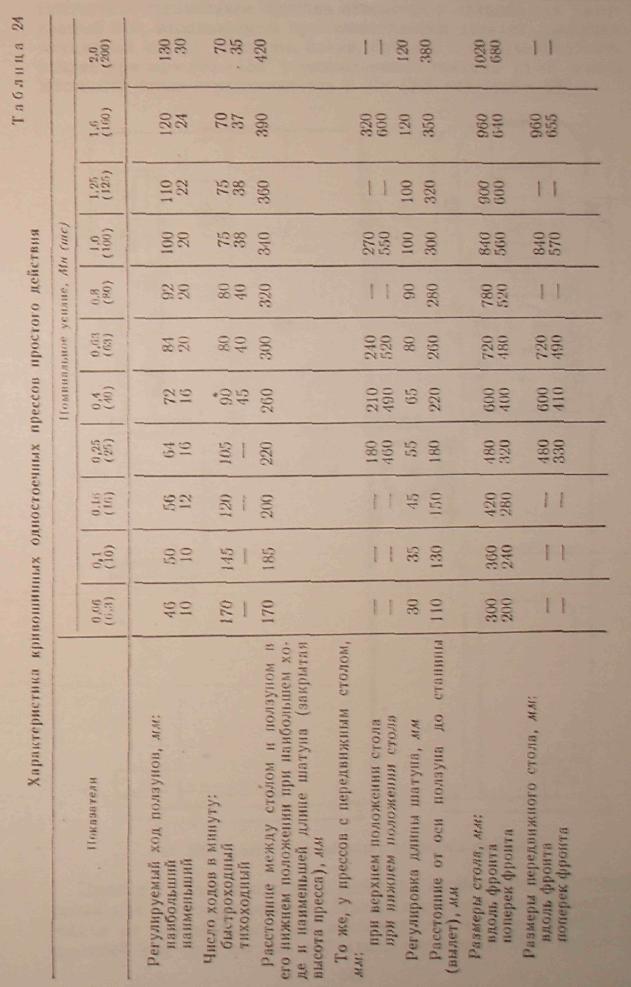
тановить в специальное круглое отверстие в станине так называемый рог, используемый при изготовлении детален, имеющих замкнутый контур (стаканы, бачки, бочки в т. п.). Номинальное усилие при aн=160-155° у одностоечных прессов из-за малой жесткости стола ограничивается 2 Мн (200 тс) (табл. 24).
Привод у прессов простого действия выполняют одноступенчатым или многоступенчатым. При одноступенчатом приводе передача от электродвигателя производится непосредственно на коренной вал (прессы без зубчатого перебора). При многоступенчатом
приводе передача осуществляется от электродвигателя на приемный вал, а с него на коренной (привод двуступенчатый или с одним перебором), или от электродвигателя на приемный вал, а с него через промежуточный вал на коренной (привод трехступенчатый или с двумя переборами).
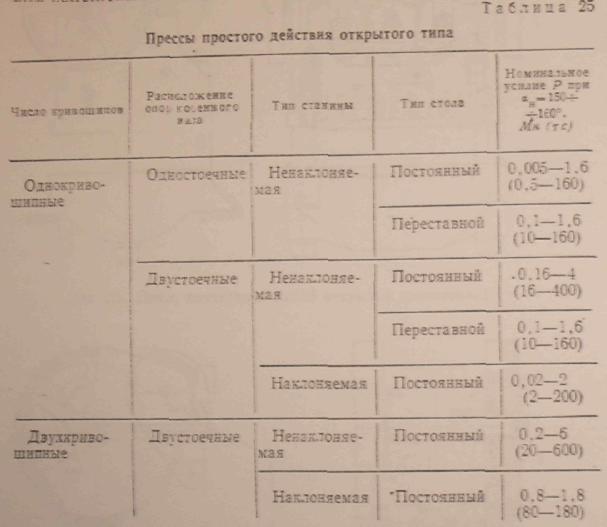
Вследствие большой упругой деформации станины однокривошипные двустоечные ненаклоняемые прессы открытого типа с неподвижным столом строят с номинальным усилием Рп (при
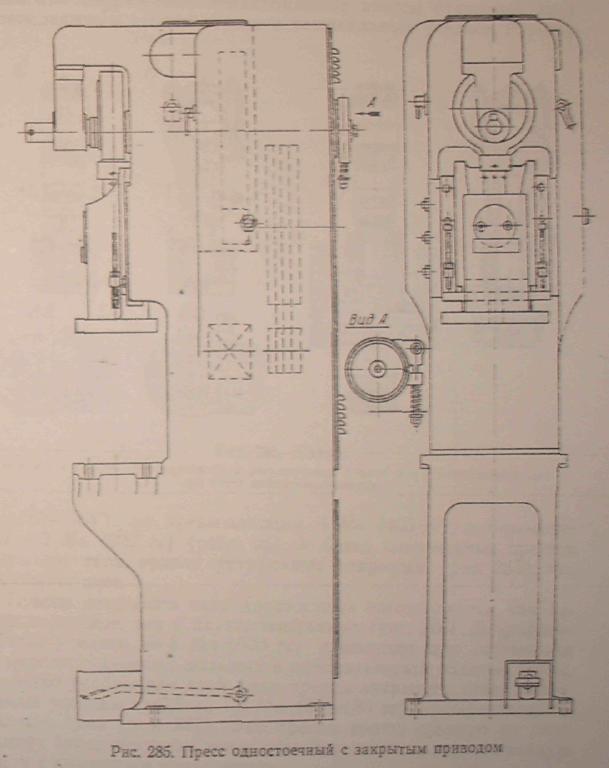
аи= 150—165°), не превышающим 4 Мн (400 тс), а наклоняемые — 2 Мн (200 тс) (табл. 25). У более современных прессов открытого типа привод устраивают закрытым (рис. 285), что уменьшает шум.
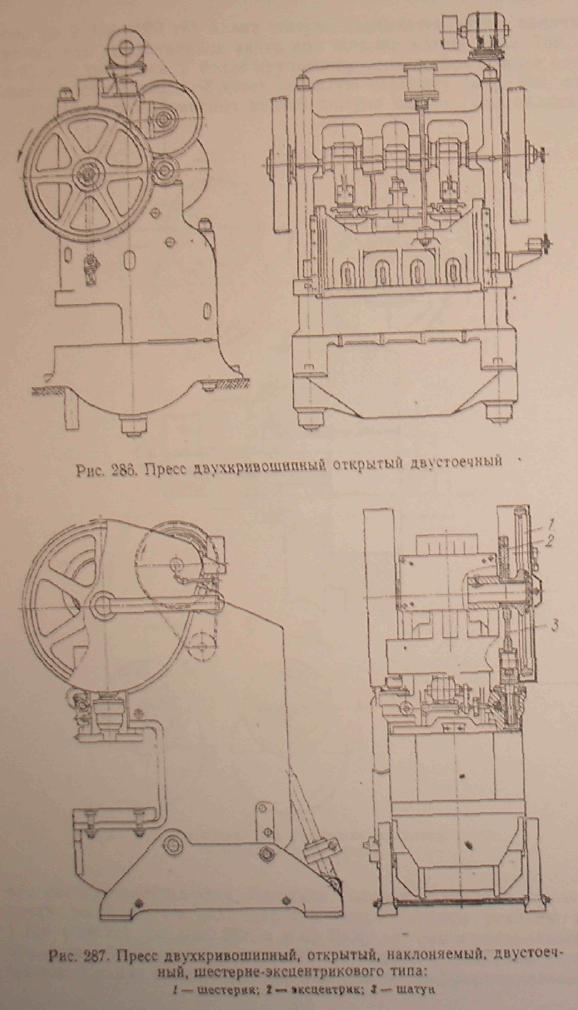
Прессы открытого типа двустоечные изготовляются как од-нокривошипные, так и двухкривошипные (рис. 286). Двухкривошипные усилием до б Мн (600 тс) применяют для штамповки на многопозиционных штампах с автоматической подачей ленты. Особенно удобны для этой цели прессы открытого типа, наклоняемые усилием от 0,8 до 1,8 Мн (80—180 тс) шестернеэксцентрикового типа (рис. 287). Эти прессы имеют сварную из плит станину более жесткую, чем у обычных прессов, и фрикционную муфту с кнопочным управлением.
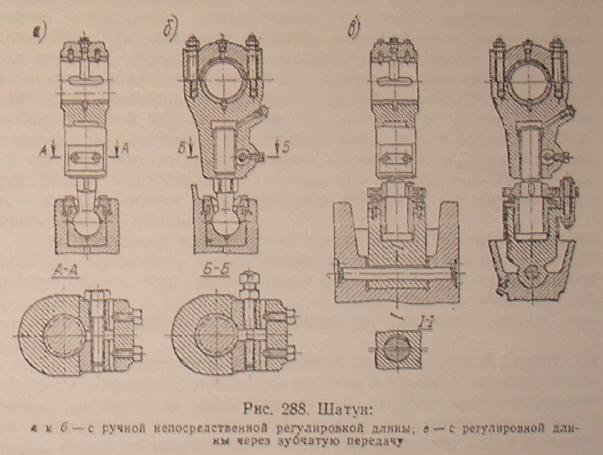
Закрытая высота у кривошипных прессов (расстояние от лицевой поверхности ползуна при его крайнем нижнем положении до стола пресса) регулируется изменением длины шатуна. У прессов
до 2 Мн (200 тс) длина шатуна изменяется путем ввинчивания или вывинчивания винта при помощи ключа (рис. 288, а и б) или трещотки. У более крупных прессов поворот винта осуществляется трещоткой через зубчатую передачу (рис. 288, в). Резьба регулировочных винтов шатуна бывает специальная
или стандартная упорная. Нижнюю головку шатуна в первом случае выполняют в виде шаровой опоры [прессы усилием до 1 мн (100 тс), см. рис. 288, а и б). Винт от самопроизвольного вращения зажимается плашками (сухарями), затягиваемыми болтом. Сухари затягивают (см. рис. 288, б) дифференциальным
болтом за счет разности шага резьбы на одном и другом его концах. У шатунов более крупных прессов применяют цилиндрическую опорную поверхность (см. рис, 288, в), представляющую собой отдельную от винта деталь.
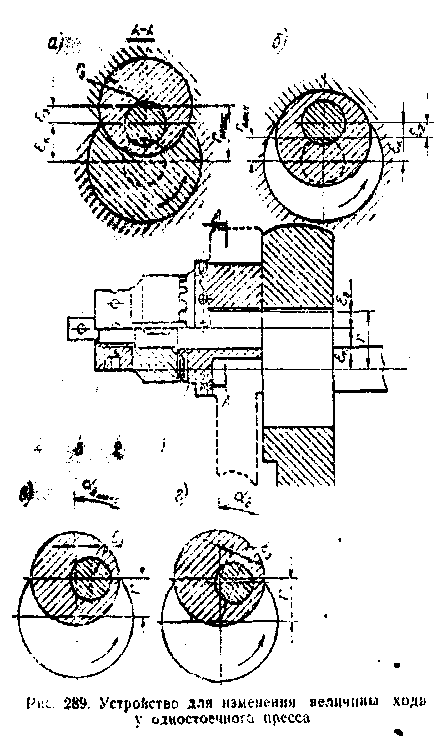
У крупных прессов длину шатуна регулируют от отдельного электродвигателя, устанавливаемого на ползуне, и червячной передачи для вращения винта или втулки. Прессы одностоечные имеют устройство, позволяющее изменять величину хода (рис. 289). На кривошип свободно насаживается эксцентриковая втулка 1, которую на нем можно поворачивать и закреплять в любом положении гайкой 3 при помощи кулачковой втулки 2, связанной скользящей шпонкой с кривошипом. От положения эксцентриковой втулки на пальце кривошипа изменяется его радиус, т. е, расстояние от оси опор вала до оси большой головки шатуна. Максимальный радиус кривошипа гШисщаЪн+ъ» (см, рис. 289, а), а минимальный — гмпн = е!;—е9 (см. рис. 289, б), где ек — эксцентриситет эксцентриковой втулки по отношению к оси кривошипного пальца.
Для остановки пресса после выключения муфты применяют тормоза. Кривошип останавливается в крайнем верхнем положении только при регулировке величины хода на максимум (/"макс^ек-г-еа) и минимум (гМцц=«и + ев). Таким образом, при изменении г следует соответственно регулировать работу тормоза.
При промежуточном закреплении эксцентриковой втулки на пальце кривошипа и остановке ползуна в крайнем верхнем положении кривошип не дойдет на угол ад до своего крайнего верхнего положения (см. рис. 289, в и г). Наибольший недоход Одмакс будет соответствовать такой регулировке, когда эксцентриситет е8 эксцентриковой втулки располагается строго горизонтально при крайнем верхнем положении ползуна (см, рис. 289, в).