

13.5. Манипуляторы и роботы в литейном производстве
Промышленные манипуляторы и роботы применяют с целью повышения производительности оборудования и освобождения рабочего от выполнения монотонного, тяжелого и вредного труда. На базе автоматических машин и линий создаются комплексы, в состав которых включают промышленные манипуляторы и промышленные роботы.
Промышленным манипулятором называют машину для выполнения вспомогательных операций, связанных с изменением положения материала, заготовки или детали при их обработке или сборке (например, при простановке стержней в форму, подаче отливок к шлифовальному кругу для зачистки, передачи отливки с выбивной решетки на конвейер).
Манипулятор дистанционно управляется оператором или устройством по определенной программе.
Промышленным роботом называется автоматическая машина, представляющая собой совокупность манипулятора и перепрограммируемого устройства управления для выполнения в производственном Процессе двигательных и управляющих функций, заменяющих аналогичные функции человека при перемещении предметов производства или технологической оснастки.
Па рис. 13.19 дана структурная схема промышленного робота. В состав манипулятора входят захватное устройство ЗУ, звенья кинематической цени ЗК, приводы II и измерительные преобразователи положения ИП звенья кинематической цепи.
В роботе имеются также система программного управления С и средства общения человека с роботом СО, через которые передается программа работ (команды), а также осуществляется контроль функционирования роботов.
В последние годы промышленные манипуляторы и роботы используют при автоматизации литейного производства. Их применяют главным образом на следующих тяжелых и монотонных операциях: для съема выбитых отливок с выбивных решеток и передачи их на последующие операции, для зачистки отливок (для подачи отливок под инструмент и для обработки отливок по программе), при сборке опочных и безопочных форм на поточных линиях и при простановке стержней, при обдувке, окраске и подсушке форм, заливке металла в формы, при газовой резке отливок и при обслуживании оборудования для специальных способов литья.
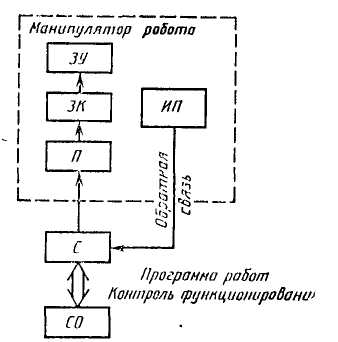
Рис. 13.19. Структурная схема промышленного робота
Наибольшее применение промышленные роботы в литейном производстве получили при литье под давлением на машинах с холодной камерой прессования, вместе с которыми они образуют робототсхнический комплекс машина — робот.
Цех на основе таких комплексов работает на КамАЗе.
В литейных цехах около 60 % всех манипуляторов и роботов используют для обслуживания машин литья под давлением, 15 % на операциях обрубки и очистки, около 10 % на транспортных операциях и остальные при простановке стержней в формы, заливке металла на конвейерах, обслуживании кокильных машин, оборудования для изготовления отливок по выплавляемым моделям и др.
Примеры применения промышленных манипуляторов на различных участках литейного производства, приведены на рис. 13.11, 13.17, 13.20, 13.21, 13.22, 21.10, 29.9, 29.10, а автоматизированный комплекс па базе машины для литья под давлением робота и манипуляторов па рис. 29.11.
В литейных цехах применяют как универсальные, так и специальные манипуляторы и роботы. Универсальные роботы могут обслуживать различное оборудование и выполнять самые разнообразные, разнородные операции с широкой номенклатурой деталей, их можно перепрограммировать и переключать па другую работу в пределах технических возможностей робота. Значительное изменение характера работы вызывает лишь необходимость изменения захватного устройства.
Специальные роботы обладают малым числом степеней подвижности и выполняют определенную простую операцию. Они предназначены для обслуживания оборудования конкретной модели.
На рис. 13.20 показаны универсальные роботы и их рабочие зоны. Эти роботы используют для извлечения и подачи под пресс отливок при литье под давлением, а также при обслуживании металлорежущего, кузнечно-прессового оборудования и термопластавтоматов.
Универсальный промышленный робот ПР-4 (рис. 13.20, а) применяют для обслуживания машин для литья под давлением. В нем предусмотрено вращение рабочего органа вокруг вертикальной оси, вертикальное перемещение и качание вокруг горизонтальной оси. В универсальном промышленном роботе «Бриг-10-ЗАЗ» (рис. 13.20, б) рабочий орган может вращаться вокруг вертикальной оси, перемещаться в горизонтальной и вертикальной плоскостях и поворачиваться на 180°.

Рис. 13 20 Схемы универсальных промышленных роботов, применяемы в литейном производстве:
1 — пульт управления роботом, 2 — робот, 3 — машина литья под давление, 4 - шкаф, 5 - обрезной пресс; 6 - бак охлаждения отливок
Промышленный робот А 97.20 (рис. 13.20, в) предназначен для съема и удаления отливок и пресс-форм машин для литья под давлением, переноса отливок в устройство охлаждения, установки их в штамп обрубного пресса и для удаления скрапа после обрубки отливок. Особенность универсального робота JIMO 550C
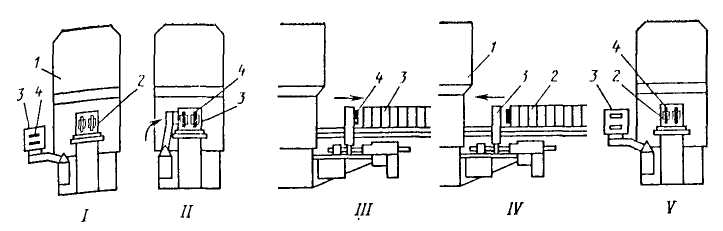
1 - формовочный автомат; 2 — горизонтальная стопка безопочных форм; 3 — плитка-кондуктор; 4 - стержни
(рис. 13.20, г) в том, что его подвешивают к монорельсу, благодаря чему высвобождается площадь цеха для размещения оборудования и обслуживающего персонала. Робот способен перемещаться в горизонтальной плоскости, а захватывающее устройство может перемещаться в горизонтальной и вертикальной плоскостях и поворачиваться вокруг горизонтальной оси на 240°.
На рис. 13.20, д показан робототехнический комплекс на основе робота ЛМК-5 машины для литья под давлением и обрезного пресса.
Специальный манипулятор-стержнеукладчик (рис. 13.21) предназначен для работы с автоматической линией безопочпой формовки с вертикальным разъемом формы. Манипулятор-стержнеукладчик имеет вертикальную плиту (кондуктор), в гнезда которой оператор вставляет стержни, удерживающиеся в них с помощью вакуума (I).
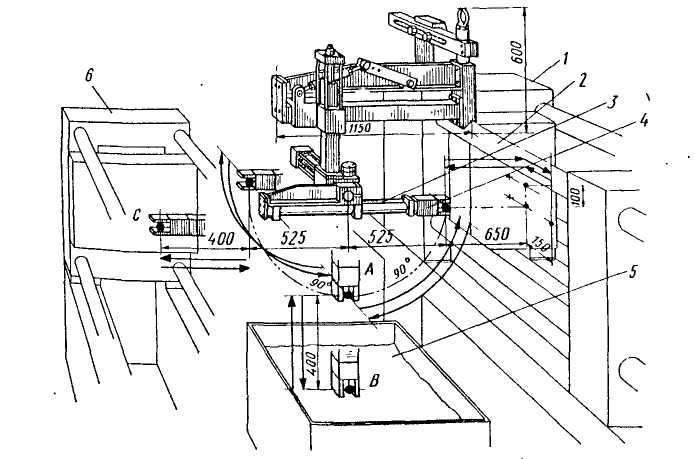
Рис. 13.22 Специальный промышленный робот для работы в робототехническом комплексе литья под давлением
Затем кондуктор поворачивается вокруг горизонтальной оси и вводится в зону формы (II). Далее кондуктор передвигается в горизонтальном направлении, и стержни вкладываются в знаковые части формы, в этот момент вакуум снимается и стержни остаются в форме (III). Затем кондуктор отодвигается от формы (IV) и поворачивается в исходное положение (V).
На рис. 13.22 показан специальный робот, предназначенный для установки на машине литья под давлением с горизонтальной холодной камерой прессования. Он предназначен для снятия отливок с машины, подачи их в охладительную ванну и затем под горизонтальный пресс.
Робот устанавливают на неподвижной плите 1 и верхней колонке 2: машины. Исполнительный орган 3 робота с захватывающим устройством 4 изначальной боковой позиции горизонтальным перемещением вводится внутрь открытой пресс-формы, захватывает отливку за пресс-остаток и, перемещаясь вдоль оси машины, вынимает ее из пресс-формы. Затем захватное устройство выводится из зоны машины и поворачивается вниз на 90° (положение А). При этом захватывающее устройство может разжаться, выбросив отливку в охладительную ванну 5 или на конвейер, или опуститься в ванну для охлаждения отливки (положение В). При необходимости обрубки на прессе захватывающее устройство поднимается вверх, поворачивается на 90° в сторону, противоположную машине, и подает отливку на горизонтальный обрубной пресс 6 (положение С). Размеры перемещений и состав цикла регулируются системой управления по установленной программе.