

10.3. Примеры конструкций стержневых машин
Пескострельный стержневой полуавтомат мод. 2Б83 предназначен для изготовления средних по массе стержней из песчаных смесей с пределом прочности во влажном состоянии до 30 кПа.
На колонне станины 1 (рис. 10.4) смонтирован механизм дутья 5 с вибропитателем 6. Стержневой ящик с вертикальным или горизонтальным разъемом ставится па стол 2, предварительно отрегулированный на нужную высоту.
При включении машины стержневая смесь, находящаяся в вибрируемом лотке вибропитателя 6, сползает в приемную воронку механизма дутья 5 и заполняет гильзу, установленную внутри механизма дутья. Затем нажимается пусковая кнопка, расположенная на пульте управления 7, вибратор питателя включается, и шибер механизма дутья 5 перекрывает впускное отверстие гильзы. Одновременно зажимы 3 соединяют стержневой ящик (при вертикальном разъеме ящика), а стол 2 прижимает его к насадке 4. Далее в гильзу со смесью подается сжатый воздух, и смесь через вдувное отверстие в насадке «выстреливается» в стержневой ящик.
После заполнения ящика и уплотнения смеси подача воздуха прекращается, а оставшийся в гильзе воздух выбрасывается в атмосферу. Затем стол опускается, ящик разжимается, шибер открывает отверстие гильзы, и начинается подача смеси в механизм дутья. Стержневой ящик снимается со стола машины, из него извлекается стержень, и цикл повторяется.
Прижимной стол (рис. 10.5) при регулировании его высоты поднимается с помощью маховика 1, посаженного на червяк 2. При вращении маховика червяк поворачивает колесо 4 и винт 3, который, выходя из неподвижной гайки станины (на чертеже не показано), поднимает стол. Стол при этом не вращается, так как он зафиксирован относительно станины специальным выступом и направляющими планками.
Для прижима стержневого ящика воздух подастся по трубе, проходящей внутри полого винта 3, под мембрану 6. Мембрана поднимает поршень 7 и плиту 8 относительно корпуса на высоту до 15 мм. Максимальный ход прижима зависит от положения гайки на винте 5.
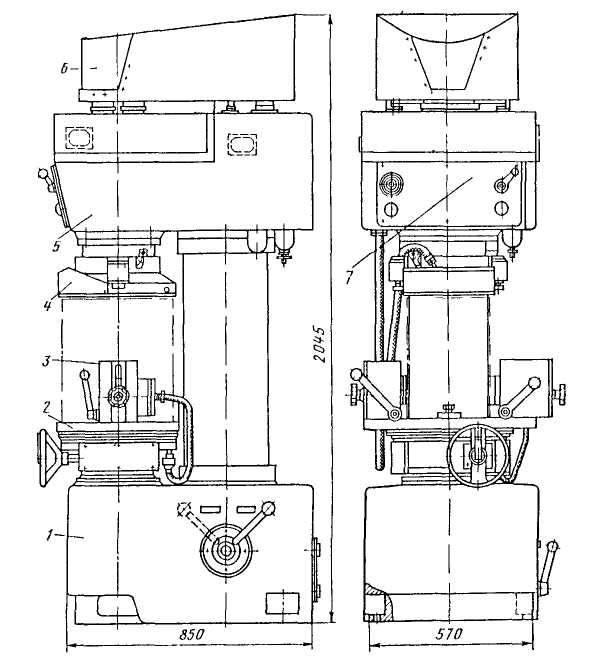
Рис. 10.4. Пескострельный полуавтомат мод. 2Б83
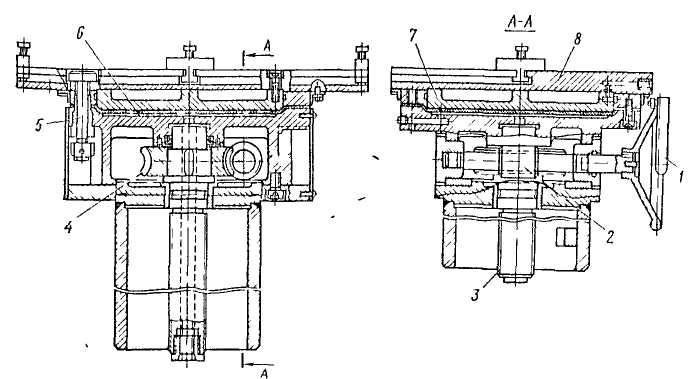
Рис 10.5. Прижимной стол пескострельного полуавтомата мод. 2083
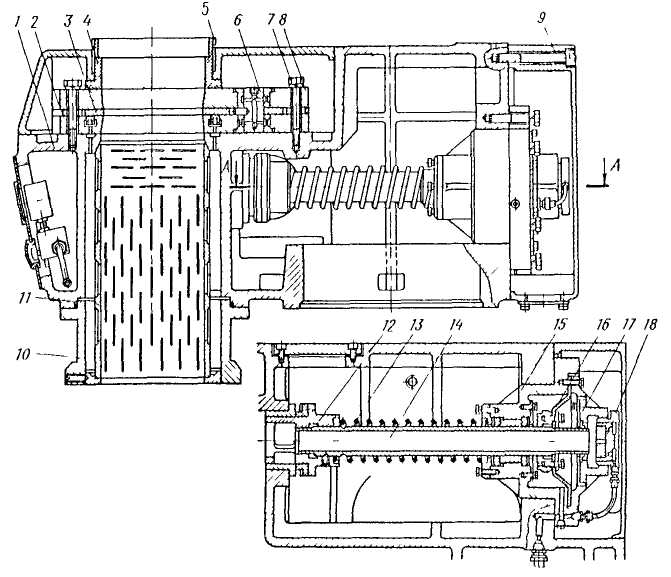
Рис 10 6 Механизм дутья пескострельного автомата мод. 2Б83
Основой механизма дутья (рис 10.6) служит траверса 1, устанавливаемая на колонне станины. Сверху на траверсе крепится крышка 2, закрывающая механизм шибера 3 и прижимающая к нему круглый резиновый амортизатор 4 к амортизатору сверху хомутом 5 крепится горловина питателя. На нижней части траверсы монтируется фланец 10, к которому крепится насадка 4 (см. рис. 10.4). Во внутренней полости траверсы устанавливается гильза 11 (рис 10.6) с прорезями, верхнее отверстие которой перекрывается секторным шибером 3 с отверстием для загрузки. Шибер поворачивается вокруг оси 6, между верхней 8 и нижней 2 крышками, стянутыми между собой болтами 7. В кольцевой канавке нижней крышки 2 установлено резиновое кольцо, прилегающее к шиберу 3 при вдуве смеси благодаря подаче под него сжатого воздуха через каналы в траверсе и нижней крышке.
Сбоку траверсы 1 установлен клапан надува и выхлопа; состоящий из собственно клапана 12, укрепленного на полом штоке 14, диафрагмы 16, зажатой между корпусом 15 и крышкой 17, поршня 18 и крышки 9. В исходном положении клапан 12 прижат к седлу пружиной 13 и сжатым воздухом, находящимся в полости траверсы Поршень 18 находится в правом положении, и полость гильзы 11 через внутренний канал штока 14 сообщается с атмосферой. При подаче воздуха в левую полость диафрагмы 16 шток 14 резко отводит клапан 12 вправо, при этом воздух из полостей траверсы и из соеди-
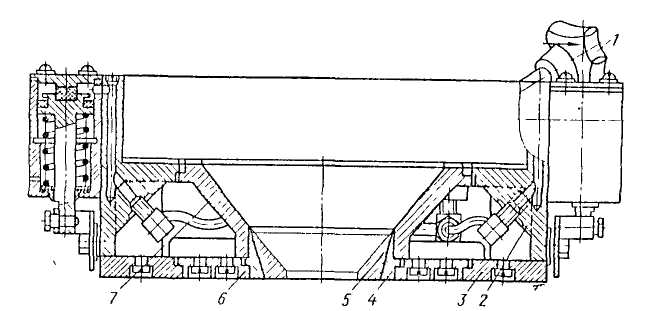
Рис. 10.7. Устройство насадки пескострельного резервуара полуавтомата мод. 2Б83
пенной с ней колонны-ресивера устремляется в полость, где находится гильза 11, и по прорезям в последней попадает внутрь нее, захватывает смесь и выбрасывает ее из сопла насадки. Происходит надув смеси. Одновременно воздух поступает в полость за поршнем 18 и прижимает его к правому концу штока 14, предотвращая этим выхлоп. Для прекращения надува достаточно снять давление с диафрагмы 16 и поршня 18, и вся система придет в исходное положение.
Насадка (рис. 10.7), через которую смесь направляется в стержневой ящик, надевается на фланец траверсы и крепится к нему винтами 1 и представляет собой корпус 2, скрепленный с вентиляционной плитой 3. Внутри корпуса вмонтированы конус 7 и втулки 4 и 5. В вентиляционной плите 3 расположены венты 6, через которые воздух из полости стержневого ящика выбрасывается в атмосферу.
М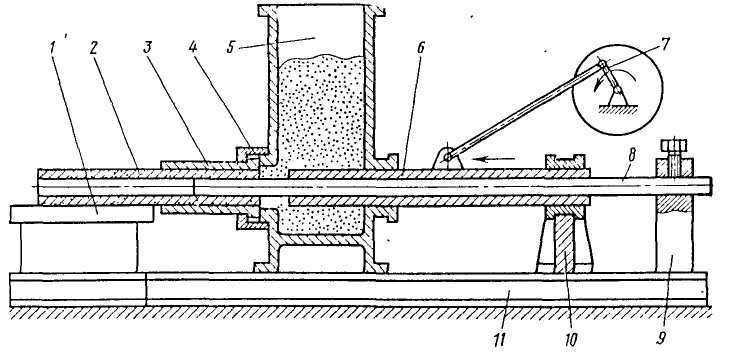 ундштучные
машины для изготовления стержней. На
мундштучных
машинах изготовляют прессованием
стержни постоянного профиля
по длине (цилиндрические, овальные,
прямоугольные и др.) в
массовом и серийном производстве.
ундштучные
машины для изготовления стержней. На
мундштучных
машинах изготовляют прессованием
стержни постоянного профиля
по длине (цилиндрические, овальные,
прямоугольные и др.) в
массовом и серийном производстве.
Рис. 10.8. Схема стержневой мундштучной машины
Стержневая мундштучная машина (рис. 10.8) состоит из корпуса 5, верхняя часть которого представляет собой приемный бункер для смеси; мундштука 3, соединенного с корпусом накидной гайкой 4, подвижного полого плунжера 6; неподвижного прутка 8, приводного кривошипно-шатунного механизма 7; основания 11, двух опорных кронштейнов 9, 10 и приемного стола 1.
При работе машины плунжер 6 заталкивает стержневую смесь и мундштук 3. Вследствие трения смеси о стенки мундштука 3 и пруток 8 в задней части мундштук создается зона подпора, благодаря которой происходит прессование и формирование стержня 2. При выходе из мундштука стержень поступает па приемный стол 1 пли непосредственно на сушильную плиту. Стержни, изготовленные па мундштучных машинах, имеют внутренний вентиляционный канал, образуемый неподвижным прутком 8. Движение плунжеру 6 передается кривошипно-шатунным механизмом 7. Форма и размеры сечения стержня определяются формой и размером мундштука. Круглые стержни изготовляются диаметром 20—100 мм. Производительность мундштучных машин — примерно 10—12 стержней в час.