

11.5. Уплотнение ширококовшовым пескометом
Ширококовшовый пескомет представляет собой центробежную метательную машину которая, как и обычный пескомет бросает формовочную смесь в опоку, одновременно наполняет е и уплотняет смесь.
Т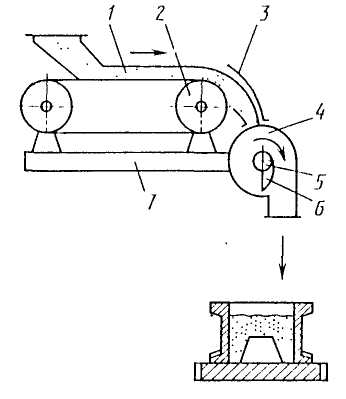 акой
пескомет конструктивно отличается от
обычного тем что
ковш, ротор и в целом метательная головка
имеют ширину равную
длине опоки. Загрузка смеси по лотку 3
в
данном случае не осевая, а тангенциальная.
На раме 7 (рис. 11.9) закреплен ленточный
конвейер 1 малого рукава и метательная
головка 4
с
ковшом 6.
Вал
5
метательной
головки 4
и
ось приводного барабана 2 ленточного
конвейера 1
параллельны.
Для уплотнения одной полуформы требуется
10—12 с. 3а это
время головка пескомет; вместе
с питающим ее ленточным
конвейером совершает всего четыре
возвратно-поступательных движения
(два вперед и два назад).
акой
пескомет конструктивно отличается от
обычного тем что
ковш, ротор и в целом метательная головка
имеют ширину равную
длине опоки. Загрузка смеси по лотку 3
в
данном случае не осевая, а тангенциальная.
На раме 7 (рис. 11.9) закреплен ленточный
конвейер 1 малого рукава и метательная
головка 4
с
ковшом 6.
Вал
5
метательной
головки 4
и
ось приводного барабана 2 ленточного
конвейера 1
параллельны.
Для уплотнения одной полуформы требуется
10—12 с. 3а это
время головка пескомет; вместе
с питающим ее ленточным
конвейером совершает всего четыре
возвратно-поступательных движения
(два вперед и два назад).
К преимуществам обычного пескомета в данном случае добавляется еще одно — высокая производительность. Ширококовшовый пескомет обеспечивает достаточно высокое качество уплотнения смеси. Однако в теневых местах около моделей смесь уплотняется несколько хуже, что можно отнести к недостатку'
Рис. 11.9 Схема ширококовшового пескомёта
ширококовшовый пескомет потребляет значительное количество энергии и создает высокий шум. Несмотря па это, его применяют в промышленности.
11.6. Вибрационно-ударное уплотнение
Сущность вибрациошю-ударного процесса — колебание стола с модельно-опочной оснасткой с одновременным ударом за каждый полупериод, что приводит к значительному повышению сил инерции, а значит, и уплотняющего воздействия. Этот процесс похож на встряхивание. При ударе оснастки о неподвижную преграду в спектре колебаний уплотняемого объема появляются гармоники более высокого порядка при использовании вибровозбудителей промышленной частоты (50 Гц). Эго резко снижает внутреннее трение, и смесь переходит в псевдоожиженное состояние, легко уплотняется.
Существуют два вида вибрационных формовочных машин — вертикально-ударные и горизонтально-ударные.
Всртикалыю-ударные установки применяют при небольших размерах технологических емкостей (<1000x1000 мм) и в основном для изготовления стержней из ХТС.
Горизонтально-ударные установки применяют для крупных опок (>1000x1000 мм) и уплотнения форм из ХТС (рис. 11.10). Установка состоит, из вибровозбудителя 1 и упругих опор 4, амортизаторов и платформы 5, которая имеет скобу 2; на обеих внутренних поверхностях полости закреплены резиновые прокладки 3. Между ними и вибровозбудителем 1 имеются зазоры К. Вибрационно-ударный режим колебаний обеспечивается благодаря зазору К,
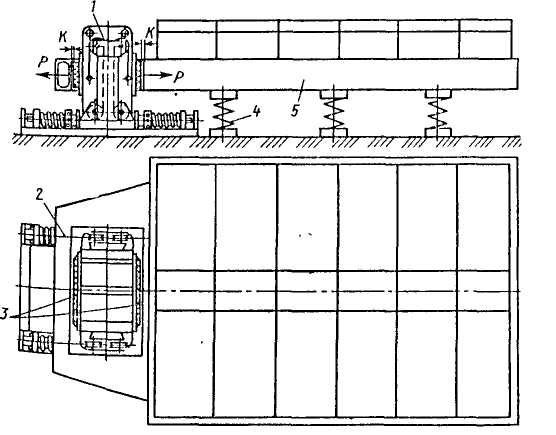
Рис. 11.10 Схема горизонтально-ударной вибрационной формовочной машины
определяемому расчетным путем. Зазор колеблется в пределах 3—5 мм.
При уплотнении ХТС вибрационно-ударными установками плотность смеси достигает 1,7—1,8 г/см3 почти на 3/4 высоты опоки. Верхние слон смеси не уплотняются, поэтому при вибрации на смесь накладывают грузовую плиту, обеспечивающую се уплотнение.
Горизонтально-ударные установки имеют следующие преимущества по сравнению с вертикальными: вибровозбудитель полностью разгружен от массы колеблющихся частей; малая чувствительность к изменению массы формы; ниже уровень шума и проще конструкция.