

Глава XI
ОБОРУДОВАНИЕ ДЛЯ ПРАВКИ ДЕТАЛЕЙ ПОСЛЕ ТЕРМООБРАБОТКИ
§ 49. Правильные прессы
При термической обработке деталей происходит их коробление и деформация, несколько уменьшающиеся при применении закалочных машин и специальных приспособлений. Коробление и деформация являются следствием термических и структурных напряжений, возникающих в металле при термической обработке, поэтому в каждом термическом цехе должен быть участок для правки деталей после термической обработки.
Для правки применяют ручные, механические и гидравлические прессы. Детали небольших диаметров (5—10 мм) подвергают правке на ручных прессах. На рис. 124 представлен ручной реечный пресс. Стальной ползун (или рейка) установлен в чугунной станине. Опускают ползун путем поворота рукоятки вниз. Рабочее давление ручного реечного пресса 1—5 т.- Для правки более крупных деталей (диаметром 10—30 мм) применяют ручные винтовые прессы с рабочим давлением 2—25 т (рис. 124, б). Движение ползуна пресса производится вращением махового колеса.
Более совершенную конструкцию представляют механические и гидравлические правильные прессы. Особенно широкое распространение они получили в массовом производстве. Например, для правки стержней и валиков небольшого размера (диаметром до 30 мм) применяют прессы мощностью до 8 т, для кулачковых валиков и деталей диаметром 50—70 мм —прессы до 35 т.
Гидравлический правильный пресс показан на рис. 124, в. Пресс имеет одностоечную рамную станину. На его столе устанавливают опоры для укладки детали и раздвижные центры для проверки ее биения. Привод пресса осуществляется от ротационных плунжерных или лопастных насосов, помещающихся непосредственно у пресса. Такие прессы изготовляют с рабочим давлением 5—200 т. Длина рабочего стола 1100—2400, ширина 350—600 мм, мощность электродвигателя насосов 3— 20 л.- с.
Контроль коробления и деформации осевых деталей производится индикатором при медленном вращении их после укрепления в центрах. При массовом производстве применяют специально разработанные приспособления.
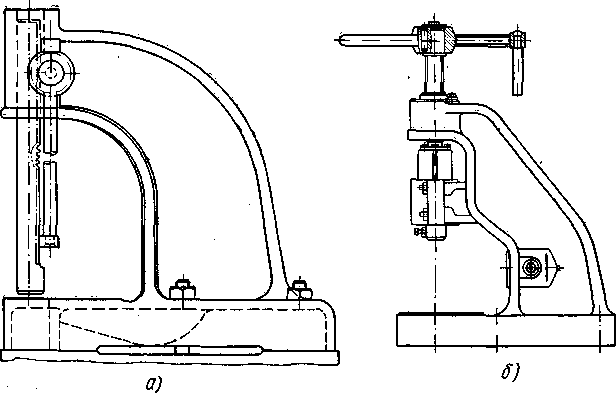

Рис. 124. Правильные прессы:
а — ручной реечный; 6 — ручной винтовой; в — гидравлический; / — станина пресса; 2 — двигатель насоса; 3 — резервуар для масла; 4 — кнопочное управление; 5 — пусковая панель двигателя; 6 — манометр
9ПП
Плоские детали, изготовленные из полосовой или листовой стали, для исправления коробления после закалки и отпуска подвергают рихтовке с помощью ударов молотка. Для этого применяют обычные слесарные молотки и правильные плиты. Во избежание получения забоин на деталях применяют медные молотки. Этот способ правки вызывает наклеп и создает напряжения в детали. Правильные плиты изготовляют из чугунных отливок размером 700X 1200 или 800X 1500 мм; толщина плит обычно принимается равной 80—100 мм. Контроль коробления и деформации плоских деталей производится щупом на шлифованных плитах.
§ 50. Электропресс для1правки и отпуска

Рис. 125. Электропресс для правки и отпуска
Конструкция пресса показана на рис. 125. На литой раме 8 установлена плита 3. На этой плите укреплен неподвижно ниж-
ний штамп 2. В нижней части рамы помещен пневматический ци-линдр_7 с поршнем 6 и штоком 5. Этот шток при помощи направляющих скалок 4 связан с верхним подвижным штампом 1. В пневматический цилиндр подводится сжатый воздух и при помощи двухходового крана шток приподнимает или опускает верхний штамп на нижний. Внутри штампов расположено электросопротивление, в результате чего они нагреваются до температуры 250—350° С. Обычно монтируют в одной станине два пресса так, что в одном прессе деталь отпускается и правится, а в другом идет загрузка. Диск сцепления с помощью пневматического устройства зажимается между штампами. Так как штампы нагреты, то диски подвергаются отпуску и одновременно выправляются. Таким образом, коробление, полученное при закалке, устраняется. Производительность электропресса с двумя парами рабочих штампов составляет 40—80 шт/ч.