

Глава X
ОБОРУДОВАНИЕ ДЛЯ ОЧИСТКИ ДЕТАЛЕЙ ПОСЛЕ ТЕРМООБРАБОТКИ
ределенного состава, причем детали являются одним из электродов (анодом или катодом). При анодном травлении, при несоблюдении режима, может получиться перетравливание, что исключается при катодном травлении.
Примерный состав ванны и режим работы катодного травления приведен ниже:
§ 45. Травильные установки
Очистка деталей от окалины и ржавчины производится в травильных ваннах и дробеструйных аппаратах. Травление, кроме того, выявляет поверхностные дефекты на деталях (трещины, волосовины, закаты, плены и т. д.).
В кузнечных термических цехах поковки после термической обработки подвергают химическому травлению. Большое распространение плучила специальная травильная машина с подъемно-поворотным краном (рис. 112). Эта машина имеет плунжер с поршнем, который движется в цилиндре с помощью пара или сжатого воздуха (давление 5—6 am). На верхнем конце плунжера находятся четыре крестообразно расположенные балки-хоботы крана, на концах которых висят корзины с деталями. Плунжер может поднимать и опускать корзины. При подъеме корзин хоботы могут быть повернуты на 90°. Внизу против концов хоботов расположены три бака. В одном баке находится раствор кислоты, в другом — горячая вода и в третьем — холодная вода. На свободной загрузочно-разгрузочной площадке под четвертым хоботом помещается тара с деталями, подлежащими травлению.
Кислотные травильные баки изготовляют деревянными с внутренней облицовкой из кислотоупорного бетона со слоем резины: эти баки изготовляют также металлическими с кладкой из кислотоупорного кирпича, поверх которого наносится слой резины.
Травильные машины с краном имеют цилиндры различных диаметров: 300, 500 и 800 мм, соответственно в каждую корзину загружается 400, 900 и 1800 кг поковок; при длительности травления 30 мин производительность машин составляет 0,9; ,1,8 и 3,6 т/ч соответственно.
Применение химического травления ограничено вследствие вредного его влияния. Предпочтительным методом очистки от окалины поковок является очистка во вращающихся барабанах и дробеметных установках.
В термических цехах и в инструментальных термических цехах применяют электролитическое травление. Этот способ травления полностью исключает возможность перетравливания и допускает очистку деталей с мелкой резьбой. Электролитическое травление заключается в обработке деталей в электролите оп-

Рис. 112. Травильная
машина с краном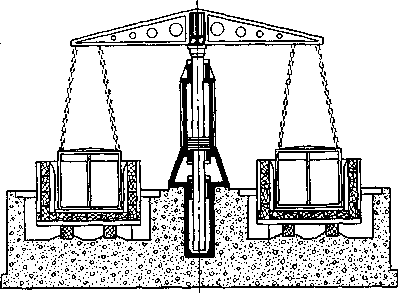
Основным оборудованием для электролитического травления и операций обезжиривания, холодной и горячей промывки являются ванны в виде баков прямоугольного сечения, сваренных из листовой стали толщиной 6—8 мм. Реже применяются керамические, деревянные, фарфоровые и эмалированные ванны. Ванны из листовой стали, предназначенные для отдельных операций,
ментной
плите и устанавливают на фундаменте в
закрытом изолированном
помещении, отделенным от ванн плотной
перегородкой. Токоведущие части
генераторов электродвигателей защи-

к ваннам монтируют трубопроводы холодной и горячей воды и канализации. Ванны имеют различные размеры в зависимости от масштаба производства: от 600x500X600 мм и до нескольких метров в длину при 1,2 м ширины и до 1,5 м высоты. Конструкция стальных ванн различного назначения приведена на рис. 113. Ванны электролитического травления и других операций группируют в агрегат и снабжают подвесными транспортными средствами.
Рис. 113. Конструкция ванн для гальванических процессов:
а — для холодной и горячей промывки; б — для электрохимического травления; в — для цианистых электролитов; г — для воронения
В современных крупных цехах ванны для отдельных операций монтируют также по овалу или полуовалу. Ванны снабжаются подвесным конвейером для передвижения подвесок или корзин с деталями и для переноса из одной ванны в другую. Такие агрегаты используют в чистовых термических цехах для очистки деталей от окалины вместо дробеструйных аппаратов. Все гальванические ванны работают на постоянном токе. Источником тока являются низковольтные двигатель-генераторы и выпрямители. Для большинства ванн применяется ток различной силы и напряжением 6—12 в. Низковольтные генераторы изготовляют с одним или двумя коллекторами (см. табл. 9)
Двигатель-генератор представляет собой агрегат, состоящий из низковольтного генератора, электродвигателя, шунтового регулятора напряжения, возбудителя с реостатом, пусковой аппаратуры и фундаментной плиты. Обычно низковольтный генератор монтируют вместе с электродвигателем на одной фунда-

Техническая характеристика коллекторов
Таблица 9
щены от корродирующего действия паров и кислот. Мощность применяемых генераторов 3—30 кет. Подводка тока к ваннам осуществляется с помощью медных шин и проводов. У ванн монтируют щиты, на которых размещают пусковую, регулирующую и измерительную аппаратуру.
Иногда вместо двигатель-генераторов устанавливают выпрямители тока. Эти выпрямители монтируют вместе с трансформаторами, понижающими напряжение от 220/280 до 6—20 в. Наибольшее применение нашли меднозакисные и селеновые выпрямители различной мощности.