

Глава V
АГРЕГАТЫ ДЛЯ ТЕРМИЧЕСКОЙ
И ХИМИКО-ТЕРМИЧЕСКОЙ
ОБРАБОТКИ
§ 27. Агрегаты для термической обработки разных деталей
В современных термических цехах массового или крупносерийного производства несколько видов оборудования (печи, закалочные баки, моечные машины и др.), связанных общим производственным циклом, устанавливаются один за другим в порядке последовательности операций и составляют таким образом агрегат для термической обработки. Очень часто агрегат представляет собой установку из закалочной печи толкательного или конвейерного типа, конвейерного закалочного бака и отпускной печи с толкателем или с конвейером. Обычно такие агрегаты устанавливают в одну линию. Например, агрегат для обработки рессорных листов (рис. 70) состоит из закалочной печи, машины для гибки и закалки листов, закалочного конвейерного бака, отпускной печи и охладительного конвейерного бака. Этот агрегат также устанавливают в одну линию длиной около 44 м. Агрегат обслуживается бригадой из пяти рабочих. Для линии термической обработки рессор разработан новый процесс: нагретые листы с конвейера закалочной печи попадают на склиз и затем в приспособление, которое передает их для закалки в штампы десятигранной гибочно-закалочной машины. После закалки листы вынимают из штампов и магнитным краном устанавливают на ребро на конвейер отпускной печи. Конвейерный закалочный бак в этом случае не требуется. Иногда в агрегатах для обработки рессор используют печи с шагающим подом.
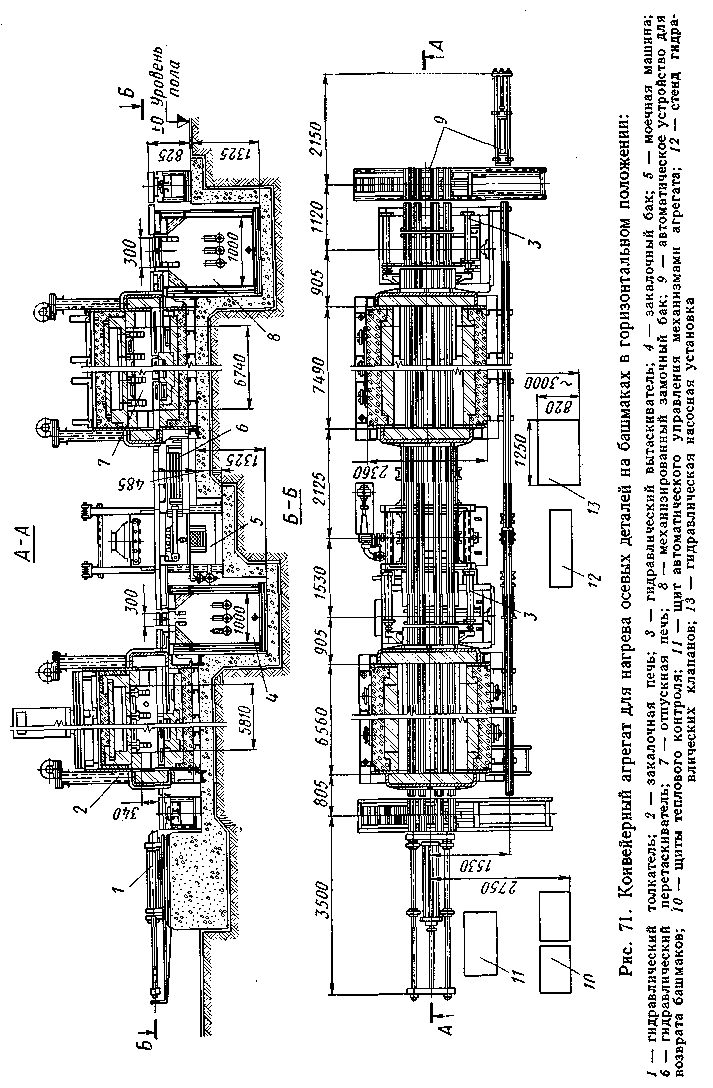
Другой агрегат для термической обработки с проходными электропечами Гипроавтопрома показан на рис. 71. Этот агрегат предназначен для нагрева в горизонтальном положении крупных длинных деталей, передвижение которых производится на башмаках. Агрегат состоит из закалочной печи, механизированного закалочного бака, моечной машины, отпускной печи и механизированного охладительного бака; возврат башмаков к загрузочной части закалочной печи производится при помощи автоматического устройства. Толкание башмаков с деталями через печи, выгрузка из печей, передача их между печами производится с помощью гидравлических толкателей, вытаскивателей и пере-таскивателя. Для этого агрегат снабжен гидравлической насосной установкой и стендом гидравлических клапанов с электромагнитов
§ 28. Конвейерные закалочно-отпускные агрегаты
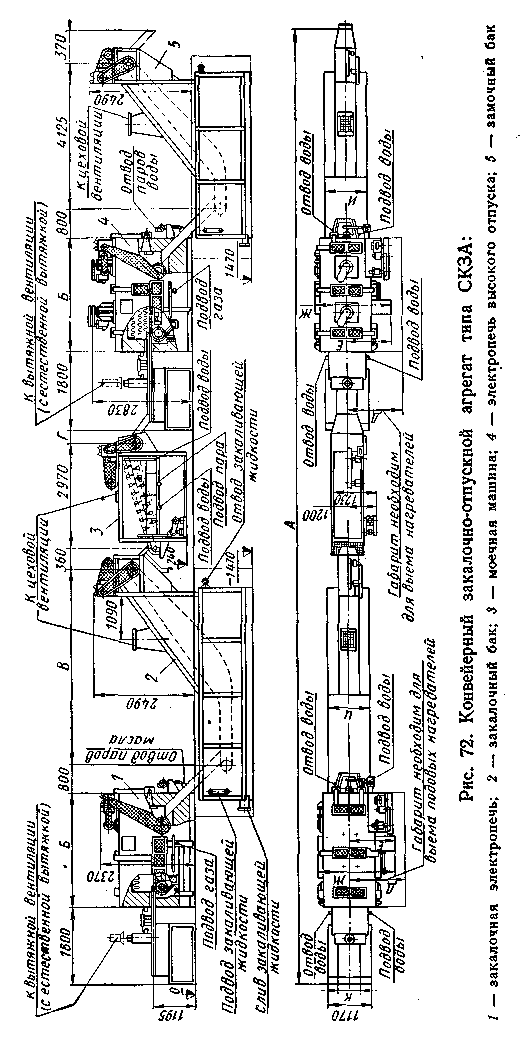
Конвейерные закалочно-отпускные агрегаты состоят из закалочных конвейерных электропечей типа СКЗ, закалочных баков, моечных машин, отпускных конвейерных электропечей типа СКЗ или СКО (для низкого отпуска) и замочных баков для охлаждения после отпуска. Схематические разрезы конвейерного закалочно-отпускного агрегата представлены на рис. 72. Вследствие использования в электропечах контролируемых атмосфер обработанные в них детали не имеют окалины и требуют значительно меньшей механической обработки. Они предназначены для встраивания в автоматические и поточные линии на автомобильных, подшипниковых, тракторных, метизных и других заводах.
На агрегатах обрабатывают детали весом до 3 кг, размерами не более 100x150x150 мм и сечением не менее 10x10 мм. Все закалочно-отпускные агрегаты различаются по температуре, при которой производится отпуск деталей: агрегаты с высоким отпуском деталей от 350 до 700° Сис низким отпуском — до 350° С.
Нагрев под закалку ведется в эндотермической атмосфере, высокий отпуск — в экзотермической атмосфере, а низкий отпуск — в воздушной среде. В агрегаты с высоким отпуском входит охлаждение деталей после отпуска в замочном баке, который служит гидравлическим затвором для отпускной печи и, кроме того, для выполнения технологических функций — уменьшения отпускной хрупкости. Агрегаты с низким отпуском изготовляют без замочного бака. ВНИИЭТО разработал 14 типоразмеров закалочно-отпускных агрегатов с производительностью от 50—80 до 700—1100 кг/ч. Агрегаты имеют индекс СКЗА, после индекса — дробь, числитель которой обозначает порядковый номер агрегата, а знаменатель — температуру отпускной печи. Наиболее часто встречающимся технологическим схемам отвечают следующие компоновки: исполнение М-01 — нагрев под закалку, закалка в масле, промывка, высокий отпуск с последующим охлаждением или низкий отпуск; исполнение М-02 тот же цикл, но без промывки деталей (имеется в виду главным образом закалка в воде); исполнение М-03 то же, что и для М-01, только для уменьшения длины агрегата вместо закалочного бака Б КМ (масляного) ставят бак БКВ (водяной), наполняемого в этом случае не водой, а маслом. Это делается для мелких деталей, время охлаждения которых не превышает 6 мин. Каждый агрегат имеет маслоохлади-тельную установку (при применении масляного закалочного бака) установки для приготовления контролируемых атмосфер, щиты
В этом типаже закалочно-отпускных* агрегатов закалочные и высокотемпературные отпускные печи приспособлены для работы с контролируемыми атмосферами, во всех печах возможен форсированный нагрев деталей, вследствие чего обеспечивается ускорение процессов нагрева и уменьшения габаритных размеров агрегатов; конвейеры выполнены из литых звеньев взамен штампованных, что увеличивает срок службы конвейера; все агрегаты имеют механизмы для автоматической загрузки деталей; точность регулирования температуры повышена в результате уменьшения длины тепловых зон.
Аналогично конвейерным агрегатам комплектуются и толка-тельные закалочно-отпускные агрегаты с электропечами. В этих агрегатах закалочные и отпускные печи толкательного типа с индексом СТЗ. В этом случае также используются в закалочной и высокотемпературной отпускной печи контролируемые атмосферы, а в низкотемпературной отпускной печи — воздушная атмосфера (индекс печи СТО). В комплект каждого агрегата входят панели управления гидравлической системой, щиты автоматического регулирования температуры и управления механизмами, механизмы для возврата поддонов, маслонапорная установка и установки для приготовления контролируемой атмосферы. Индекс агрегатов СТЗА, после индекса даны основные размеры закалочной печи в дм в числителе, а в знаменателе — температура отпускной печи в сотнях градусов. ВНИИЭТО разработал 14 типоразмеров таких агрегатов с производительностью от 150 до 1800 кг1ч.