

2. Системи координат
Для керування рухом формоутворення інструмента, що створює контур деталі, необхідно визначити взаємне розміщення заготовки та інструмента в робочому просторі верстата, точність якого безпосередньо впливає на точність обробленої деталі. Це пов’язане з тим, що точність розмірів деталі витримують відносно початку координатної системи верстата, а не відносно базуючих поверхонь пристрою, як під час обробки заготовок на верстатах із непрограмованою обробкою. Розташування окремих поверхонь і конструктивних елементів в об’ємі деталі задають у системі координат деталі, яку зв’язують із системою координат верстата. Тому під час обробки заготовок на верстатах із ЧПК використовують три системи координат: систему координат верстата XYZ; систему координат деталі XдYдZд; систему координат вихідної точки Овт.
Система координат верстата визначає напрями рухів його робочих органів. Її початок відповідає нульовим положенням робочих органів верстата. У системі координат верстата визначають величини переміщень і поточні положення робочих органів.
Систему координат верстата вибирають відповідно до рекомендацій ІСО та ГОСТ 23597-79 як прямокутну декартові, праву, додатні напрями осей координат якої визначають згідно з правилом правої руки (рис. 2.1, а). Додатні напрями обертання навколо осей Х, Y, Z, які позначені відповідно як А, В, С, визначають згідно з іншим правилом правої руки (рис. 2.1, б, в). Вісь Z завжди збігається з віссю обертання шпинделя, а її додатній напрям відповідає напряму виходу свердла із заготовки. Наведені позначення напрямів прямолінійних і обертових рухів стосуються основних робочих органів верстата, в яких розміщений інструмент. Якщо верстат має інші робочі органи, які переміщують інструмент вздовж координатних осей, паралельних основній системі верстата XYZ, то для програмування цих додаткових рухів інструмента використовують букви U, V, W, наприклад, як під час програмування роботи план-супортної головки з індивідуальним приводом радіального переміщення різця. Координатні осі робочих органів, які надають заготовці прямолінійний чи обертовий рух, напрямлені протилежно до відповідних осей робочих органів, які переміщують інструмент, і позначаються тими ж буквами зі штрихами (рис. 2.1, в). Завдяки цьому під час складання КП (керуючої програми) не враховують, що розміщене в робочому органі верстата, переміщення якого програмується (інструмент або заготовка), оскільки відносний рух матиме однозначний напрям. Тому під час проектування умовно вважають, що заготовка завжди нерухома, а рухається інструмент.
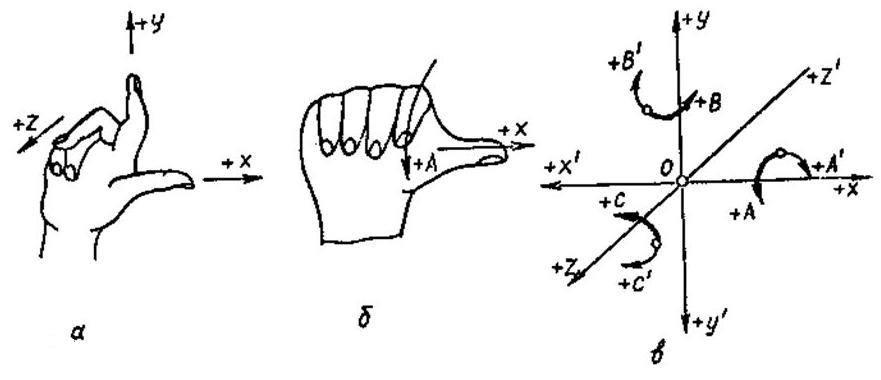
Рис. 2.1. Напрями осей переміщень та обертання у правій системі координат верстатів з ЧПК
Початок системи координат верстата називають його нульовою точкою. Вона збігається з базовою точкою вузла, який містить заготовку, при такому розташування вузла, при якому переміщення всіх робочих органів описуються додатніми координатами. Відносно нульової точки верстата в КП задаються абсолютні переміщення робочих органів. Початок відрахування переміщень робочого органу може бути перенесений в будь-яку точку в системі координат верстата за допомогою «плаваючого нуля».
Для токарних верстатів з ЧПК застосовують двокоординатну систему XZ, нульовою точкою якої є точка перетину площини зеркала планшайби з віссю обертання шпинделя верстата (рис. 2.2).
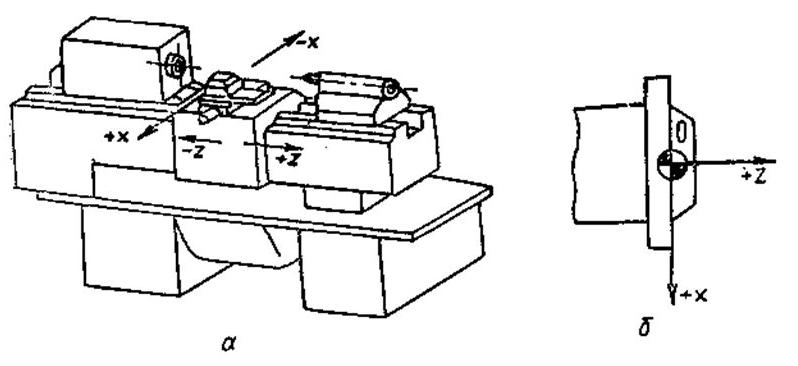
Рис. 2.2. Система координат: а) токарного верстата з ЧПК; б) положення його нульової точки
Для фрезерно-свердлильно-розточувальних (багатоцільових) верстатів використовують трикоординатну систему XYZ. За початок координат беруть базову точку стола (вісь обертання стола) в його граничному положенні. Для верстатів із горизонтальним розташуванням шпинделя (наприклад, для верстата моделі ИР500 МФ4) напрями вісей зображені на рис. 2.3.
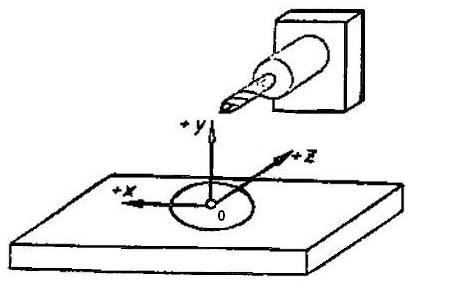
Рис. 2.3. Система координат багатоцільового верстата
Систему координат деталі використовують для задання її розмірів за допомогою координат опорних точок. Опорними називають точки початку, кінця, перетину чи дотику геометричних елементів, які утворюють контур деталі. Початок системи координат деталі (нульову точку деталі) Од вибирають так, щоб більшість точок деталі мали додатні значення координат. Напрями координатних осей системи координат деталі вибирають такими ж, як і в системі координат верстата. Для спрощення обчислень координатні площини деталі суміщують з поверхнями технологічних баз або розташовують паралельно до них.
Систему координат вихідної точки вибирають у робочій зоні верстата на певній відстані від деталі для зручності заготовки, зменшення довжини холостих і допоміжних ходів, безпечності заміни інструменту. Під вихідною точкою розуміють точку, в якій починається програмоване переміщення інструмента по КП. Її положення задають у системі координат верстата та зв’язують із базуючими елементами пристрою для затискання деталі.