

3 Оформлення операційної карти
Операційна карта (ОК) містить опис операції технологічного процесу виготовлення виробу з розчленовуванням операцій по переходах із указівкою режимів обробки, розрахункових норм і трудових нормативів. Структура побудови операційної карти (ОК) ідентична маршрутної. Запис інформації виконується построково з прив'язкою до відповідних службових символів. Інформацію по допоміжним графам заповнюють згідно таблиці 7.
Таблиця 7 - Інформація по додатковим графам операційної карти
Номер пункту пошуку |
Найменування (умовна позначка графи) |
Зміст інформації |
1 |
- |
Графи для запису змісту переходу, інформації по оснащенню, ріжучому і вимірювальному інструменту |
2 |
ПИ |
Номер позиції інструментального налагодження. Графа заповнюється для верстатів із ЧПУ |
3 |
То |
Норма основного часу на операцію, хв |
4 |
Д чи В |
Розрахунковий розмір оброблюваного діаметра (ширини) деталі. Дані по «Д» або «В» указуються з урахуванням величини врізання і перебігу |
5 |
Тв |
Норма допоміжного часу на операцію, хв |
6 |
L |
Розрахунковий розмір довжини робочого ходу з обліком величини врізання і перебігу |
7 |
l |
Глибина різання |
8 |
1 |
Число робочих ходів |
9 |
S |
Подача |
10 |
п |
Частота обертання шпинделя |
11 |
V |
Швидкість різання |
12 |
— |
Номер операції |
13 |
СОЖ |
Інформація щодо застосовуваної змащювально- охолоджувальної рідини |

Вказівку одиниць величини варто виконувати в заголовках чи підзаголовках відповідних граф. Допускається вказувати одиниці величини параметрів технологічних режимів після їхніх числових значень, наприклад, 40 мм; 0,2 мм/об; 36 м/хв.
Указівка даних по технологічних режимах варто виконувати після запису складу застосовуваного технологічного оснащення.
При вказівці даних по технологічному оснащенню інформацію варто записувати в наступній послідовності: 1) пристосування; 2) допоміжний інструмент; 3) різальний інструмент; 4) засобу виміру.
З метою поділу інформації з груп технологічного оснащення і пошуку необхідної інформації перед указівкою складу застосовуються умовні позначення видів: пристосувань – “ПР”; допоміжного інструмента — «ВИ»; інструмента, що ріже — «РИ»; засобів вимірів — «СИ».
При виконанні ДП і КП виконуємо повний запис змісту переходу. Запис змісту переходу необхідно виконувати відповідно з рекомендаціями табл. 11.
Поміж переходами необхідно залишати одну-дві вільні строки.
Переходи (основні і допоміжні) нумеруються арабськими цифрами 1, 2, 3... У загальному випадку в зміст переходу включається:
1) ключове слово, що характеризує метод обробки, виражене дієсловом у невизначеній формі (див. таблиця 8);
2) допоміжна інформація (n – кількість послідовно оброблюваних поверхонь; n – кількість паралельно оброблюваних поверхонь)
3) найменування в (іменник у знахідному відмінку) оброблюваної поверхні, конструктивних чи елементів предметів виробництва, наприклад, «отвір», «фаску», «канавку», «заготівку» і т.п.(див. таблиця 9);
3) інформація про розміри обробки різанням чи їхніх умовних позначках, приведених на операційних, допускається на ОК позначення поверхонь показувати не в кружечках;
4) додаткова інформація, що характеризує кількість одночасно послідовно оброблюваних поверхонь, чи характер обробки, наприклад, «попередньо», «послідовно», «по копіру» (див. табл.10).
Параметри шорсткості оброблюваної поверхні вказуються тільки позначеннями на операційному ескізі. Допускається вказувати в тексті змісту операції інформацію про параметр шорсткості попередньо оброблюваних поверхонь (проміжних переходів), якщо це не можна вказати на операційному ескізі, наприклад, «фрезерувати попередньо поверхню 7, витримуючи висоту 70 ± 0,5, Rz = 50».
Таблиця 8 - Ключові слова технологічних переходів
Ключові слова технологічних переходів |
||||
вальцювати |
закруглити |
настроїти |
притерти |
точити |
вивірити |
затилувати |
обкатати |
протягнути |
установити |
вивірити і закріпити |
заточити |
обпиляти |
розвальцювати |
установити і вивірити |
відрізати |
зенкерувати |
перевірити |
розвернути |
установити і закріпити |
врізатися |
зенкувати |
перемістити |
розкотати |
фрезерувати |
галтувати |
змастити |
переустановити і закріпити |
розсвердлити |
хонінгувати |
гравірувати |
зняти |
переустановити, вивірити і закріпити |
розточити |
цекувати |
довбати |
навити (на верстаті) |
підрізати |
свердлити |
центрувати |
довести |
накатати |
підтиснути |
стругати |
шевінгувати |
закріпити |
нарізати |
приробити |
суперфінішувати |
шліфувати |
Таблиця 9 – Найменування предметів виробництва оброблюваних поверхонь і конструктивних елементів
Найменування предметів виробництва оброблюваних поверхонь і конструктивних елементів |
||||
буртик |
заготівка |
лиска |
пружина |
торець |
виточка |
зубці |
отвір |
рифлення |
фаска |
галтель |
канавка |
паз |
різьба |
циліндр |
деталь |
контур |
поверхню |
сфера |
черв’як |
Таблиця 10 – Допоміжна інформація
Найменування допоміжної інформації |
|||
остаточно |
по копіру
|
послідовно
|
з підрізанням торця |
одночасно
|
за програмою |
попередньо |
згідно креслення |
Таблиця 11 – Приклади запису переходів обробки різанням ГОСТ 3.1702-79
Ескіз і повний запис переходів |
|||
1 |
|||
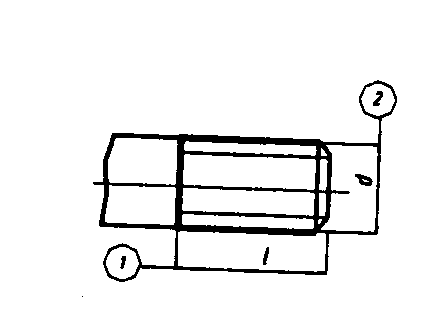
Точити (шліфувати, полірувати та т.п.) поверхню, витримуючи розмір 1 та 2 |
Т |
Накатати
рифлення, |
Р |
Т |
Точити (шліфувати, полірувати та т.п.) сферу, витримуючи розмір 1 |
Ц |
Розточити
(зенкерувати, розвернути і т.п.) конічний
отвір, витримуючи розмір 1-3 |
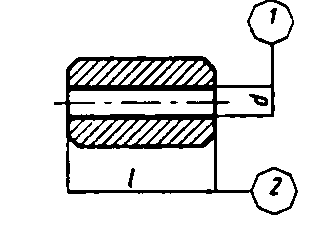
Свердлити
(зенкерувати, розвернути і т.п.) отвір,
витримуючи розміри 1 та 2 |
|||
Т |
|||
Точити (шліфувати,
полірувати та т.п.) виточку, витримуючи
розмір 1 –4 |
Розточити канавку,
витримуючи розмір 1-3 |
||
Свердлити
(зенкерувати, розвернути і т.п.) отвір,
витримуючи розмір 1 та 2 |
|||
Нарізати (фрезерувати і т.п.) різьбу, витримуючи розмір 1 та 2 |
|||
Т
|
Р |
||

 очити
(шліфувати, полірувати та т.п.) конус,
витримуючи розмір 1 та 2
очити
(шліфувати, полірувати та т.п.) конус,
витримуючи розмір 1 та 2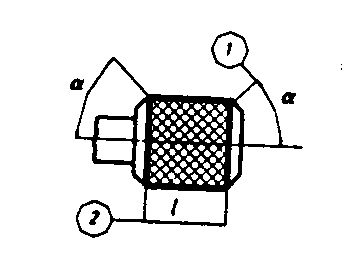 витримуючи
розмір 1 та 2
витримуючи
розмір 1 та 2 озточити
(зенкерувати, розвернути і т.п.) отвір,
витримуючи розмір 1 та 2
озточити
(зенкерувати, розвернути і т.п.) отвір,
витримуючи розмір 1 та 2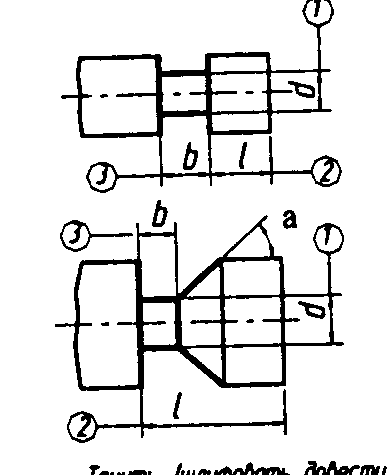 очити
(шліфувати, полірувати та т.п.) канавку,
витримуючи розмір 1 –3 та кут α
очити
(шліфувати, полірувати та т.п.) канавку,
витримуючи розмір 1 –3 та кут α
 ентрувати
торець, витримуючи розміри 1-4
ентрувати
торець, витримуючи розміри 1-4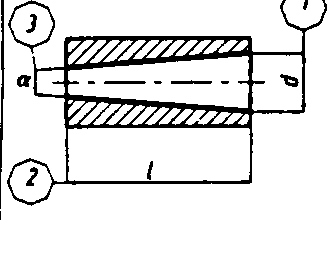

 очити
(шліфувати, полірувати та т.п.)
криволінійну поверхню, витримуючи
розмір 1–5
очити
(шліфувати, полірувати та т.п.)
криволінійну поверхню, витримуючи
розмір 1–5

 очити
(шліфувати, полірувати та т.п.) фаску,
витримуючи розмір 1
очити
(шліфувати, полірувати та т.п.) фаску,
витримуючи розмір 1 озточити
(полірувати, зенкерувати, розвернути
і т.п.) виточку, витримуючи розмір 1-3
озточити
(полірувати, зенкерувати, розвернути
і т.п.) виточку, витримуючи розмір 1-3