

2.9.Уширение металла при прокатке
При прокатке высота и форма полосы на контакте диктуется расчётом калибровки и настройкой валков. Ширина полосы и форма полосы в разъёме валков зависит от многих технологических факторов. Очень важно грамотно определять уширение, а, следовательно, ширину полосы в каждом проходе.
Различают три вида уширения:
свободное;
стеснённое;
вынужденное;
Свободным считается такое уширение, когда течению полосы в поперечном направлении препятствуют только контактные силы трения (Рис. 2 .28).
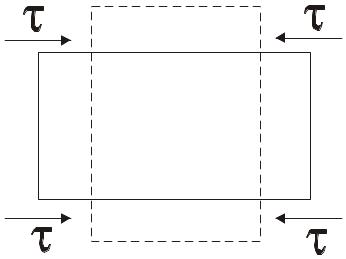
Рис. 2.28. Действие сил трения при свободном уширении
Стеснённое уширение имеет место при прокатке в калибрах, в этом случае течению металла в поперечном направлении препятствуют силы контактного напряжения и подпирающее действие боковых стенок калибра (Рис. 2 .29).
Вынужденное уширение применяется тогда, когда нужно принудительно увеличить уширение (Рис. 2 .29).
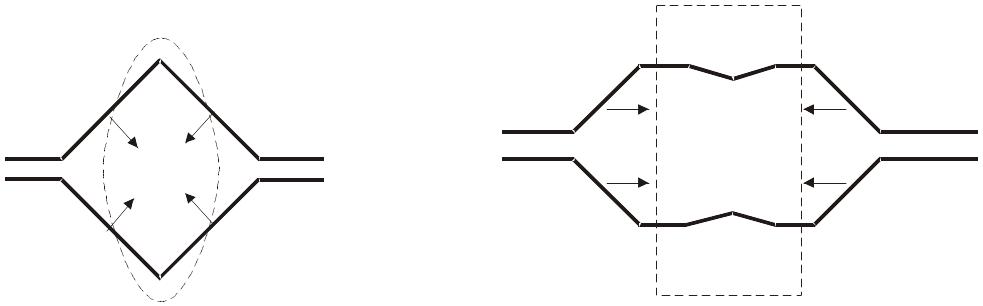
Рис. 2.29. Схемы стеснённого и вынужденного уширения
При сортовой прокатке уширение вызывает необходимость лишних проходов, затраты энергии, но его не избежать. Влияние ряда технологических факторов на уширение можно оценивать следующим образом.
Рассмотрим два процесса прокатки: прокатка на станах сортового передела и на станах листового передела.
Принято считать, что при прокатке на станах сортового предела имеет место длинный и узкий очаг деформации (Рис. 2 .30).
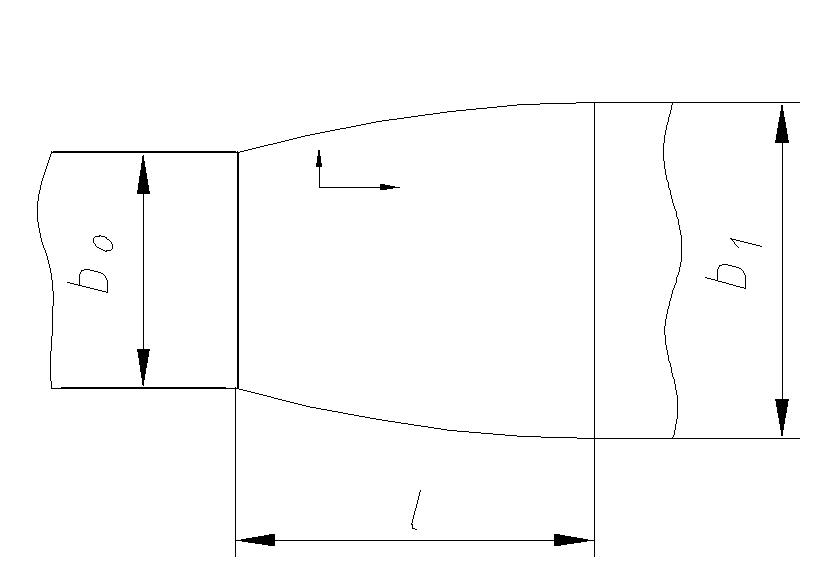
Рис. 2.30. Вид очага деформации на станах сортового передела
При прокатке на станах листового передела имеет место короткий, но широкий очаг деформации (Рис. 2 .31).
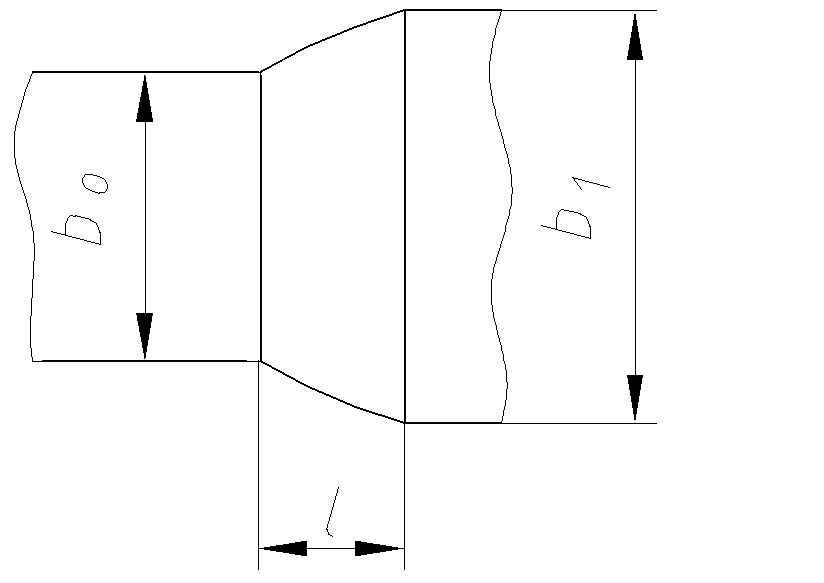
Рис. 2.31. Вид очага деформации на станах листового передела
При горячей прокатке большинство черных сталей и сплавов имеют зависимость коэффициент трения от температуры металла представленную на Рис. 2 .32.

Рис. 2.32. Зависимость коэффициента трения от температуры при горячей прокатке стали
При деформации металла, как и в ряде других процессов, действует закон наименьшего сопротивления. Таким образом, при снижении температуры металла при процессах сортовой прокатки в большинстве сталей и сплавов уширение увеличивается.
Для горячей прокатки ряда сплавов титана все явления с уширением противоположны таковым у стали, в связи с другой зависимостью коэффициента трения от температуры (Рис. 2 .33).
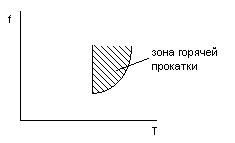
Рис. 2.33. Зависимость коэффициента трения от температуры при горячей прокатке ряда сплавов титана
Аналогично рассматриваются зависимости уширения от других показателей процесса прокатки – диаметра валков, наличия смазки, скорости прокатки и т.п.
2.10.Температурные режимы прокатки
Существует ряд методик для расчета температурных режимов прокатки, в частности методика ЧГТУ /12/, методика УПИ /2/ и др.
Общий подход при расчете температуры металла при прокатке:
![]()
где tи потери на излучение;
tк потери на конвективный обмен с воздухом;
tв потери на охлаждение металла от валков;
tд нагрев за счет пластической деформации.
Как правило, достаточно трудно определить некоторые составляющие уравнения , поэтому используется ряд упрощенных подходов. Например, при прокатке на линейных станах может быть принята линейная зависимость температуры от номера прохода (Рис. 2 .34):
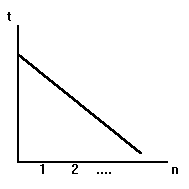
Рис. 2.34. Зависимость температуры от номера прохода на блюминге
При прокатке на блюминге температура металла в каждом проходе определяется по выражению :
![]()
где t0 и tn – температура начала и конца прокатки на блюминге;
l0 и ln – длина раската до и после прокатки;
li – длина раската в текущем проходе.
Согласно методике УПИ /2/ суммарную потерю тепла можно найти по формуле:

где t0 температура раската перед рассчитываемым участком прокатки;
П и S периметр и площадь поперечного сечения раската;
время охлаждения раската;
tд – нагрев раската за счет пластической деформации.
Величину tд можно найти по формуле:
![]()
где сопротивление металла пластической деформации;
коэффициент вытяжки.
2.11.Скоростные режимы прокатки
Рассмотрим как определяются скоростные режимы прокатки на различных станах.
2.11.1.Линейный стан
Частота вращения валков постоянна для всех клетей, входящих в линию стана
![]()
где iр – передаточное отношение редуктора.
Скорости валков и полосы рассчитываются для каждого калибра

где Dв и Dк – диаметр по дну и диаметр по вершине калибра.
2.11.2.Стан с последовательным расположением клетей
Частота вращения валков каждой клети определяется по выражению , а скорость валков и полосы по выражениям , при этом каждая клеть рассчитывается отдельно.
2.11.3.Непрерывный стан.
Скоростной режим прокатки на непрерывных станах определяется с учетом закона постоянства секундных объёмов, который гласит о том, что за единицу времени через каждую клеть прокатного стана проходит одинаковый объём металла.
![]()
где
![]() – скорость выхода и площадь поперечного
сечения полосы в каждой клети
соответственно.
– скорость выхода и площадь поперечного
сечения полосы в каждой клети
соответственно.
2.12.Ограничения режимов прокатки
Режим деформации металла при прокатке в калибрах ограничивается рядом факторов, которые необходимо учитывать при расчете калибровок валков. К ним относятся:
1) предельные углы захвата металла валками;
2) заданные или рекомендуемые вытяжки;
3) условия устойчивости полос при прокатке в калибрах;
4) прочность валков;
5) мощность главных двигателей привода рабочей клети;
6) износ валков и их стойкость;
7) пластичность металла;
8) система привода валков;
9) общий сортамент стана;
10) скоростной режим прокатки;
11) температурный режим;
Так же применяют ограничения принятые из практических данных и природы разрушения металла или трещинообразования на поверхности. Эти ограничения могут быть положены в основу расчета коэффициентов деформации или же по ним проверяется рассчитанный режим обжатий.