

2.8.Коэффициент трения при прокатке
Коэффициент трения при горячей прокатке определяется по формуле:
![]()
где k1 - учитывает состояние поверхности инструмента и его материал (Таблица 2 .1);
k2 - учитывает влияние скорости прокатки (Таблица 2 .2, Рис. 2 .27);
k3 - учитывает химический состав обрабатываемого материала (Таблица 2 .3.);
k4 - учитывает влияние формы заготовки и калибра (Таблица 2 .4).
Таблица 2.1
Значение коэффициента k1
Вид обработки валка |
Значение k1 |
|
стальной |
чугунный |
|
Полированный |
0,8 |
- |
Шлифованный |
0,9 |
0,7 |
Обточенный |
1,0 |
0,8 |
С сеткой разгара |
1,2 |
1,0 |
Насеченный |
1,4 |
- |
Таблица 2.2
Значение коэффициента k2
Скорость прокатки, м/с |
0,2 |
3 |
4 |
5 |
7 |
10 |
20 |
30 |
Значение k2 |
1 |
0,93 |
0,76 |
0,67 |
0,57 |
0,50 |
0,41 |
0,39 |
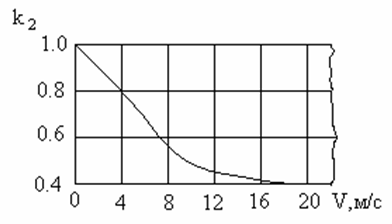
Рис. 2.27. Зависимость коэффициента k2 от скорости прокатки
Таблица 2.3.
Значение коэффициента k3
Химический состав, обрабатываемого материала |
Значение k3 |
Углеродистые ст. 1 |
1,0 |
Ледебуритные Р18 |
1,1 |
Перлитно-мартенситные ШХ15, 4Х13, 38ХМЮА |
1,24-1,3 |
Аустенитные Х13Н4Г9 |
1,4 |
Ферритные 1Х17ЮА |
1,55 |
Аустенитные с включением карбидов |
1,60 |
Высокоуглеродистые |
0,8-0,9 |
Аустенитные с включениями феррита или ледобурита 1Х18Н9Т |
1,45 |
Таблица 2.4.
Значение коэффициента k4
Форма заготовки и калибра |
Значение k4 |
Круг – гладкая бочка |
0,95 |
Овал - ребровой овал, ребровой квадрат – ромб, овал –круг |
0,975 |
Эллиптический овал – круг, ромб – ромб, круг – эллиптический овал, прокатка прямоугольных полос на гладкой бочке |
1,0 |
Ромб – квадрат, шестиугольник – шестиугольник |
1,025 |
Круг – овал, эллиптический овал – овал |
1,035 |
Система прямоугольных калибров |
1,06 |
Овал – квадрат, круг – ромб |
1,12 |
Квадрат – овал |
1,15 |
Шестиугольник – квадрат |
1,22 |
Калибры сложной формы |
|
![]()