

2.7.Коэффициенты деформации
Различают абсолютные и относительные деформации.
Абсолютные коэффициенты деформации
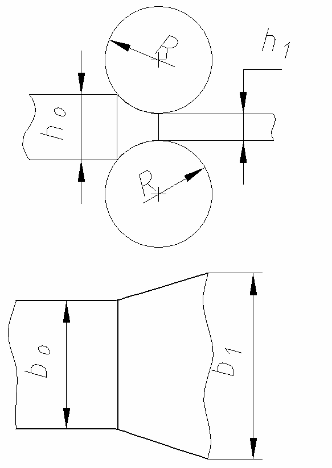
Рис. 2.22. Параметры до и после деформации
Относительные коэффициенты деформации
![]()
![]()
Коэффициенты деформации
![]() ;
;
![]()
![]()
![]() .
.
Выражение представляет
собой закон сохранения объема при
деформации. При прокатке профилей в
калибрах более объективную информацию
даёт коэффициент вытяжки λ, а при
прокатке листов – коэффициент высотной
деформации
![]() .
.
Вытяжкой называют отношение площади поперечного сечения исходной (задаваемой) заготовки к площади поперечного сечения выходящего из валков раската или конечного профиля.
Различают суммарные, частные и средние коэффициенты вытяжек. Если рассматривать уменьшение площади поперечного сечения за полное число проходов от исходной заготовки до конечного профиля, то вытяжка называется общей или суммарной и обозначается λΣ.
Вытяжка же полосы за один проход называется частной вытяжкой. Величина частной вытяжки позволяет судить о степени загруженности клети и привода клети. Частные вытяжки принимают различными в зависимости от прокатываемого профиля и типа стана, формы, пластичности и расположения калибра. Частные вытяжки могут колебаться от 1,15 до 1,8 (иногда до 2).
Коэффициент общей вытяжки может быть найден по коэффициентам частных вытяжек.
![]()
![]()
![]()
![]() ;
…;
;
…;
![]() ,
,
где n – количество проходов.
Зависимость между суммарными, частными и средними вытяжками:
![]()
если li = lср, то
![]()
тогда
![]()
Число проходов:
![]() .
.
Средняя вытяжка характеризует степень загруженности основного оборудования прокатного стана. По lср судят, насколько интенсивно ведётся технологический процесс прокатки, правильно ли определён режим обжатий, и имеются ли резервы на прокатном стане. Средние вытяжки для каждого стана определяют из условий деформаций металла по проходам. Для различных сортовых станов рекомендуются следующие средние вытяжки.
Станы: |
lср. |
непрерывные проволочные – непрерывные мелкосортные – среднесортные – крупносортные – |
1,25…1,385 1,20…1,35 1,23…1,33 1,18…1,3 |
При расчете режимов деформации для листовой и полосовой стали пользуются коэффициентами высотной деформации
![]()
![]()
![]()
Соотношения между этими тремя величинами такие же, как и между соответствующими вытяжками.
![]()
Если
 ,
то
,
то
 и тогда
и тогда

Число проходов
 .
.
С помощью этих формул можно определять не только число проходов, но и решать другие технологические задачи.
Если на входе и выходе из группы клетей или стана стоят однотипные калибры, например, квадратные (Рис. 2 .23) или круглые (Рис. 2 .24), то величины lср можно определять проще.

Рис. 2.23. Схема прокатки для получения квадратных профилей
![]() ;
;
При n = 2.
![]()
При n = 4.
![]()

При n = 6.
![]() ;
;

Если n = n, то
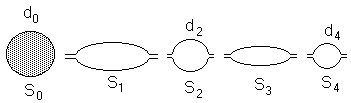
Рис. 2.24. Схема прокатки круглых профилей
При n = 2.
 ;
;
![]() ;
;
При n = n.

Когда на входе и выходе
стоят разные калибры, то формулы выглядят
несколько иначе. Если на входе круг, а
на выходе квадрат, то
 ;
в случае, когда на входе квадрат, а на
выходе круг
;
в случае, когда на входе квадрат, а на
выходе круг
 (Рис. 2 .25).
(Рис. 2 .25).
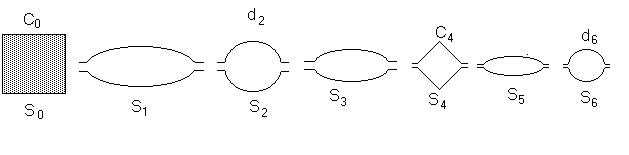
Рис. 2.25. Схема прокатки круглых и квадратных профилей
При n = 2.
![]()
![]()
При n = n.

Рассмотрим пример расчета средней вытяжки. Нужно определить lср на МС 250 (ОАО ЧМК) при n = 17, С0 = 80 мм, dn = 12 мм (Рис. 2 .26):

Рис. 2.26. Схема прокатки на МС 250 ОАО ЧМК
