

2.5.Расположение калибров на валках
При нарезании симметричных калибров на валках равного диаметра нейтральная линия калибра совмещена с горизонтальной осью симметрии (ГОС) и совмещается с линией прокатки. В обе стороны от этой линии откладываются и строятся все элементы калибров. Но ещё раз: если калибры симметричны и диаметры валков равны, то НЛК º ГОС º СЛВ º ЛП.
При размещении симметричного калибра на валках неравного диаметра (горизонтальную ось симметрии) нейтральную линию калибра можно совместить или с линией прокатки (реже), или со средней линией валков (чаще).
Если требуется обеспечить прямолинейный выход полосы без изгиба, то нужно нейтральную линию калибра совмещать со средней линией валков, но при этом сам калибр и полоса будут не симметричными.
Если нейтральную линию калибра совместить с линией прокатки, то калибр и профиль будут симметричны, но полосу будет гнуть (т. к. диаметры валков разные).
Расположение несимметричных калибров в большей степени связано с валками неравного диаметра. Чаще всего действуют следующим образом: находят нейтральную линию калибра (Рис. 2 .16), совмещают её со средней линией валков, и строят калибр относительно средней линии валков.
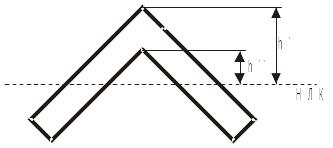
Рис. 2.16. Нахождение НЛК для несимметричных калибров на примере уголка
Правильно расположенные калибры должны: обеспечить прямолинейный выход полосы из валков (отсутствие изгиба, скручивания, поворота заднего конца полосы, свёртывания); уменьшить неравномерность износа валков, неравномерность распределения моментов на валках; улучшить условия работы вводных и выводных проводок.
Оптимальное положение калибра относительно валков определяется:
соответствием формы и размеров калибра и задаваемой в него полосы;
расположением калибра на валках;
расположением заготовки относительно калибра;
различными техническими и конструктивными факторами.
В общем случае калибр должен быть ориентирован в плоскости осей валков относительно средней линии валков расстоянием и углом поворота.
Нейтральным называется такое положение калибра, когда полоса на выходе из него не скручивается, не свёртывается и т.д.
В простых калибрах, имеющих две оси симметрии, горизонтальная ось симметрии совмещается со средней линией валков. В других случаях научно - обоснованное расположение калибра представляет собой достаточно сложную задачу.
Задача размещения несколько упрощается для калибров, имеющих одну ось симметрии. В этом случае калибр должен так располагаться на валках, чтобы достигалась, прежде всего, симметричность относительно вертикальной оси (Рис. 2 .17).
Затем находится так называемая нейтральная линия калибра, которая совмещается со средней линией валков. Элементы калибра строятся относительно СЛВ.
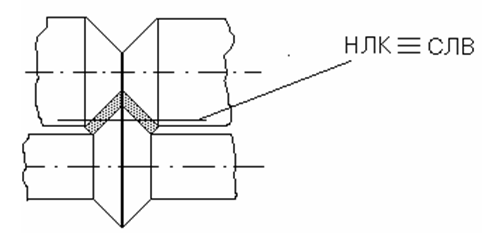
Рис. 2.17. Обеспечение симметричности относительно вертикальной оси на примере равнополочного уголка
2.6.Нейтральная линия калибра
Во всех задачах очень важно найти нейтральную линию калибра. Существует несколько методов для определения нейтральной линии калибра и все эти методы можно объединить в три группы:
Нейтральную линию калибров проводят через центр тяжести сечения калибра или прямоугольника, описанного относительно калибра.
Нейтральную линию калибров находят из условия равенства средних окружных скоростей по ручьям верхнего и нижнего валков.
Положение нейтральной линии калибров находится из условия равенства моментов прокатки верхнего и нижнего валков.
Профили, в которых отсутствует симметричность, располагаются относительно вертикальной оси, чтобы при прокатке не было осевых усилий (Рис. 2 .18). Осевые усилия нарушают настройку стана, искажают профиль и ведут к быстрому износу подшипников. Для предохранения подшипников от чрезмерного износа и уменьшения осевого смещения обычно применяют на валках специальные замки, которые воспринимают осевые усилия.
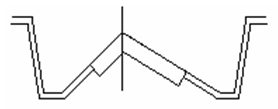
Рис. 2.18. Расположение неравнополочного уголка относительно вертикальной оси
Практические признаки неправильного расположения калибра на валках:
Изгиб полосы, поворот полосы, скручивание, свёртывание.
Неравномерный износ поверхности валков. При изгибе вниз рабочая поверхность верхнего валка изнашивается больше, чем нижнего, и наоборот.
Неравномерные нагрузки на валки, приводящие к поломкам валков, ударам в соединительных деталях при выходе полосы из валков.
Ухудшаются условия работы выводной валковой арматуры. Неравномерная нагрузка на арматуру приводит к её неодинаковому износу. Динамические воздействия переднего конца полосы на арматуру могут привести к выбиванию проводок и оковыванию валков полосой.
Искажение профиля.
Рассмотрим методы определения центра тяжести (НЛК) для различных геометрических фигур. В фигурах с двумя осями симметрии центр тяжести находится в точке пересечения этих осей. Для треугольника центр тяжести находится на пересечении медиан (Рис. 2 .19).

Рис. 2.19. Нахождение центра тяжести в треугольнике
Положение центра тяжести для трапеции определяется следующим образом (Рис. 2 .20):
![]() ;
;
![]() .
.
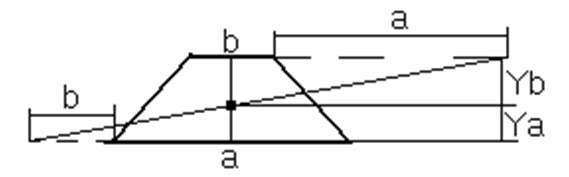
Рис. 2.20. Нахождение центра тяжести для трапеции
В общем случае любые сложные фигуры разбиваются на более простые (Рис. 2 .21) и координаты центра тяжести Xc и Yc определяются как.
 ;
;
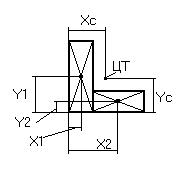
Рис. 2.21. Нахождение центра тяжести в сложных фигурах (уголке)