

2.4.Основные размеры и элементы валков
На валке различают следующие диаметры (Рис. 2 .10):
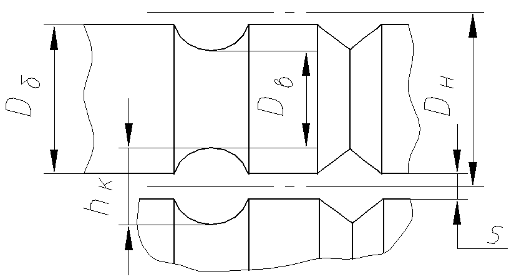
Рис. 2.10. Основные размеры валков и калибров
D0 - номинальный диаметр (расстояние между валками шестерённой клети).
Dб - диаметр по бочке.
Dн - начальный диаметр (такой условный диаметр, при котором валки в рабочем положении как бы соприкасаются).
Dв - диаметр по вершине калибра.
Dк - катающий диаметр (воображаемый условный диаметр, при котором скорость валков равна скорости полосы на выходе из очага деформации).
Dс - средний диаметр (расстояние между осями валков).
Минимальный и максимальный диаметр определяется углом перекоса шпинделей и коэффициентом переточки.

где k - коэффициент переточки.

Вид стана |
k |
Заготовочный, сортовой |
0,08…0,15 |
Обжимной, заготовочный, сортовой |
0,1...0,3 |
Проволочный |
0,07...0,2 |
Листовой стан горячей прокатки |
0,04...0,07 |
Листовой стан холодной прокатки |
0,03...0,05 |
![]()
![]()
Скорость полосы и валков (Рис. 2 .11) определяется по формулам
![]()
или
![]()
где i – опережение;
Dк - катающий диаметр.
![]()
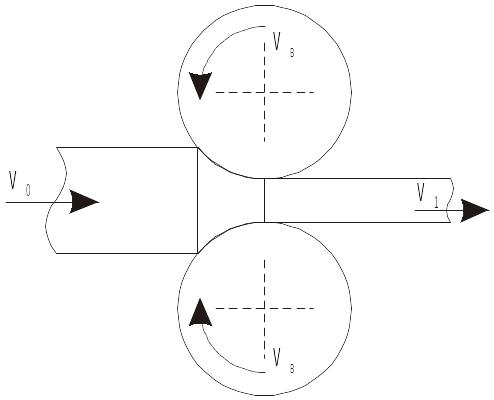
Рис. 2.11. Связь скоростей валков и полосы до и после деформации
Диаметр Dк можно определить по формуле , но это сложно. Поэтому приняты упрощённые формулы для определения катающего диаметра. Для калибров, у которых высота постоянна по ширине калибра (1 на Рис. 2 .12).
![]()
Если hк не постоянна по его ширине (2 на Рис. 2 .12), то
![]()
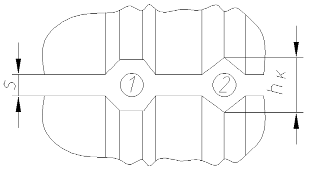
Рис. 2.12. К определению катающего диаметра
В ящичном калибре Dк надо считать по формуле , но точнее определять площадь. Более точно катающий диаметр определяется по формуле
![]()
Линия прокатки (ЛП) – это линия, по которой валки как бы соприкасаются своими начальными диаметрами (Рис. 2 .13).
Средняя линия валков (СЛВ) – это воображаемая горизонтальная линия, которая делит расстояние между осями валков пополам (Рис. 2 .13).
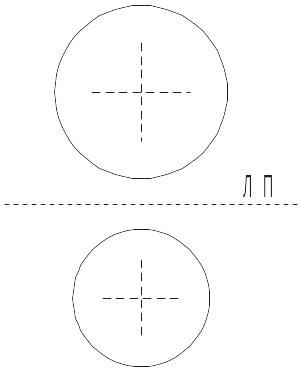
Рис. 2.13. Положение линии прокатки и средней линии валков
Если валки равного диаметра и калибры нарезаны симметрично, то ЛП и СЛВ выражаются в одну горизонтальную линию.
Разница в диаметрах валков называется давлением валков, оно измеряется в мм.
![]()
Если диаметр верхнего валка больше, то это верхнее давление. Если диаметр нижнего валка больше - нижнее давление.
Линейная скорость валка
![]()
если
![]() ,
то
,
то
![]() .
.

Рис. 2.14. Пример нижнего давления валков
Специально на блюмингах делали нижнее давление (Рис. 2 .14). На сортовых станах, особенно в черновых группах клетей, делали небольшое верхнее давление. На Рис. 2 .15 показаны основные линии и валков при верхнем давлении. Давление используют при проектировании закрытых калибров.
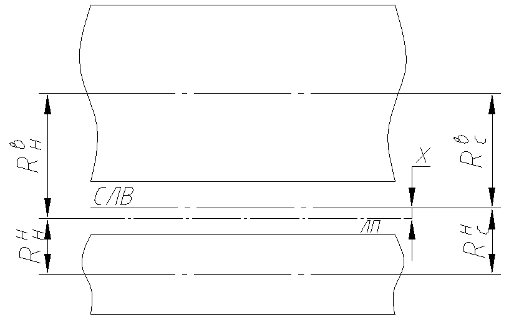
Рис. 2.15. Основные размеры валков при верхнем давлении
![]()
где
![]()
где x – расстояние между СЛВ и ЛП.
![]()
Если из уравнения
отнять уравнение , то получим
![]() это подставим в и найдем x:
это подставим в и найдем x:
![]()
Средняя линия валков отстоит от линии прокатки на величину DD/4 в сторону большего валка. При этом
![]()