

1.Сортамент прокатных изделий
Список всех профилей называется сортаментом. Профиль - форма поперечного сечения. Четыре основные группы сортамента:
сортовой прокат;
листовой прокат;
трубы;
специальные виды проката.
Все виды сортамента стандартизованы.
2.Основные понятия и положения калибровки прокатных валков
2.1.Ручей, калибр, калибровка
Ручей – кольцевой вырез или выступ на валках.
Калибр – межвалковое пространство, образованное ручьями двух или нескольких валков в их рабочем положении, включая зазор между валками.
Калибры по форме ручьёв бывают образованы:
впадинами на двух валках,
выступами на валках,
гладкими бочками (безручьевые),
комбинированные.
Под калибровкой профилей и валков понимают определение количества, форм и размеров переходных сечений, назначение режимов прокатки, конструирование калибров и размещение их на валках для получения требуемого профиля из заданной заготовки. Таким образом, понятие калибровки можно разбить на:
калибровку профиля;
калибровку валков;
определение режимов и силовых показателей.
2.2.Классификация калибров
Калибры классифицируют по нескольким группам.
По форме (Рис. 2 .1):
простые (круг, квадрат, ящичный, ромб, овал, шестигранный, и др.),
фасонные (балочный, швеллерный и др.).
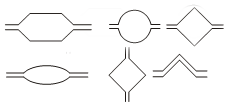
Рис. 2.1. Примеры простых по форме калибров
По назначению:
обжимные,
черновые,
предчистовые,
чистовые.
По расположению калибров на валках (Рис. 2 .2):
открытые;
закрытые;
полузакрытые;
диагональные.

Рис. 2.2. Пример закрытого и открытого калибра
Для клетей трио калибры бывают (Рис. 2 .3):
сопряженные (1,2),
несопряженные (3,4).
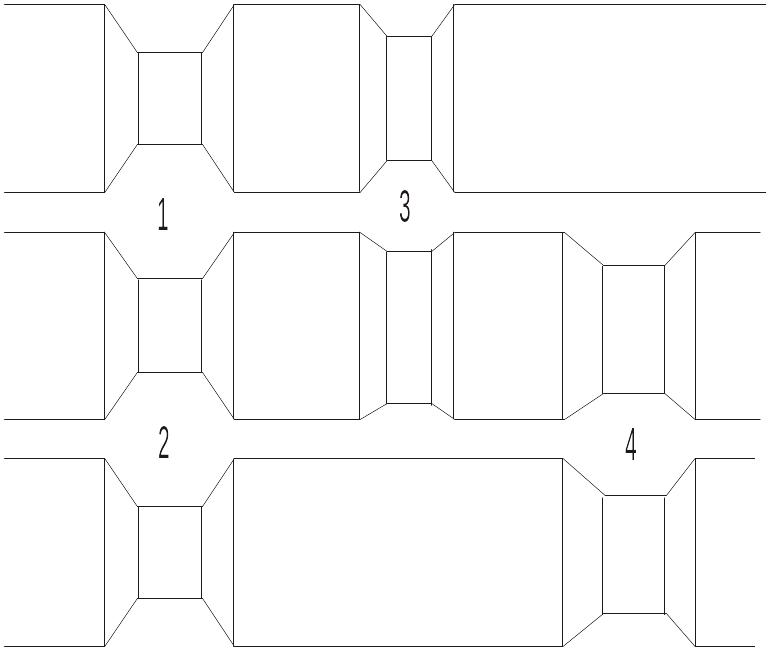
Рис. 2.3. Пример сопряженного и несопряженных калибров
По наличию осей симметрии:
с двумя осями симметрии (круг, квадрат, ящик);
с одной осью симметрии (уголок);
не имеющие осей симметрии (неравнобокий уголок).
По количеству валков образующих калибр:
двухвалковые;
многовалковые (Рис. 2 .4).

Рис. 2.4. Пример трехвалкового калибра
По форме ручьёв, образующих калибр (Рис. 2 .5).
![]()
![]()
Рис. 2.5. Виды калибров по форме ручьёв
По равноосности:
равноосные;
неравноосные.
2.3.Основные размеры и элементы калибров
Основные размеры калибров рассмотрим на примере ящичного калибра (Рис. 2 .6):
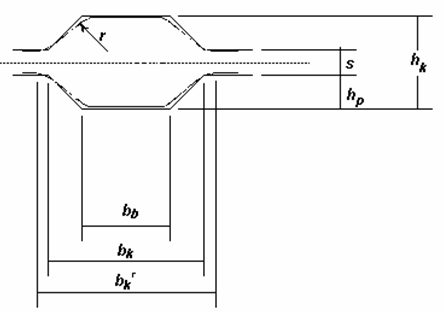
Рис. 2.6. Основные размеры ящичного калибра
hк - высота калибра,
hр - глубина ручья,
s - зазор между валками.
![]()
Зазор s служит для того, чтобы:
компенсировать износ валков;
предотвратить поломку;
уменьшить трение;
s = (0,002…0,025)Dб;
s = (0,01…0,015)Dб - для обжимных калибров;
s = (0,005…0,01)Dб - для других калибров.
Ширина калибра:
bв - по вершине (дну) калибра,
bк - ширина калибра,
![]() - геометрическая ширина калибра.
- геометрическая ширина калибра.
Закругления r и r1:
r - радиус закругления по вершине калибра:

r1 - радиус сопряжения ручья с буртом.
![]()
Под выпуском калибра понимают тангенс угла наклона боковой стенки калибра в долях или процентах.
![]()
Выпуск обеспечивает:
лучший захват металла при прокатке,
стабильный прямолинейный выход полосы из валков без «оковывания» их,
хороший ремонт с соблюдением первоначальных размеров ручьёв (при переточке валков).
Величина износа ручья a и уменьшение диаметров валков ΔD при переточке связаны зависимостью (Рис. 2 .7):
![]()
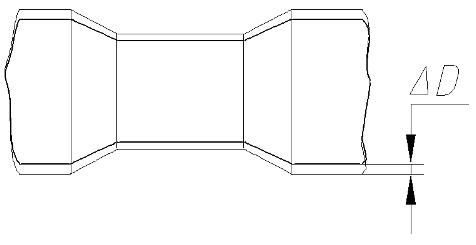
Рис. 2.7. Уменьшение диаметров валков при износе обусловлено выпуском
Бурты бывают промежуточные и крайние. Промежуточные бурты выбирают так, чтобы их не скалывало и не сминало (Рис. 2 .8).
Ширина бурта для чугунных валков bб = hр, для стальных валков bб = hр/2.
Ширину крайних буртов выбирают в зависимости от конструкции клети и привалковой арматуры.
Бурты делятся на плоские и ступенчатые.
Привалковая (валковая) арматура делится на задающую (вводную) и выводную.

Рис. 2.8. Пояснения к выбору промежуточных буртов
Нейтральная линия калибра (НЛК) (Рис. 2 .9) - воображаемая горизонтальная линия, относительно которой воздействие верхнего и нижнего валков на полосу одинаково, что обеспечивает прямолинейный выход полосы.
В симметричных калибрах, имеющих две оси симметрии, она совпадает с горизонтальной линией симметрии.
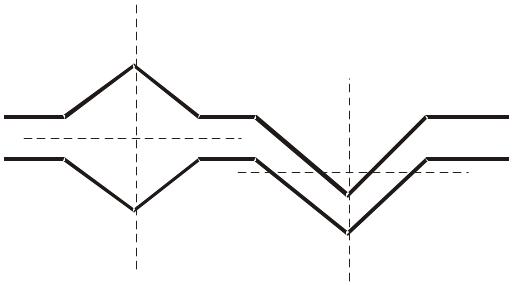
Рис. 2.9. Положение НЛК для симметричных и несимметричных калибров
Разъём калибра – то место в калибре, в котором очертание профиля переходит с одного валка на другой. Для симметричных или простых профилей это место, где линия контура пересекает зазор. Разъём совпадает с зазором для симметричных калибров, а для несимметричных и закрытых – нет.