

7.Автоматизированное проектирование калибровки
Существует ряд разработок систем проектирования калибровки валков. На кафедре ОМД ЮУрГУ разработана автоматизированная система проектирования и анализа калибровки валков на станах сортового передела «KALIBR».
«KALIBR» – это система, служащая для разработки схем калибровки на персональных ЭВМ. Программа обладает хорошим многооконным интерфейсом и сервисом.
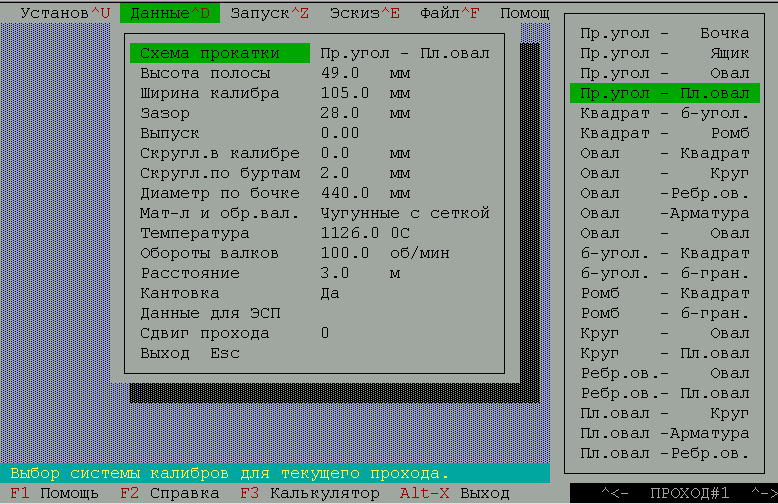
Система «KALIBR» предназначена для проектирования, моделирования и анализа технологических процессов на прокатных станах сортового передела и позволяет:
разрабатывать калибровки валков для прокатки простых профилей на любых станах и групп клетей станов сортового передела;
проектировать температурно-скоростные режимы деформации;
при расчете формоизменения и энергосиловых параметров возможно изменение методик расчета на любом этапе разработки;
рассчитывать до 99 проходов с одновременным изменением любого параметра прохода;
вставку или удаление прохода(ов) из уже разработанной калибровки;
сохранять и записывать установочные данные разработанных калибровок и результатов расчета;
получать эскизы калибров;
формировать технологические таблицы (исходных данных, результатов расчета формоизменения, результатов расчета энергосиловых параметров).
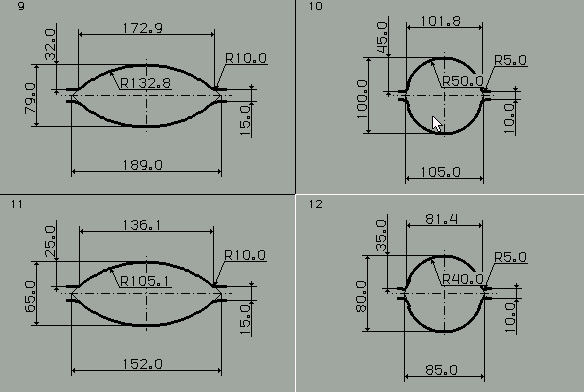
Результаты расчета формоизменения (диам.80 мм)
НОМЕР ПРО-ХОДА
|
ВЫСО-ТА ПОЛО-СЫ |
ШИРИ-НА ПОЛО-СЫ |
УШИ-РЕ- НИЕ |
КОЭФФИ-ЦИЕНТ УШИРЕ-НИЯ |
ОБЖА-ТИЕ
|
КОЭФФИ-ЦИЕНТ ОБЖАТИЯ |
ВЫТЯЖ-КА
|
ЗАПОЛ- НЕНИЕ |
ПЛОЩАДЬ СЕЧЕНИЯ |
КАТАЮ-ЩИЙ ДИАМЕТР |
СКО-РОСТЬ НА ВЫХО-ДЕ |
СТЕПЕНЬ ДЕФОР--МАЦИИ |
- |
ММ |
ММ |
ММ |
- |
ММ |
- |
- |
- |
ММ2 |
ММ |
М/С |
- |
1 |
2100 |
255.9 |
5.9 |
1.024 |
40.0 |
1.190 |
1.220 |
0.904 |
5121417 |
4600 |
2.4 |
0.160 |
– – – – –
9k |
79.0 |
161.2 |
13.2 |
1.089 |
29.8 |
1.377 |
1.255 |
0.853 |
5121417 |
689.4 |
3.6 |
0.183 |
10k |
100.0 |
100.1 |
21.1 |
1.267 |
61.2 |
1.612 |
1.263 |
0.953 |
993752 |
641.4 |
3.4 |
0.253 |
11k |
65.0 |
119.9 |
19.9 |
1.199 |
35.1 |
1.540 |
1.239 |
0.789 |
635130 |
712.0 |
3.7 |
0.234 |
12k |
80.0 |
80.1 |
15.1 |
1.233 |
39.9 |
1.499 |
1.260 |
0.943 |
508940 |
677.1 |
3.5 |
0.222 |