

5.Расчет режимов деформации при прокатке листов
5.1.Методики расчета режимов обжатий
Современными методами расчета, имеющими теоретические толкования, являются:
расчет по предельным углам захвата;
расчет по использованию полной мощности электродвигателей, если есть запас по прочности валков и прочности передаточных механизмов;
расчет, основанный на равенстве полных давлений металла на валки в каждом проходе;
по прочности валков (если обеспечивает N двигателя)
расчет режимов обжатий по Мкр двигателя;
расчет режимов прокатки с учетом энергосиловых и прочностных характеристик оборудования и особенностей технологии;
Расчет по коэффициентам высотной деформации;
расчет по величине относительной деформации;
расчет режимов деформации при прокатке толстолистовой стали с задачей раската «на угол»
расчет по кривым удельного расхода энергии на 1 тонну проката листовой стали;
расчет, основанный на использовании пластичности металла.
Рассмотрим подробнее некоторые из этих методик
5.2.Расчет по коэффициентам высотной деформации
Обычно на любом
листопрокатном стане известны размеры
исходного листа (сляба) и/или конечного
профиля. Для расчета обжатий задаются
величины обжатия в первом и последнем
проходах Δhmin и Δhmax
(по ходу прокатки) исходя из условия
захвата металла валками, мощности
электродвигателя, прочности валков и
др. определяют коэффициент высотной
деформации
![]() и
и
![]() .
.

Иногда поступают так, задают или определяют величину среднего обжатия
![]()
после,
зная величину суммарного обжатия
![]() ,
определяют число проходов
,
определяют число проходов
![]()
Общий коэффициент высотной деформации
![]()
средний коэффициент высотной деформации

В первом проходе
![]() .
.
или Δh1, Δhn, тогда
 или
или

А затем

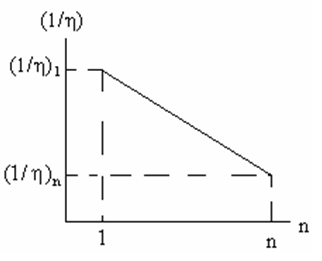
Из практики известно,
что величина
![]() уменьшается по ходу прокатки (Рис. 5 .63),
что обусловлено потерей металлом
пластичности, уменьшением толщины
полосы и т.п. Приняв линейный закон
изменения коэффициента высотной
деформации. При этом для сохранения
закономерности делают так:
уменьшается по ходу прокатки (Рис. 5 .63),
что обусловлено потерей металлом
пластичности, уменьшением толщины
полосы и т.п. Приняв линейный закон
изменения коэффициента высотной
деформации. При этом для сохранения
закономерности делают так:
т.к.
![]() ,
то
,
то
![]() ,
при этом C > 1, а затем
,
при этом C > 1, а затем

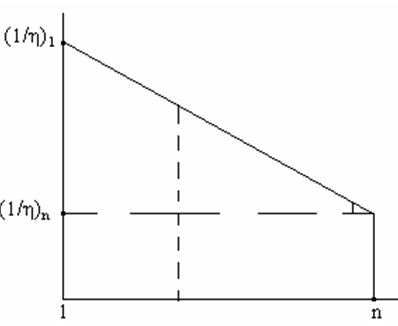
Рис. 5.63. Изменение величины 1/η по проходам
Алгоритм расчета по коэффициентам высотной деформации
Задают Δh1 ( например из условия прочности валков или предельных углов захвата)
Задают Δhn ( например, 10…20% от hn)
 ;
;

 или
или



Строим график
Считаем

Если по ходу прокатки
,
h0, Δh1
– известны,
![]() .
.
Определяем h2:
![]() ;
;
 ,
,
![]() – из графика,
– из графика,
![]()
Если против хода прокатки
, hn, Δhn – известны
![]() ;
;
![]() ;
;
![]() ;
;
![]()
Можно и так
3.
4.
![]()
5.
6.
![]() ;
;
 ;
;
![]() ;
;
![]()
7. Строим график
Считаем , можно при построении.
Если на графике соблюдать следующее
тогда
![]() ,
а раз принят линейный закон, то
,
а раз принят линейный закон, то
![]() ,
следовательно
,
следовательно
 (или наоборот идти от
)
(или наоборот идти от
)
Второй вариант (чтобы не задавать Δhn по или др.).
Задаем Δh1 и Δhс имея h0 и hn.
Считаем ; .
Строим график имея
ввиду
.
;
;
;
 ;
;
![]()
10. При прокатке толстолистовой стали на одно- или двухклетьевых станах с прокаткой в поперечном направлении до получения необходимой ширины на графике строят две линии (или два графика) – одна(один) для коэффициента высотной деформации при прокатке в поперечном направлении, вторая – при продольной прокатке.
H, B – размеры сляба, h, b – размеры листа
Если B < b, то делают поперечную прокатку или прокатку «на угол», а если B = b, то считают по вышеописанной методике.
 для раскатки сляба в поперечном
направлении на ширину листа.
для раскатки сляба в поперечном
направлении на ширину листа.
![]() ,
здесь
,
здесь
![]() – неизвестно Δb ≈ 0, то есть
– неизвестно Δb ≈ 0, то есть
![]() .
.
Находим толщину для получения нужной ширины (в I этапе получения раската)

Находим
 .
Теперь в I этапе (поперечной прокатки)
известно h0,
поступают как
сказано ранее: задаем
.
Теперь в I этапе (поперечной прокатки)
известно h0,
поступают как
сказано ранее: задаем
 ,
,
 ,
далее
,
,
далее
,
 ,
nI и строим график для поперечной
раскатки (I этап)
,
nI и строим график для поперечной
раскатки (I этап)
Находим ΔhΣ после горизонтальной кантовки и прокатки до конечной толщины
![]()
Теперь как для второго
этапа известны
![]() и
и
![]() ,
а дальше как говорили.
,
а дальше как говорили.
Важным моментом является определение величины обжатия в I проходе. Часто используется условие прочности валков.
Тогда

![]()
где рс – среднее удельное давление, принимаемое по опытным данным (например Литовченко или Григорян), так для толстого листа рс ≈ 100 МПа;
Р – усилие прокатки.
![]()
где [изг] – принимается в зависимости от материала и способа изготовления валков, для стальных валков [изг] = 120…140 МН (Литовченко)
L – длина бочки валка;
l – длина шейки валка.
Ограничения.
По , Р, М, ресурс пластичности.
Пример: разработать режимы из листа 2,5 мм до листа 0,8 мм.
Δh1 = 0,9 мм.
Δhn = 0,15 мм.
![]()
![]()

![]()

![]()

![]()

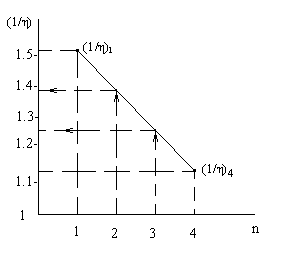
![]() 1.38;
Δh2= ;
h2=
1.38;
Δh2= ;
h2=
![]() 1.24;
Δh3= ;
h3=
1.24;
Δh3= ;
h3=
![]()

![]()

![]()