4.4.1.Эмпирические методы расчета формоизменения
Различают следующие подходы в этой группе методов:
по ходу прокатки;
против хода прокатки;
комбинированный метод.
4.4.1.1Расчет по ходу прокатки
![]()
Рис. 4.60. К расчету по ходу прокатки
Расчет выполняется в следующей последовательности.
В первом проходе
задаём обжатие Δh1
и определяем высоту полосы
![]() .
Находим уширение Δb
по какой-либо методике, и находим ширину
полосы
.
Находим уширение Δb
по какой-либо методике, и находим ширину
полосы
![]() .
Определяем площадь поперечного сечения
полосы S1 в
зависимости от ее размеров и формы.
Находим коэффициент вытяжки в первом
проходе
.
Определяем площадь поперечного сечения
полосы S1 в
зависимости от ее размеров и формы.
Находим коэффициент вытяжки в первом
проходе
![]() .
.
Во втором проходе
задаём или считаем Δh2.
Определяем высоту полосы во втором
проходе при наличии кантовки
![]() или без кантовки
или без кантовки
![]() .
Вычисляем уширение и находим ширину
полосы при наличии кантовки
.
Вычисляем уширение и находим ширину
полосы при наличии кантовки
![]() или без кантовки
или без кантовки
![]() .
.
Если во втором проходе не получились желаемые размеры, то корректируем обжатие в предыдущем или данном проходе.
Аналогично первому проходу определяем площадь поперечного сечения полосы S2 и коэффициент вытяжки λ2 во втором проходе.
Дальнейший расчет ведется аналогично описанному сценарию.
4.4.2.Расчет формоизменения с использованием законов механики деформированного тела
Данный метод расчета формоизменения основан на методике расчета калибровки УПИ для чередующихся равноосных и неравноосных калибров.
Существует два алгоритма расчета.
4.4.2.1Алгоритм 1
Заданы два равноосных сечения, необходимо найти размеры неравноосного сечения, находящегося между ними (Рис. 4 .61).
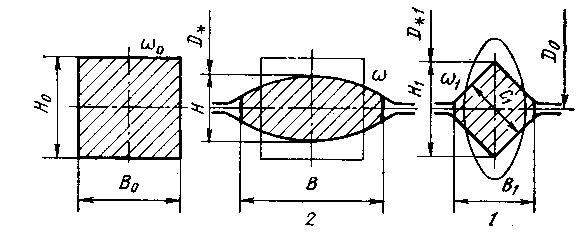
Рис. 4.61. Калибровка валков по схеме равноосное сечение – неравноосное сечение – равноосное сечение
Дано: h0, b0, S0; h1, b1, S1; D0, nв, t0.
Находим приведенный диаметр валков и суммарную вытяжку в двух проходах

По номограмме λΣ = λ(А1, а, α) находим а и α.
По номограмме λ1 = λ(1/η1, a, A1) находим 1/η1 и λ1.
Считаем размеры неравноосной полосы и калибра при указанном коэффициенте заполнения калибра δ:

Определяем λ2 и 1/η2 во втором калибре

По известным формулам считаем максимально допустимые углы захвата α1 и α2. Находим также допустимые отношения сторон неравноосного сечения amin и amax.
Проверяем выполнение условия захвата и устойчивости:

4.4.2.2Алгоритм 2
Необходимо определить размеры большего равноосного сечения и размеры неравноосного сечения.
Находим приведенный диаметр валков по формуле
Задаем или определяем по формулам приближенные значения допустимых углов захвата в обоих калибрах и максимально допустимое отношение осей промежуточного сечения.
По номограмме λΣ = λ(А1, а, α) находим допустимое значение суммарного коэффициента вытяжки. При этом находят три значения коэффициента вытяжки λΣa, λΣα1, λΣα2. Принимают наименьшее из этих значений.
Находят площадь поперечного сечения исходной равноосной полосы:
![]()
По формулам для определения площади поперечного сечения считают размеры большего равноосного сечения полосы:
![]()
Определяют коэффициент деформации и размеры промежуточного сечения полосы по предыдущей методике.
Проверяем выполнение условия захвата и устойчивости по выражениям :
4.4.3.Расчет формоизменения, основанный на методах приведения
Существует четыре метода приведения фасонных полос к прямоугольной форме:
Метод соответственной полосы.
Метод приведенной полосы.
Метод описанных прямоугольников.
Метод эквивалентной полосы.
Рассмотрим каждый метод подробней
4.4.3.1Метод соответственной полосы
Считаем, что площадь соответственной полосы равна площади реальной полосы:
![]()
Считаем также, что отношения сторон равны:
![]()
Тогда получаем
![]()
![]()
Отсюда
![]()
![]()
4.4.3.2Метод приведенной полосы
Считаем, что площадь приведенной полосы равна площади реальной полосы:
![]()
Считаем также, что ширины равны:
![]()
Тогда получаем
![]()
4.4.3.3Метод описанных прямоугольников
Размеры полосы принимаются равными габаритным размерам полосы, а площадь - произведению высоты на ширину.
4.4.3.4Метод эквивалентной полосы
Ширина эквивалентной полосы равна ширине приведенной полосы
![]()
Высота эквивалентной полосы
![]()
или
![]()
4.5.Конструирование калибров
Калибры простой формы и их основные размеры показаны на Рис. 4 .62.
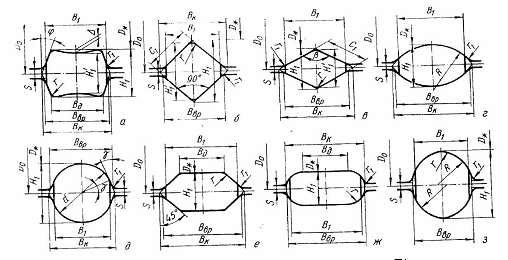
Рис. 4.62. Калибры простой формы
Соотношение геометрических размеров в калибрах простой формы приведены в Таблица 4 .5
Таблица 4.5
Геометрические соотношения в калибрах простой формы
Форма калибра |
Формулы и зависимости |

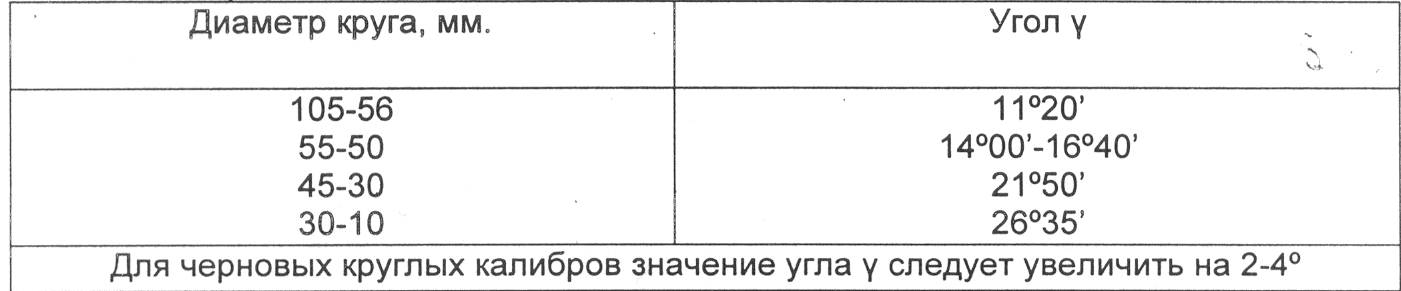
Таблица 4.6
Зависимость угла γ для чистового круглого калибра от его диаметра
Диаметр круга, мм |
Угол γ |