

3.7.Система овал - ребровой овал
Область применения данной системы (Рис. 3 .51): мелкосортные и проволочных станы как непрерывного, так и линейного типа в качестве черновых подготовительных калибров.
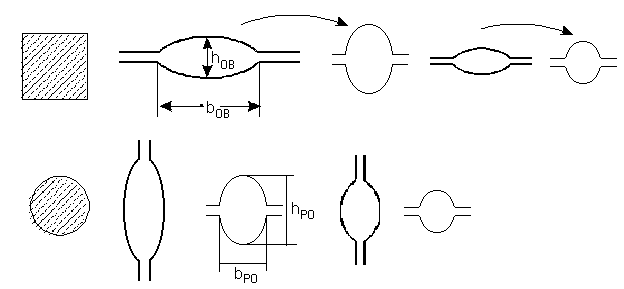
Рис. 3.51. Система калибров овал - ребровой овал
При прокатке специфических материалов эта система более предпочтительна. Коэффициент вытяжки = 1,2…1,35.
Допускается прокатка ребрового овала в овальном калибре и на плашку и на ребро. Отношением осей ребрового овала hр.ов/bр.ов = 1,2…1,4.
3.8.Система овал - круг

Рис. 3.52. Система калибров овал - круг
Данная система калибров (Рис. 3 .52) применяется в качестве чистового и предчистового калибров, а также в качестве подготовительных на сортовых станах. Коэффициент вытяжки варьируется в интервале = 1,2…1,3.
Можно получать готовые сечения из промежуточных калибров.
Применяются следующие виды овальных калибров в этой системе:
однорадиусный овальный калибр (Рис. 3 .53);
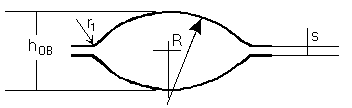
Рис. 3.53. Однорадиусный овальный калибр
двухрадиусный овальный калибр используется преимущественно при прокатке крупных кругов (Рис. 3 .54);
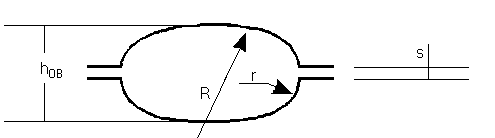
Рис. 3.54. Двухрадиусный овальный калибр
ромбовидный овальный калибр (Рис. 3 .55);
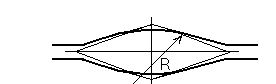
Рис. 3.55. Ромбовидный овальный калибр
плоский овальный калибр (Рис. 3 .56)
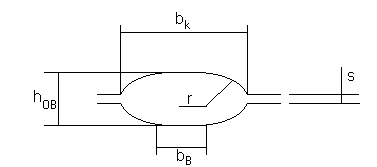
Рис. 3.56. Плоский овальный калибр
(лучше удерживается в направляющих роликах, применяется преимущество в качестве подготовительного, но преимущество в качестве предчистового для прокатки крупных кругов и крупных и средних арматур)
Для повышения точности круглого профиля можно использовать фигурный овальный калибр (Рис. 3 .57).
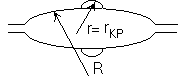
Рис. 3.57. Фигурный овальный калибр
3.9.Система овал - стрельчатый квадрат
Система находит применение на мелкосортных и проволочных станах, особенно при прокатке специальных сталей и сплавов. Система применяется в двух модификациях (Рис. 3 .58):
овал - стрельчатый квадрат - овал;
овал - стрельчатый квадрат-круг.
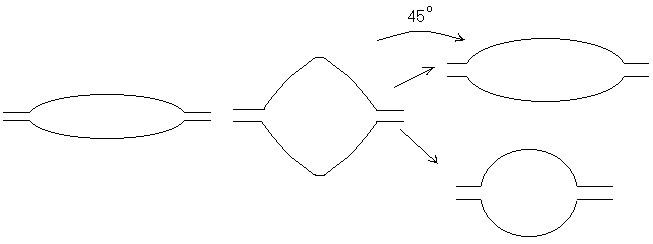
Рис. 3.58. Системы калибров овал - стрельчатый квадрат
Система представляет собой среднее между ребровым овалом и квадратным калибром. При этом имеет достоинства обеих систем (деформируется по четырем направлениям, отсутствие острых углов и прямых линий.)
Применяют в случае, когда необходимо передать больше металла к чистовым проходам и необходимость смены направления, деформации для лучшей прорабатываемости и т.д.
3.10.Система квадрат - квадрат
Систему применяют редко. В основном в калибрующих проходах, а также в черновых клетях крупносортных станов. В последнем случае угол при вершине будет равен 91...93°, ширина bк = (1,457...1,453)a, высота hк = (1,42...1,379)a, где a- сторона квадрата.
3.11.Система ромб - ромб
Область применения данной системы (Рис. 3 .59): прокатка качественных сталей на крупносортных и среднесортных станах в основном линейного типа.

Рис. 3.59. Система калибров ромб - ромб
1,41ao > h1; 1,41ao < b1; h1 < b2; h2 < b3.
Эта систем позволяет получить среднюю и низкую вытяжную способность. Путём разведения валков можно получать и ромб, и квадрат и шестигранник.
3.12.Система калибров овал - овал
Применяется на сортовых станах при прокатке профилей из качественных сталей.
3.13.Нестандартные системы калибров
В некоторых случаях приходится применять нетиповые калибры в зависимости от ситуации.
4.Расчёт калибровки сортовых станов
4.1.Последовательность расчета