

Варианты заданий для расчета и конструирования спиральных сверл
Вариант |
Назначение сверла |
Глубина сверления, мм |
Материал заготовки |
Форма заточки сверла |
||
Марка |
|
НВ |
||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1 |
Напроход
под болт
|
28 |
Ст 20 |
520 |
152 |
ДП |
2 |
Напроход
под заклепку
|
10 |
Ст 40 |
710 |
212 |
Н |
3 |
Под
зенкер
|
32 |
Ст 45Г |
790 |
236 |
ДП |
4 |
Под
резьбу
|
20 |
Ст 10 |
350 |
134 |
НП |
5 |
Под
развертку
|
26 |
40ХН |
1000 |
207 |
Н |
6 |
Под резьбу ⅝″ |
15 |
ШХ15 |
730 |
207 |
ДП |
7 |
Под
шпильку
|
24 |
СЧ18 |
180 |
170 |
Н |
8 |
Под трубную резьбу ¾″ |
25 |
СЧ30 |
300 |
255 |
ДП |
9 |
Напроход
под винт
|
20 |
Ст 40 |
710 |
212 |
Н |
10 |
Под
развертку
|
38 |
У7А |
630 |
187 |
ДПЛ |
11 |
Напроход
под заклепку
|
15 |
Ст 30 |
600 |
175 |
ДПЛ |
12 |
Под трубную резьбу ½″ |
30 |
Ст 20 |
520 |
152 |
НП |
13 |
Под
зенкер
|
45 |
СЧ45 |
450 |
289 |
ДПЛ |
14 |
Под шпильку ½″ |
30 |
СЧ25 |
200 |
240 |
ДПЛ |
15 |
Напроход
под болт
|
40 |
Ст 55 |
810 |
240 |
ДПЛ |
16 |
Под
резьбу
|
25 |
ШХ15 |
730 |
207 |
ДПЛ |
17 |
Напроход
под винт
|
30 |
Ст 20 |
520 |
152 |
НП |
18 |
Под резьбу ¾″ |
24 |
СЧ35 |
350 |
269 |
ДПЛ |
19 |
Напроход
под болт
|
45 |
СЧ40 |
400 |
285 |
ДП |
20 |
Напроход
под заклепку
|
30 |
Ст 15Г |
530 |
159 |
НП |
ПОРЯДОК РАСЧЕТА И КОНСТРУИРОВАНИЕ СПИРАЛЬНЫХ СВЕРЛ
ЗАДАНИЕ
Рассчитать и сконструировать спиральное сверло для сверления отверстий в заготовке под последующую заданную технологическую операцию.
ИСХОДНЫЕ ДАННЫЕ
Назначение сверления (указать заданную технологическую операцию с соответствующими размерами); глубина сверления; материал рабочей части сверла; тип хвостовика; материал хвостовика; материал заготовки с механическими характеристиками; особые условия конструкции и обработки.
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Определение диаметра сверла
([1] с 362 табл. 10.2; [5] с 57-63 табл. 21)
Исходя из заданного назначения сверления (под резьбу, под болт, под развертку и т.д.) и предельных размеров окончательного отверстия по ГОСТ 19257-73 (табл. 3.15) найти необходимые диаметр сверла и убедиться в его соответствии ГОСТу 885-77 (табл. 3.12). В случае отсутствия в указанном ГОСТе сверла данного диаметра, принять ближайший меньший предполагая, что необходимый размер предварительного отверстия будет обеспечен операциями растачивания или зенкерования.
Следует иметь в виду, что при диаметре предварительного отверстия Dотв≥30 мм его изготовление выполняется в два этапа: сверлением отверстия сверлом диаметров Dо=(0,5…0,6) Dотв и рассверливанием сверлом Dо=Dотв. В этом случае при выполнении задания необходимо рассчитывать и конструировать сверло для операции рассверливания.
2. Определение режимов резания по нормативам
([1] с 385, [2] с 276, [3] с 150, [4] с 166)
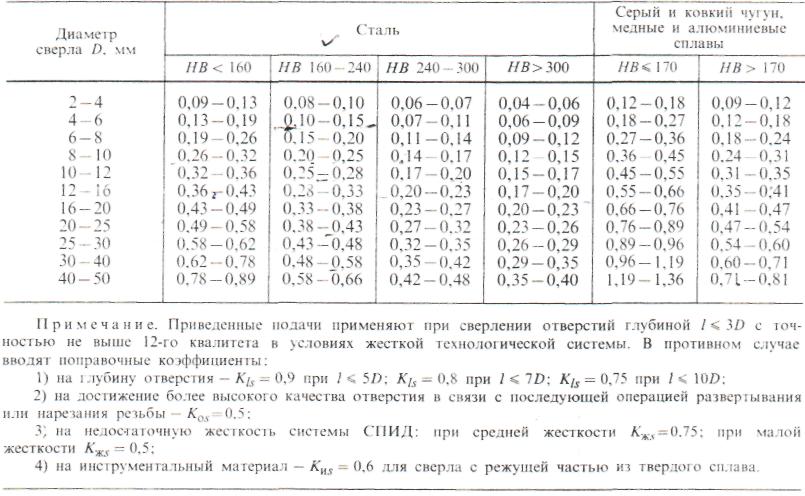
2.1. Подачу So находим по табл. 1 в зависимости от диаметра сверла Dо и характеристики (НВ) обрабатываемого материала с учетом поправочных коэффициентов: Кеs – на глубину сверления, Коs – качество отверстия, Кжs – жесткости системы СПИЗ и Киs – инструментальный материал (см. примечание к табл. 1).
Таблица 1
Подачи, мм/об, при сверлении стали, чугуна, медных и алюминиевых сплавов сверлами из быстрорежущей стали
2.2. Значение скорости резания V0 ориентировочно может быть определено из таблицы нормативов (например [1] с 386, табл. 10.12 и с. 388 табл. 10.13) или рассчитано по формуле:
где
![]() – глубина резания:
– глубина резания:
![]() – при сверлении,
– при сверлении,
![]() – при рассверливании;
– при рассверливании;
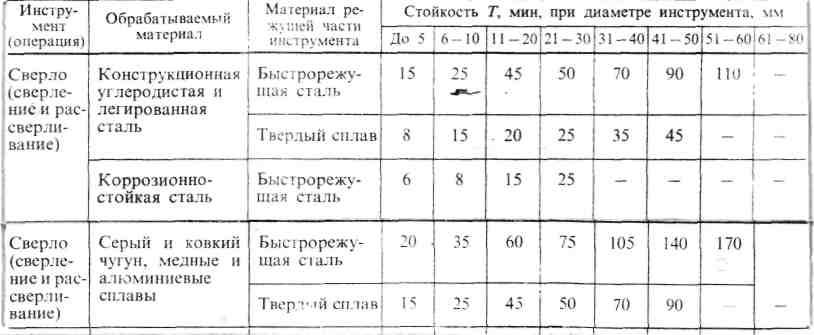
![]() –
период
стойкости сверла, определяемый по табл.
2 в зависимости от обрабатываемого
материала, материала режущей части и
диаметра сверла; значение постоянной
–
период
стойкости сверла, определяемый по табл.
2 в зависимости от обрабатываемого
материала, материала режущей части и
диаметра сверла; значение постоянной
![]() и
показателей степеней
и
показателей степеней
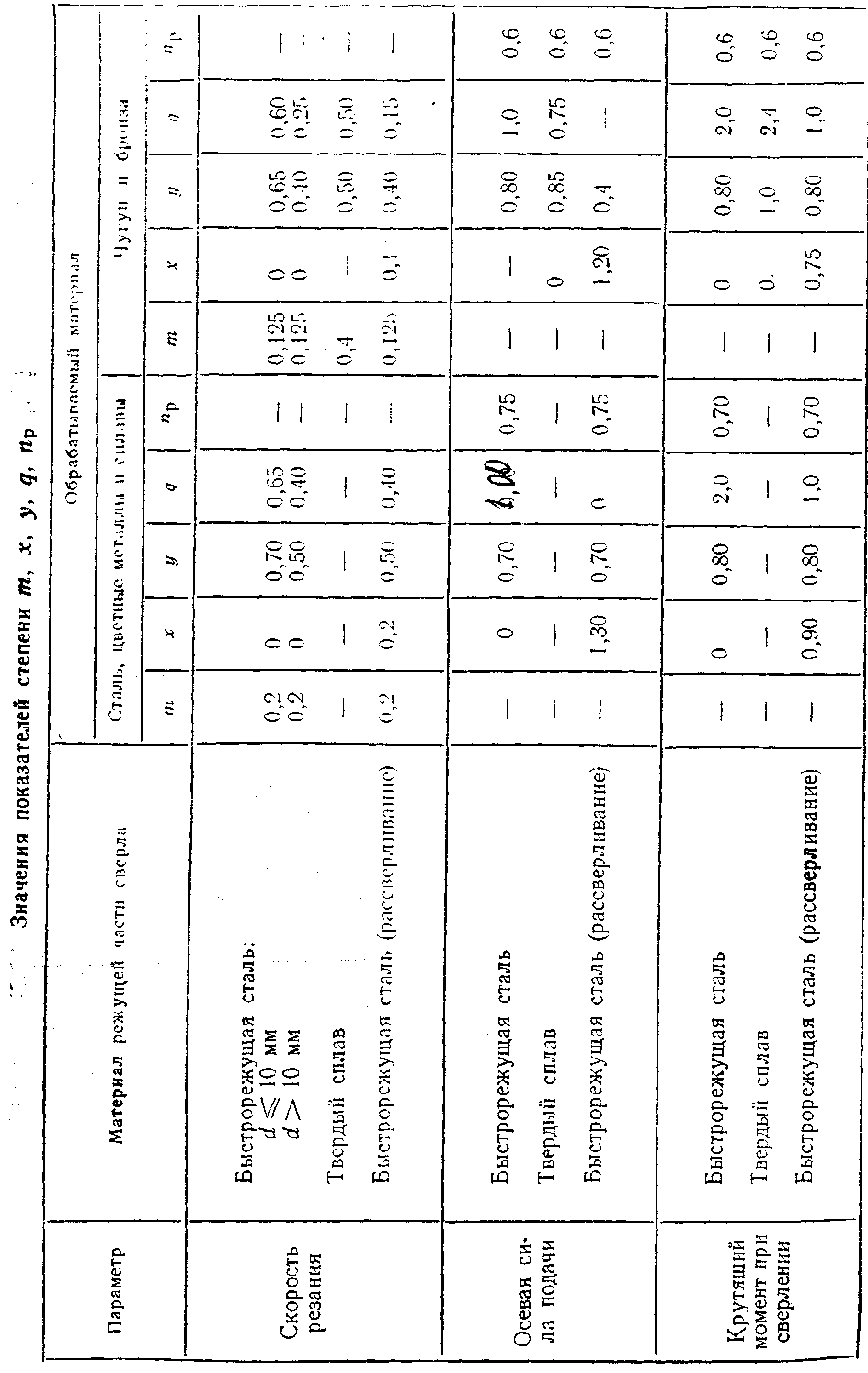
![]() определяются по табл. 5, а показатели
определяются по табл. 5, а показатели
![]() – по табл. 6: знак «+» принимается для
при обработке малоуглеродистых сталей
твердостью НВ<155, знак «–» при обработке
сталей твердостью НВ>155 и других
металлов.
– по табл. 6: знак «+» принимается для
при обработке малоуглеродистых сталей
твердостью НВ<155, знак «–» при обработке
сталей твердостью НВ>155 и других
металлов.
Таблица 2
Средние значения периода стойкости сверл
Поправочный
коэффициент
![]() ,
учитывающий
влияние материала инструмента (сверла,
зенкера, развертки) на скорость резания,
при обработке конструкционных сталей,
чугуна, медных и алюминиевых сплавов
определяется из табл. 3, а поправочный
коэффициент
,
учитывающий
влияние материала инструмента (сверла,
зенкера, развертки) на скорость резания,
при обработке конструкционных сталей,
чугуна, медных и алюминиевых сплавов
определяется из табл. 3, а поправочный
коэффициент
![]() ,
учитывающий влияние глубины сверления
на скорость резания – из табл. 4.
,
учитывающий влияние глубины сверления
на скорость резания – из табл. 4.
Таблица 3
Значение поправочного коэффициента
Марка материала |
Р18, Р9К5 |
Р10К5Ф5 |
Р6М5 |
Р9М4К8 |
9ХС ХВГ |
У12А |
ВК4 |
ВК6 |
|
1,0 |
1,05 |
0,85 |
1,2 |
0,6 |
0,5 |
2,5 |
2,7 |
Таблица 4
Значение поправочного коэффициента
|
3 |
4 |
5 |
6 |
8 |
10 |
|
0,9 |
0,8 |
0,7 |
0,65 |
0,56 |
0,5 |
2.3. Значения сил резания и крутящих моментов рассчитываются по формулам:
осевое усилие при сверлении
![]() ,
Н;
,
Н;
осевое усилие при рассверливании
![]() ,
Н;
,
Н;
крутящий момент при сверлении
![]() ,
Н·мм;
,
Н·мм;
при рассверливании
![]() ,
Н·мм.
,
Н·мм.
Значения
постоянных
![]() ,
показатели степени
,
показатели степени
![]() приведены в табл. 5 и 6.
приведены в табл. 5 и 6.
Таблица 5
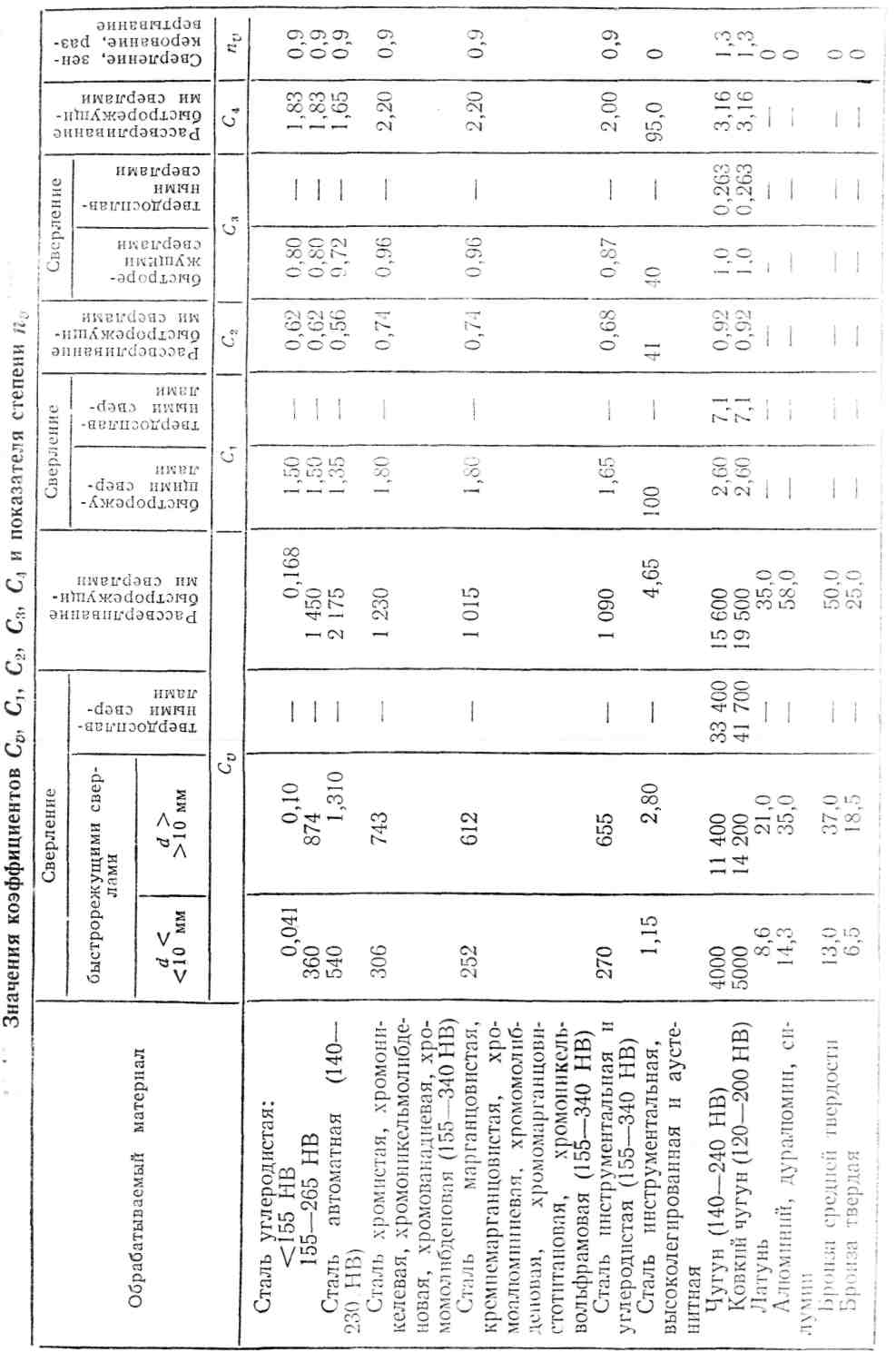
Таблица 6
Приведенные
зависимости справедливы при нормальной
работе заточенным сверлом. Затупление
сверла в процессе работы, в конечном
счете приводит к увеличению значения
момента сопротивления сил резания
![]() до
3 раз, т.е.
до
3 раз, т.е.
![]() ,
что следует учитывать в последующих
расчетах.
,
что следует учитывать в последующих
расчетах.