

Цикл исследование-производство, его содержание и задачи.
Основные фазы исследование-производство и их сущность.
Взаимосвязь показана на рисунке:

Фаза НИР и ОКР – на этой стадии идет обработка и анализ патентной и научно-исследовательской информации с целью выявления необходимых направлений создания новой техники. На этой стадии используется результативный фундамент теоретических исследований.
Прикладные научно-исследовательские – на этой стадии проводятся прикладные научные исследования касающегося конкретного вида новой техники или научного направления.
Конструкторская подготовка производства – на этой стадии начинается разработка новой техники на основании прикладных исследований, а также проектов опытного образца новой техники.
Технологическая подготовка производства - на этой стадии разрабатываются маршрутные технологические процессы для изготовления опытного образца новой техники.
Организация подготовки производства - на этой стадии осуществляется опытного образца новой техники и всестороннее испытание как стендовое, так и натуральное.
Промышленное освоение и реализация – на этой стадии осуществляется промышленное освоение и производство новой техники, а также наращивание объема выпуска и реализации новой техники.
Основным принципом оптимизации сист. Новой техники является максимум полезного эффекта при минимуме затрат.
Основные этапы жизненного цикла изделия и их сущность.
Время, в течение которого осуществляется разработка новой продукции, ее освоение и изготовление на предприятии вплоть до снятия с производства, называется жизненным циклом продукции.
Основные этапы жизненного цикла изделия показаны на рисунке:
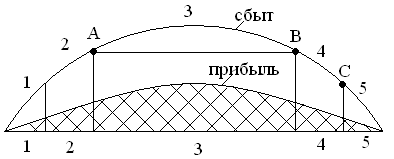
1. Освоение нового изделия в промышленности его производства - на этом этапе идет увеличение объема новой техники и ее окончательное освоение в реальных условиях производства.
2. Рост сбыта и увеличения выпуска – на этом этапе предприятия наращивает выпуск и сбыт, и доводит его до плановых показателей. На этом этапе предприятия получает оптимальную прибыль, что дает обеспечить работу предприятия на принципах самофинансирования и самоокупаемости.
3.Этап зрелости, устойчивости - на этом этапе предприятия максимизирует сбыт и прибыль. Главным на этом этапе для предприятия является удержание рынка, а также расширение сферы сбыта своей продукции.
4. Падение сбыта и уменьшение прибыли.
5. Снятие с производства производимой продукции и выпуск новой. На этом этапе предприятие получает минимальную прибыль, а иногда несет огромные убытки и приближается к банкротству по причине того, что производимая продукция не соответствует требованиям рынка.
Непременным условием для предприятия является в точке В начать выпуск новой продукции или осуществить совершенствование ранее производимой, тогда оно будет финансово устойчивым. Жизненный цикл изделия изменяется волнообразно в зависимости от технико-экономических показателей работы предприятия.
Основные разновидности поточных линий и их классификация.
Поточные линии классифицируются по следующим направлениям:
По количеству одновременно обрабатываемых деталей –на однопредметные и многопредметные. На однопредметной поточной линии изготавливается продукция одного наименования в течение длительного промежутка времени( как правило такие линии используются в условиях массового производства). На многопредметной поточной линии изготавливается продукция нескольких наименований, подобранных по однородным конструктивно-технологшическим признакам (серийное производство).
По методу обработки закрепленных предметов труда поточные линии подразделяются на: переменно-поточные и групповые.
Переменно-поточной называется линия, на которой закрепленные за ней детали разного наименования изготавливаются по очередно через определенный промежуток времени с переналадкой оборудования. Групповой называется линия, на которой детали разных наименований, закрепленные за линией, обрабатываются по групповой технологии, но без переналадки оборудования. Групповая технология характеризуется общностью оборудования, а типовая технология общностью технологического процесса.
По степени непрерывности технологического процесса делятся на: непрерывные и прерывные.
На непрерывных предметы труда с операции на операцию передаются непрерывно или поштучно с помощью специализированных транспортных средств конвейеров на этих линиях непременным условиям является синхронизация операций, т.е. затраты времени на выполнение каждой операции должны быть равны или кратны такту выпуска. На прерывно- поточных линиях имеет место не одинаковая трудоемкость операции, поэтому между смежными рабочими местами образуются межоперационные оборотные заделы и детали пролеживаются между рабочими местами.
4. По способу поддержания ритма: с регламентированным и свободным ритмом. На линиях с регламентированным ритмом такт потока строго, поддерживается при помощи конвейера перемещающих предметы труда с определенной скоростью или его ритмичным пульсированием. (небольшие изделия) На линиях со свободным ритмом такт потока строго не регламентируется во времени, т.к. отсутствует синхронизация операций. На этих линиях поточное производство обеспечивается за счет квалификации рабочих и их физиологических особенностей, а также дифференцированием больших операций по времени на более мелкие.
5. По характеру перемещения предметов труда : с принудительным перемещением; со свободным перемещением.
6. По виду применения транспортных средств : оборудованные конвейером; оборудованные другими транспортными средствами.
7. По характеру движения конвейера: с прямым конвейером; с распределительным конвейером.