31 Специальные конструкции свёрл: твёрдосплавные, с внутренним подводом сос, для глубокого сверления, кольцевые.
Сверло – осевой режущий инструмент для образования отверстия в сплошном материале и увеличения диаметра имеющегося отверстия.
Отверстия с соотношением l/D>5 принято считать глубокими. При их обработке ухудшается подвод СОЖ в зону резания, увеличивается нагрев сверла, ухудшаются условия удаления стружки, падает жёсткость свёрл.
Глубокое сверление может быть: 1) кольцевым или 2) сплошным. Для отверстий ø70÷80мм –применяют сплошное сверление, свыше 80мм – кольцевое. Кольцевое сверление имеет следующие преимущества:
Экономия металла.
Снижение энергетических затрат.
Кольцевое сверло представляет собой следующую конструкцию: корпус трубчатой формы с закреплёнными на нём режущими элементами и направляющими планками.
Предусмотрена подача СОЖ через внутреннюю полость трубы.
При обработке глубоких отверстий применяют также винтовые свёрла с внутренним подводом СОЖ через каналы, проходящие вдоль сечения сверла либо по трубкам, впаянным в канавки, проходящие по передней поверхности.
Эжекторное сверление.
При эжекторном сверлении подвод СОЖ производят по внутренним каналам. Часть жидкости нагнетается в систему для охлаждения и смазывания опорных планок и режущих элементов, другая часть подаётся через внутренние отверстия обратно к хвостовику. Так как скорость движения второго потока жидкости превышает скорость первого – создаётся разряжение. За счёт этого интенсивно удаляется из зоны резания стружка и та часть жидкости которая охлаждает режущую кромку.

32 Зенкеры и развёртки: разновидности, конструктивные элементы и их выбор, методы регулирования на размер и восстановление размеров.
Зенкер – режущий инструмент для повышения точности формы отверстия и увеличения его диаметра. Обеспечивает обработку по 8-11 квалитету точности и шероховатости до Ra 2.5мкм.
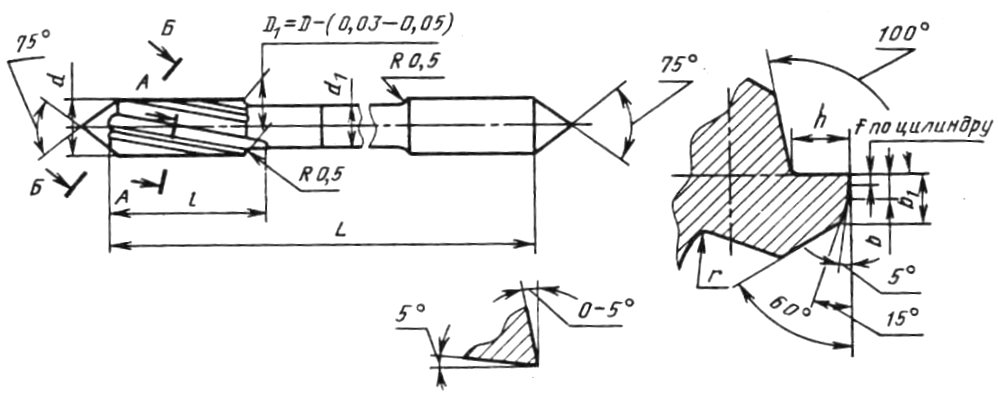
Геометрические параметры и форма режущей части и заточки зенкеров.
Диаметр зенкеров зависит от оптимальных режимов резания для данной конструкции, главным образом от глубины резания, и от диаметра предварительно просверленного отверстия.
Длина зенкера выбирается подобно длине сверла, но в отличие от нее зависит от конструкции зенкера. Зенкеры малых размеров делают цельными с хвостовиком, а больших ─ сборными с насадной частью, которую выполняют цельной или сборной с ножами из быстрорежущей стали и ножами, оснащенными ТСП. Длина цельных твердосплавных (ТС) зенкеров намного короче. Зенкеры, оснащенные твердосплавными пластинами (ТСП) для обработки просверленных отверстий в отливках, поковках и штамповках из конструкционных сталей и чугунов диаметром до 32 мм имеют длину l из общего ряда, а диаметром свыше 32 мм ─ из дополнительных рядов (первого или второго).
Диаметр do посадочного отверстия (с конусностью 1:30) выбирается по табл. так же, как и длина l.
Диаметр цилиндрического хвостовика номинально равен диаметру рабочей части зенкера с предельными отклонениями по h9. Длина хвостовиков приводится в НТД на конструкции и размеры зенкеров конические хвостовики соответствуют ГОСТ.
|