

Пусть имеется
Если эксперты затрудняются присвоить всем объектам различные ранги, двум или более объектам они могут приписать одинаковые ранги. В этом случае общее число различных рангов в ранжировке будет меньше . Такую ранжировку необходимо привести к нормальному виду, при котором выполняется условие (1.1). Для этого объектам с одинаковыми рангами приписывается ранг, равный среднему значению мест, которые делят между собой эти объекты.
Информация,
полученная от
экспертов, обобщается подсчетом суммы
рангов
Согласованность
экспертов при ранжировании объектов
оценивается коэффициентом конкордации
(согласия)
где
Величины
Разработаны
приемы проверки значимости коэффициента
конкордации, т. е. гипотезы о том, что
его истинное значение равно нулю. Эти
приемы основаны на рассмотрении
распределения некоторой однозначно
связанной с
статистики Х при случайном порядке
объектов в ранжировках (при этом все
В качестве статистики Х используют одну из следующих величин:
В ГОСТ 23554.2—81
приведены таблицы точных критических
значений статистики
1) при
2) при 7 3) при 8 и 7 12 следует использовать статистику , распределение которой при этих условиях хорошо аппроксимируется F—распределением Фишера с числами степеней свободы = —1 и
где
4) при 7 и 8 (кроме комбинаций и , содержащихся в таблице критических значений) следует вычислить
и сравнить с
величиной
где
При условии
коэффициент конкордации
5) при 8 и =3—6, а также при = 7 и = 2— 6 следует вычислить
и сравнить с
величиной
и определяются так же, как в выражении (1.6). Решение о согласованности мнений принимается аналогично пункту 4 Иногда необходимо перейти от ранжировки объектов к оценкам их относительной важности. Это можно сделать различными способами. Перечислим некоторые из них. Метод преобразованных рангов:
Здесь
Метод, использующий оценку важности наиболее существенного объекта (при условии, что важность наименее существенного объекта равна единице):
где
Метод, основанный
на преобразовании матрицы предпочтений.
Элемент
Дальнейшие
преобразования основаны на следующей
модели экспертных оценок (модель
Тэрстоуна). Полагается, что каждый
объект обладает некоторой «истинной»
важностью
где
Используя в качестве оценок для , найдем с помощью таблиц нормированного нормального распределения оценки
где
Теперь, располагая
значениями
В качестве коэффициентов относительной важности используем величину
где
|
 ,
(1.2)
,
(1.2)
№19 Виды испытаний
35. Исследовательские испытания*
Испытания, проводимые для изучения определенных характеристик свойств объекта
36. Контрольные испытания
Испытания, проводимые для контроля качества объекта
37. Сравнительные испытания
Испытания аналогичных по характеристикам или одинаковых объектов, проводимые в идентичных условиях для сравнения характеристик их свойств
38. Определительные испытания
Испытания, проводимые для определения значения характеристик объекта с заданными значениями показателей точности и (или) достоверности
39. Государственные испытания*
Испытания установленных важнейших видов продукции, проводимые головной организацией по государственным испытаниям, или приемочные испытания, проводимые государственной комиссией или испытательной организацией, которой предоставлено право их проведения
40. Межведомственные испытания*
Испытания продукции, проводимые комиссией из представителей нескольких заинтересованных министерств и (или) ведомств, или приемочные испытания установленных видов продукции для приемки составных частей объекта, разрабатываемого совместно несколькими ведомствами
41. Ведомственные испытания
Испытания, проводимые комиссией из представителей заинтересованного министерства или ведомства
42. Доводочные испытания
Исследовательские испытания, проводимые при разработке продукции с целью оценки влияния вносимых в нее изменений для достижения заданных значений показателей ее качества
43. Предварительные испытания
Контрольные испытания опытных образцов и (или) опытных партий продукции с целью определения возможности их предъявления на приемочные испытания
44. Приемочные испытания*
Контрольные испытания опытных образцов, опытных партий продукции или изделий единичного производства, проводимые соответственно с целью решения вопроса о целесообразности постановки этой продукции на производство и (или) использования по назначению
45. Квалификационные испытания
Контрольные испытания установочной серии или первой промышленной партии, проводимые с целью оценки готовности предприятия к выпуску продукции данного типа в заданном объеме
46. Предъявительские испытания
Контрольные испытания продукции, проводимые службой технического контроля предприятия-изготовителя перед предъявлением ее для приемки представителем заказчика, потребителя или других органов приемки
47. Приемосдаточные испытания*
Контрольные испытания продукции при приемочном контроле
48. Периодические испытания
Контрольные испытания выпускаемой продукции, проводимые в объемах и в сроки, установленные нормативно-технической документацией, с целью контроля стабильности качества продукции и возможности продолжения ее выпуска
49. Инспекционные испытания
Контрольные испытания установленных видов выпускаемой продукции, проводимые в выборочном порядке с целью контроля стабильности качества продукции специально уполномоченными организациями
50. Типовые испытания
Контрольные испытания выпускаемой продукции, проводимые с целью оценки эффективности и целесообразности вносимых изменений в конструкцию, рецептуру или технологический процесс
51. Аттестационные испытания
Испытания, проводимые для оценки уровня качества продукции при ее аттестации по категориям качества
52. Сертификационные испытания*
Контрольные испытания продукции, проводимые с целью установления соответствия характеристик ее свойств национальным и (или) международным нормативно- техническим документам
53. Лабораторные испытания
Испытания объекта, проводимые в лабораторных условиях
54. Стендовые испытания*
Испытания объекта, проводимые на испытательном оборудовании
55. Полигонные испытания
Испытания объекта, проводимые на испытательном полигоне
56. Натурные испытания*
Испытания объекта в условиях, соответствующих условиям его использования по прямому назначению с непосредственным оцениванием или контролем определяемых характеристик свойств объекта
57. Испытания с использованием моделей*
58. Эксплуатационные испытания*
Испытания объекта, проводимые при эксплуатации
59. Нормальные испытания
Испытания, методы и условия проведения которых обеспечивают получение необходимого объема информации о характеристиках свойств объекта в такой же интервал времени, как и в предусмотренных условиях эксплуатации
60. Ускоренные испытания
Испытания, методы и условия проведения которых обеспечивают получение необходимой информации о характеристиках свойств объекта в более короткий срок, чем при нормальных испытаниях
61. Сокращенные испытания
Испытания, проводимые по сокращенной программе
62. Механические испытания*
Испытания на воздействие механических факторов
63. Климатические испытания*
Испытания на воздействие климатических факторов
64. Термические испытания*
Испытания на воздействие термических факторов
65. Радиационные испытания*
Испытания на воздействие радиационных факторов
66. Электромагнитные испытания*
Испытания на воздействие электромагнитных полей
67. Электрические испытания*
Испытания на воздействие электрического напряжения, тока или поля
68. Магнитные испытания*
Испытания на воздействие магнитного поля
69. Химические испытания*
Испытания на воздействие специальных сред
70. Биологические испытания*
Испытания на воздействие биологических факторов
71. Неразрушающие испытания
Испытания с применением неразрушающих методов контроля
72. Разрушающие испытания
Испытания с применением разрушающих методов контроля
73. Испытания на прочность
Испытания, проводимые для определения значений воздействующих факторов, вызывающих выход значений характеристик свойств объекта за установленные пределы или его разрушение
74. Испытания на устойчивость
Испытания, проводимые для контроля способности изделия выполнять свои функции и сохранять значения параметров в пределах установленных норм во время действия на него определенных факторов
75. Функциональные испытания
Испытания, проводимые с целью определения значений показателей назначения объекта
76. Испытания на надежность
Испытания, проводимые для определения показателей надежности в заданных условиях
77. Испытания на безопасность
78. Испытания на транспортабельность
79. Граничные испытания
Испытания, проводимые для определения зависимостей между предельно допустимыми значениями параметров объекта и режимом эксплуатации
80. Технологические испытания
Испытания, проводимые при изготовлении продукции с целью оценки ее технологичности
Цели и задачи проведения испытаний на отдельных стадиях жизненного цикла продукции.
Общей целью любых испытаний, в т.ч. и контрольных, является повышение качества испытываемой продукции. Конкретная цель всегда заложена в решении, которое предполагается принять по их результатам. В зависимости от стадии жизненного цикла изделия, цели испытаний меняются:
1. На стадии исследований целью испытаний м.б. получение более полной информации о свойствах будущего изделия, или о степени влияния на изделие конструктивно- технологических факторов и условий эксплуатации, сформулировать исходные данные для ТЗ на разработку, определить научно- технический уровень изделия на фоне мирового опыта.
2. На стадии разработки целью м.б. получить проект и опытные образцы высокого качества, обосновать требования к производству изделия и условиям его эксплуатации.
3. На стадии производства целями испытаний и контроля м.б. определение степени соответствия показателей качества выпускаемого изделия и тех. процесса его производства требованиям проекта (НТД, НД, ГОСТов, ТУ и проч.).
4. На стадии эксплуатации целью испытаний м.б. определение стабильности качества выпускаемой продукции, выработать наиболее эффективные условия эксплуатации, определить тенденции роста потребительских требований в этой области, определить пути совершенствования изделия.
5. На стадии утилизации целью м.б. оценить возможность и эффективность вторичного использования изделия, оценить безопасность и экологичность процесса утилизации
Задачи испытаний- это те конкретные действия, которые надо выполнить при испытаниях, чтобы достичь цели испытаний.
№20 Система обеспечения качества в испытательной лаборатории. Общие принципы построения и типовая структура СОК. Система качества и ее задачи в испытательной лаборатории. Аудит качества в испытательной лаборатории.
Общие принципы построения:
Мотивация всех сотрудников испытательной лаборатории (ИЛ) в создании СОК.
Гарантия успеха в работе ИЛ – обеспечение удовлетворенности заказчика. Но не за счет искажения результатов в угоду клиенту.
Систематизация и документирование задач процессов и критериев оценки результатов испытаний.
Четкое распределение прав и обязанностей. Возможность взаимной замены людей.
Готовность и стремление к аккредитации лаборатории.
Типовая структура СОК:
Система качества и деятельность, связанная с ней.
Документация по качеству.
Внутренний аудит качества.
Задачи системы качества:
- формулирование политики в области качества и ее проведение;
- определение целей обеспечения качества и их периодическая корректировка;
- разработка и внедрение программы качества(первичных задач, сроков, персонала, финансов);
- составление годовых отчетов по качеству и их анализ;
- создание организационной структуры и системы документации СОК;
- разработка директив по качеству для отдельных подразделений;
- назначение лица, ответственного за СОК с прямым доступом к руководству лаборатории.
Документация по качеству:
Основной документ – руководство по качеству.
Функции и содержание руководства по качеству:
- описание предлагаемых услуг и юридический статус лаборатории;
- организационная структура и политика в области качества;
- система управления качеством в лаборатории;
- система внутреннего аудита качества;
- работа по подготовке аккредитации.
Должна существовать специальная служба, ответственная за внесение изменений.
Директивы по качеству – это минируководство для конкретных лабораторий или подразделений.
Содержание директив по качеству:
- планы испытаний и рабочие протоколы;
- протоколы испытаний;
- инструкция по прослеживаемости и по архивированию документации и образцов;
- система маркировки СИ;
- правили обращения документации;
- конфиденциальность;
- система регистрации;
- термины и определения;
- правила проведения внутреннего аудита;
- порядок связи с заказчиком;
- менеджмент больших проектов;
- обеспечение качества методов и испытаний.
Рабочие процедуры (СОП) 3 вида:
1 логические
2 приборов и LOG-книги
3 методов испытаний
Содержание LOG-книги на средства испытаний:
Регистратор с ФИО пользователя
Данные о средствах испытаний:
- дата приобретения
- дата изготовления
- дата ввода в эксплуатацию
- тип
- заводской номер
- лабораторный номер
- цена
- оснащение
- инструкции по эксплуатации
Техническое обслуживание и ремонт
Калибровка:
- формы документов на калибровку
- дата и ответственный за проведение
- результаты
- дата следующей калибровки
Контроль за состоянием оборудования
Сравнительные испытания, проводящиеся на данном оборудовании
Аудит качества:
Аудит – это систематический и независимый анализ соответствия системы качества и документации установленным требованиям для выявления слабых мест.
Аудит клиента – аудитор работает в интересах клиента.
Объекты аудита:
Система качества (проверяется выполнение всех требований руководства по качеству и т.д.)
Методов испытаний (проверяются SOP методы, состояние оборудования и СИ, LOG-книги на оборудование, рабочие инструкции, квалификация персонала)
Протоколов испытаний (проверяется соблюдение формы протокола, полнота заполнения, наглядность представления результатов и понятность клиенту)
Средства аудита:
Плановый аудит качества
Внеплановый аудит проводится, если появились неверные результаты, рекламации или сомнения в эффективности проводимых корректирующих мероприятий
Формуляры (протоколы несоответствия, перечень замечаний аудитора, заявление аудитора органу по аккредитации)
Чек-лист (вопросник, стандартные вопросники с требованиями EN45001)
Содержание аудита:
При аудите системы качества:
- соответствие элементов системы качества программе качества, руководству по качеству, директивам и SOP-процедурам;
- распределение обязанностей;
- выполнение требований документов;
- проверяется качество документирования и архивирования;
- проверяются LOG-книги и SOP-процедурам для ИЛ;
- маркировка образцов, эталонов, а также испытательного оборудования, приборов и т.д.;
- форма и содержание протокола;
- порядок обращения с образцами;
- регистрация квалификации персонала;
- наличие должностных инструкций;
- выполнение плана обучения персонала;
- проверяется качество работы с клиентами.
Аудит методов испытаний:
- проверяется полнота описания методов испытаний в SOP-процедурах;
- обоснованность и однозначность критериев принятия решения;
- выполнение SOP-процедур при испытаниях;
- сроки и качество калибровок испытательного оборудования;
- состояние образцовых СИ;
- подготовленность руководителей ИЛ по отдельным методам испытаний.
Аудит протоколов
- соответствие требованиям руководства по качеству, директив и различных сопроцедур;
- полнота представления результатов;
- совпадение с промежуточными данными;
- прослеживаемость результатов;
- понятность протокола для потребителя;
- полезность.
21. Контроль испытательного оборудования. Виды и порядок его аттестации.
Испытательное оборудование – это инструмент, материалы, содействующие получению результата испытаний или влияющие на него.
Контроль испытательного оборудования – это предписанная процедура, обеспечивающая проверку оборудования в определенное время и включающая мероприятия обеспечивающие выполнение установленных требований.
Калибровка – комплекс операций, необходимых для определения систематического отклонения результатов измерения от эталонов.
Фазы контроля испытательного оборудования.
Оценка оборудования происходит в 2 этапа:
- установление требований к оборудованию, исходя из метода испытаний;
- квалификационные испытания перед первичным использованием оборудования, или после его модернизации и ремонта.
Использование оборудования. Оно разрешено в период между проверками. Без официального подтверждения годности, применение оборудования не допускается. Годное оборудование маркируется соответствующим образом.
Проверка (верификация).заключение ответственного лица о допуске к использованию оборудования.
Порядок аттестации испытательного оборудования (ГОСТ 24555-81)
Общие требования к аттестации:
Аттестации подлежит испытательное оборудование, воспроизводящее нормированные внешние воздействующие факторы и/или нагрузки.
Аттестацию проводят для определения нормированных точностных характеристик оборудования. Для определения их соответствия НТД. Нормированные точностные характеристики – это характеристики, установленные НТД, определяющие возможность оборудования воспроизводить и поддерживать режимы испытания:
- в заданном диапазоне;
- с заданной точностью и стабильностью;
- в течении заданного срока.
Аттестуются опытные образцы, серийное и модернизированное испытательное оборудование
Испытательное оборудование делится на:
- общепромышленного применения;
- отраслевого применения;
- специального применения.
Порядок проведения аттестации:
Виды аттестации:
- первичная
- периодическая
- внеплановая
Любая аттестация проводится для общепромышленного оборудования по ГОСТ-ам. Отраслевого – по ОСТ-ам. Специального или импортного – по методикам пользователя утвержденным головной организацией по методологии данного министерства.
Оборудование на аттестацию представляется:
- серийное – изготовителем
- опытное – разработчиком
- специальное и импортное – пользователем
Оборудование представляется на аттестацию с документацией, оснасткой и с поверенными СИ.
Персонал аттестующий оборудование д.б. обучен и иметь специальный допуск.
Порядок проведения первичной аттестации оборудования:
Определяются:
- определяются возможности оборудования;
- определяются соответствие действительных значений этих характеристик требованиям НТД;
- погрешности измерения и регистрации результатов;
- перечень характеристик, проверяемых при эксплуатации;
- методы и средства последних аттестаций;
- выполнение требований безопасности и экологичности.
Первичная аттестация является обязательной частью государственных приемочных, квалификационных или периодических испытаний по ГОСТ 15001-88,ГОСТ 8001-80, ГОСТ 8.383-80.
В комиссии по аттестации обязательно должен участвовать представитель Госстандарта и метролог заказчика.
Документы, необходимые для первичной аттестации:
- ТЗ на разработку оборудования
- эксплуатационные документы по ГОСТ 2.601-68
- формуляр на это оборудование
- программа испытаний
- проект методики периодических испытаний
Результаты испытаний оформляются или аттестатом (форма в ГОСТе или в разделе 2 протокола по ГОСТ 15001)или записью в инструкции по эксплуатации. Для импортного испытательного оборудования требуется аттестат и протокол.
Периодическая аттестация
Проводится в процессе эксплуатации испытателями пользователя и метрологами по методикам, утвержденным руководителями этих подразделений
Сроки периодической аттестации устанавливаются при первичной аттестации или по отдельному графику предприятия, но обязательно с учетом интенсивности работы оборудования, стабильности и условий работы.
Результаты аттестации оформляются аттестатом и протоколом и вносятся в формуляр машины ГОСТ 2.601.
Внеплановая аттестация
Проводится в следующих случаях:
- перед использованием после транспортирования или длительного хранения
- после ремонта или модернизации или перемещения стационарного участка
- по указанию Госстандарта
Проводят такую аттестацию испытательные службы с метрологами предприятия или с представителями Госстандарта.
После модернизации проводятся как первичные в полном объеме. Во всех остальных как периодическая
На аттестационное оборудование наносится аттестационное клеймо с указанием даты проведения аттестации и даты следующей аттетации.
№22 Аккредитация ИЛ. Критерии аккредитации и порядок их проведения
Критерии аккредитации:
- постоянство соблюдения данного стандарта EN 45002
- необходимо заявлять об аккредитации только тех методов испытаний, которые входят в область аккредитации
- ИЛ должна нести расходы по заявке на аккредитацию, членству и надзору органа по аккредитации за собой
- ИЛ не должна использовать полученную аккредитацию в ущерб органов
- не пользоваться правами, связанными с аккредитацией сразу по истечении срока
- не ссылаться на аккредитацию в рекламе своей деятельности
- в контрактах не указывается , что аккредитация гарантирует признание продукции другими органами или заказчиком
- не позволяется использовать протокол своих испытаний в рекламе заказчика или для его развития без письменного разрешения лаборатории
- сразу информировать орган о любых изменениях в ИЛ, влияющих на соответствие требованиям данного стандарта
- использовать в документах формулировку «ИЛ аккредитована…органом для проведения испытаний в … (область аккредитации) и имеет регистрационный номер …» требовать этой же формулы от заказчиков при ссылке на ИЛ
- прекращать такие ссылки при истечении срока аккредитации
- ИЛ может аннулировать аккредитацию по своей инициативе, уведомив орган в письменном виде за месяц
Данные критерии д.б. опубликованы и могут дополняться органом.
Область действия аккредитации:
- область аккредитации д.б. однозначно определена ссылками на методы испытаний, продукцию, характеристики
- аккредитованные методы д.б. стандартизованы или документированы
- аккредитация предоставляет право испытаний только строго определенных технических объектов, испытываемых в ИЛ в стационарных и нестационарных условиях
Заявка на аккредитацию
Представитель ИЛ оформляет и подписывает бланк заявки, в котором:
- определяется область аккредитации
- подтверждается знакомство с системой аккредитации
- содержится согласие на процедуры аккредитации
- согласие с требованиями к аккредитируемым органам
Процесс аккредитации
Органу по аккредитации необходимо:
- подобрать информацию, необходимую для выполнения процедуры для конкретной ИЛ
- назначить одного или несколько квалифицированных экспертов
- провести аттестацию лаборатории заявителя в стационарных условиях
- провести анализ материалов аттестации
- принять решение об аккредитации ИЛ
Информация необходимая для аккредитации ИЛ, предоставляется ИЛ:
- общая характеристика лаборатории (название, юридический адрес, статус ИЛ)
- общие сведения о ИЛ (область деятельности, подчиненность ИЛ)
- перечень методов испытаний, заявленных на аккредитацию (ФИО лиц, ответственных за корректность оформления протокола, внутренняя организация, система качества, планы обеспечения качества)
- примеры оформления протоколов предполагаемых к выдаче после аккредитации
Назначение экспертов:
- кандидатуры экспертов сообщаются в ИЛ заранее, чтобы она могла выставить в случае необходимости свои возражения
- эксперт назначается официально с четким указанием его полномочий, которые доводятся до заявителя
Экспертиза в стационарных условиях:
Проводится во всех подразделениях ИЛ. Эксперты передают органу отчет с полными результатами экспертизы с дополнительными техническими требованиями и замечаниями.
Проверка документации по аттестации. Проводится органом по аккредитации. Проверяют: заявку, информацию экспертов по аттестации, отчет о результатах аттестации, замечания и возражения ИЛ.
Решение об аккредитации. Принимается органом по аккредитации по результатам аттестации, результатам обсуждения, оформляется письменно. В решении указывают сроки действия аккредитации
Эксперты по аккредитации
Проверяется компетентность экспертов:
- критерии компетентности определены в документах
- проверяется знание экспертами всей процедуры аттестации ИЛ и документов по аттестации
- оцениваются практические навыки по методам испытаний, по которым будет аккредитована ИЛ
- проверяется независимость экспертов от чьих либо интересов
Квалифицирование экспертов
- в органе должна существовать процедура оценки экспертов
- проверка практических навыков
- желателен опыт эксперта в проведении аттестации аналогичных лабораторий
Регистрационные данные по экспертам:
- ФИО, адрес
- должность по месту основной работы
- уровень образования, специальности
- подготовка эксперта в области аттестации
- опыт проведения аттестации
- дата последней актуализации всех этих данных
Экспертам должны выдаваться методические указания и инструкции по проведению аттестации, все материалы д.б. актуализированы
Назначение экспертов. Предусматривает: согласие эксперта на аттестацию конкретной лаборатории в конкретные сроки, проверяется возможность назначения ведущим экспертом
Метод проведения аттестации
д.б. опубликован, актуализирован, доведен до всех участников. Каждому участнику выдаются рабочие материалы по проверкам.
Отчет об аттестации
Письменный отчет направляется в орган, а копия в ИЛ или заявителю.
Содержание отчета:
- ФИО группы экспертов
- подпись ведущего эксперта
- название и адрес ИЛ
- область аккредитации
- информация по технической квалификации, компетентности, опытности персонала
- замечания по организации лабораторий и по системе качества
- всю информацию о проверках качества испытаний и их результатов
- заключение о степени соответствия ИЛ требованиям аттестации
- замечания по форме протоколов
- замечания по выявленным недостаткам, со сроками их устранения
- замечания по устранению недостатков, выявленных в предыдущих испытаниях
Проверка на качество испытаний
Обычно проводится путем включения лаборатории в программу сравнительных кольцевых испытаний. Проверяет сам орган или другая организация по его поручению, если результат проверки отрицательный решение по аккредитации пересматривается. Но нельзя отказать ИЛ в аккредитации только по результатам такой проверки.
Надзор за аккредитованными ИЛ
Осуществляется регулярно. Не реже чем через 5 лет проводится полная повторная аттестация ИЛ.
№ 23 Типовой технологический процесс испытания, основные операции. Менеджмент образцов: содержание и документирование.
Как при любом производстве, при испытаниях существует определенный строгий порядок выполнения отдельных действий. Отличительной особенностью испытаний является процедура, результатом которой является протокол испытаний – продукция ИЛ.
Типовой технологический процесс испытаний:
Разработка программы испытаний
Методика испытаний
Менеджмент образцов
Подготовка испытательного оборудования
Проведение испытаний
Обработка исходных (первичных) данных
Составление и утверждение протокола испытаний
Разработка рекомендаций
Утилизация и вторичное использование образцов
Разработка программы испытаний.
Задачи, решение которых должна обеспечить программа испытаний.
Выбор объекта испытаний
Решается, если объект не указан конкретно в ТЗ. Выделяют две группы объектов:
1) низшая – объекты не имеют самостоятельного эксплуатационного значения.
2) высшая – объекты, имеющие самостоятельное эксплуатационное значение.
Для низшей группы испытания проще, дешевле, легче обнаруживаются слабые места.
Для высшей группы есть возможность оценить взаимное влияние отдельных частей. От выбора объекта зависит не только трудоемкость, но главное – объективная оценка объектов продукции.
Определение целей испытаний.
Выбор видов испытаний по внешним воздействующим факторам (ВВФ).
ВВФ определяются исходя из требований сформулированных в НТД на изделия.
Этапы выбора видов и методов испытаний:
Оценка возможности моделирования объекта и условий испытаний. В этом случае главное – соблюдение адекватности или подобия модели объекту. Критерий адекватности формируют исходя из необходимой точности моделирования.
Определение последовательности методов испытаний. Или последовательный, или параллельный, или последовательно-параллельный. При последовательном варианте необходимо при очередном методе испытаний сохранить свойства объектов, приемлемые для всех последующих методов, поэтому начинают испытания с наименее жесткого метода. Если начать в обратном порядке, то сразу выявятся слабые места. При параллельном способе испытаний требуется несколько однотипных выборок объекта, на каждую из которых действует один ВВФ. Метод производителен, информация об объекте получается сразу и в комплексе. При последовательно-параллельном способе испытаний всю выборку образцов делят на несколько групп, каждую из которых исследуют последовательно различными сериями методов.
Оценка технологических, аппаратных и персональных возможностей ИЛ.
Решаются вопросы о необходимости разработки новых методов испытаний и испытательного оборудования. Решаются все вопросы материально-технического снабжения.
Разработка концепции испытательного оборудования и оснастки.
- выбор, приобретение или создание испытательного оборудования;
- архитектура испытательного комплекса;
- предварительная оценка точности, стабильности и надежности всех элементов испытательного комплекса.
4. Для выбора средств технологического оснащения испытаний по ГОСТ 14.307 «Правила выбора средств технических испытаний».
Выбор средств испытаний должен обеспечивать:
- заданные показатели испытаний;
- анализ затрат, предусматривает сравнение вариантов средств испытаний, выбор вариантов на основе и с учетом имеющегося плана развития на предприятии;
- технические требования, предъявляемые к объекту испытаний;
- количество и сроки изготовления изделий;
- данные картотеки на применяемости оборудования;
- ГОСТ, ОСТ, СТП, НД на оборудование и на средство испытаний;
- каталоги, паспорта средств испытаний;
- обеспечение безопасности работы на оборудовании.
При выборе средств испытаний необходимо учитывать:
- возможность применения вычислительной техники;
- максимальное использование стандартных и покупных средств испытаний;
- возможность кооперации при разработке средств испытаний;
- учитывать минимальную стоимость не только приобретения, но и эксплуатации оборудования.
Средства испытаний должны обеспечивать:
- воспроизведение нагрузок и условий, соответствующих эксплуатационным;
- стабильность и точность поддержания режимов испытаний;
- простоту и удобство в обслуживании;
- надежность работы в заданных пределах времени;
- возможность переналадки на другие работы.
Следует применять средства измерений:
- с нормированными метрологическими характеристиками по ГОСТ 23222;
- прошедшие государственные испытания по ГОСТ 8.383;
- нестандартные, прошедшие метрологическую аттестацию по ГОСТ 8. 326;
- аттестованное оборудование по ГОСТ 24555.
Порядок выбора средств испытаний
Этапы выбора СИ |
Решаемые задачи |
Используемая документация |
1 анализ характеристик объектов испытаний |
Выбор типовых объектов испытаний, выбор контролируемых характеристик |
Классификаторы изделий, конструкторская документация на объект испытаний |
2 определение типа производства |
Расчет производственных мощностей |
Плановое задание на данное изделие |
3 выбор методов испытаний |
Разработка программы и методики |
Конструкторская документация на изделие |
4 выбор стандартных средств испытаний |
Составление ведомости ИЛ |
Каталоги СИ, |
5 анализ применяемости стандартного испытательного оборудования |
Выбор вариантов СИ |
Картотека применяемости, ГОСТ 3.1302 |
6 расчет экономической эффективности |
Выбор оптимального варианта оборудования |
Каталог на СИ приложение 2 ГОСТ 14307 |
7 определение окончательного состава СИ |
Составление документации на приобретение СИ |
Сами разрабатывают |
8 выбор нестандартных разработок испытательного оборудования |
Разработка ТЗ на нестандартное оборудование |
ГОСТ 15.001 |
Разработка концепции измерительных средств:
- произвести оценку необходимой точности;
- нужно учитывать простоту измерительных средств;
- решить вопросы метрологического обеспечения СИ.
Учет источников погрешностей. Расчет суммарной погрешности в сложных многозвенных измерительных системах.
Выравнивание надежности элементов испытательной системы.
Оценка условий и места проведения испытаний.
Решение этой задачи зависит от стадии жизненного цикла, на котором проводятся испытания.
6. Выбор режимов испытаний. В НТД используется 3 вида норм на режимы:
- предельные нормы – это расчетные нормы, приведенные в НТД (по этим нормам испытания не проводят);
- испытательные нормы – приводятся в ТУ на изделия, они ниже предельных на величину производственного допуска;
- эксплуатационные – приведены в ТУ, ниже испытательных, по ним проводят только эксплуатационные испытания.
7. Определение контролируемых параметров, их значений и пределов измерений.
8. Определение продолжительности испытаний.
Их продолжительность задана в НТД на изделие, на методы испытаний или рассчитывается исходя из длительности эксплуатации. Зависит от целей испытаний и от характеристик самого объекта. При испытаниях на надежность продолжительность испытаний определяется статистически. Определяется вид испытаний по времени (нормальные, ускоренные, сокращенные). Сокращая время испытаний необходимо знать закономерность пересчета ускоренных испытаний на нормальные.
9.Определение периодичности испытаний.
Зависит от вида производства, группы к которой относится изделие.
Определение количества объектов для испытаний. Зависит от целей испытаний и от вида производства.
Разработка методов обработки исходных данных испытаний и оптимизация условий испытаний.
Обеспечение безопасности и экологичности испытаний.
Методика испытаний
Назначение и область применения объекта испытаний. Содержит признаки объекта, характеристики которых должны определяться.
Описание объекта испытаний. Указания на документ, где описаны устройство и принцип действия объекта.
Перечень характеристик, подлежащих определению, с указанием номинальных значений, точность определения этих характеристик, достоверность определения.
Условия испытаний с указанием их характеристик, допустимых пределов варьирования, точности их поддержания и/или закона изменения в процессе испытания.
Предел изменения характеристик объекта испытаний, не определяемые по данной методике, но влияющие на результат.
Наименование метода испытаний и НТД, его регламентирующего и/или описание метода.
План испытаний с критериями их прекращения.
Требования к средствам испытаний.
- правильное взаимодействие с объектом;
- воспроизведение заданных условий испытаний с требуемым диапазоном регулирования этих условий, с заданной точностью;
- возможность ручного и автоматического регулирования;
- автоматическая регистрация характеристик условий испытаний и характеристик объектов;
- программное управление процессом испытаний;
- учет времени работы испытательного оборудования;
- возможность дистанционного управления процессом испытаний;
- световая и звуковая сигнализация нормальных, предельных и аварийных режимов испытаний;
- автоматическое отключение оборудования при выходе режима за допустимые пределы;
- обеспечение нормальных санитарных условий.
Процедуры и последовательность выполнения операций.
Осветить нормы расхода материалов использованных при испытаниях.
Разработка алгоритма управления испытаниями.
Все средства испытаний должны иметь следующую документацию:
- техническое описание
- инструкцию по эксплуатации
- формуляр
- паспорт
- монтажные и сборочные чертежи
12. Алгоритм и/или программа обработки данных испытаний.
13. Нормы и/или показатели точности результатов испытаний.
14. Вероятности, характеризующие правильность и/или ошибочность результатов испытаний для начальных характеристик.
15. Перечень заключений, которые м.б. приняты по результатам испытаний.
16. Правила принятия каждого из возможных заключений.
17. Требования безопасности и экологичности испытаний.
Менеджмент образцов:
- Правильная подготовка к отбору образцов;
- Применение нужных вспомогательных средств для отбора проб;
- Правильное проведение отбора;
- Правильная обработка образцов на месте отбора;
- Однозначная маркировка при отборе;
- Надлежащая транспортировка;
- Надлежащее хранение;
- Учет влияния условий окружающей среды;
- Необходимо обеспечить предохранение образцов от порчи и загрязнения как до, так и после испытаний;
- Маркировка и документирование всех этапов обработки образцов:
Паспорт на каждый образец, весь менеджмент оборудования д.б. документирован, все документы д.б. актуализированы и утверждены
- Утилизация образцов;
- Возврат заказчику.
Лаборатория не должна принимать образцы с неизвестным происхождением.
Подготовка испытательного оборудования и средств измерения.
В целом подготовка сводится к валидации испытательного оборудования, установления пригодности оборудования к испытаниям и подтверждение.
- наличие LOGкниг на каждую единицу оборудования;
- соблюдение правил эксплуатации оборудования;
- все проверки и поверки оборудования должны проводиться планово;
- правильная маркировка и хранение;
- необходимо провести опробование оборудования на макетах или имитаторах объекта на всех режимах предусмотренных программой.
Проведение испытаний.
Перед первичным использованием метода он д.б. утвержден.
Утверждение метода – это подтверждение путем экспертизы и представления объективного доказательства того, что особые требования, предназначенные для конкретного применения соблюдены. Для этого определяют: конкретные задачи, интересующие заказчика; возможности и производительность метода.
Этапы утверждения метода:
1 Определение возможности обеспечения качества испытаний при требуемой производительности.
2 Установление параметров определяемых характеристик.
- калибровки и определение диапазона их достоверности
- исследование влияния различных факторов для разных объектов испытаний и нахождение зависимостей такого влияния на результат испытаний
- проведение сравнительных испытаний с использованием других методов или с привлечением других ИЛ
- анализ метода по шагам
3 Утверждение программного обеспечения
- проверка работоспособности
- д.б. задокументирована
4 Соблюдение особых требований. Проводится путем:
- испытания образцов с характеристиками, хорошо моделирующими требования заказчика
- необходимо проводить расчет по признанным методам
- необходимо оговорить невыполненные условия
Утвержденный метод документируется и с этого момента такой метод считается аттестованным.
Типичные операции методики испытаний:
Предварительная выдержка объекта испытаний в стандартных условиях для достижения им определенного исходного состояния, для нейтрализации влияния предыдущих ВВФ.(время такой выдержки в ТУ)
Предварительное измерение характеристик изделия, т.е. проверка его работоспособности.
Установка объекта в стенд, подключение датчиков и системы ВВФ.
Начальное измерение определяемых характеристик до воздействия ВВФ.
Воздействие на объект ВВФ. Длительность действия ВВФ определяется с момента выхода на заданный режим.
Измерение характеристик объекта испытаний в процессе испытаний.
Восстановление объекта испытаний, т.е. выдержка его без воздействия ВВФ. Для стабилизации свойств перед заключительным измерением характеристик.
Снятие объекта с испытательной установки, обследование, документирование, упаковка и отправка на хранение.
Обработка исходных данных.
Выбор метода обработки зависит:
- цели испытаний
- определяемых характеристик объекта
- статистических свойств
- возможности количественной оценки
- дискретности измерений
- от точности измерений
- от метода испытаний
- от испытательного оборудования и СИ
- от массовости и производительности испытаний
- от требуемой степени автоматизации
Информация, получаемая непосредственно от объекта испытаний или с испытательного оборудования – исходные данные. Только после обработки исходные данные являются результатом.
Основные методы обработки:
- регистрация в виде отметки в журнале
- фиксация исходных данных специальными методами
- описание наблюдений
- изменение масштаба или системы координат (при графическом представлении результатов)
- расчет по формулам для характеристик объекта испытаний, является функциями параметров исходных данных
- перевод исходных данных по графикам и номограммам
- перевод аналоговых значений параметров в дискретные значения
- статистическая обработка результатов измерений
- преобразование по сложному алгоритму с логическими процедурами
- органолептическая оценка
- экспертная оценка
Составление и разработка протокола.
Главные требования:
- понятность для заказчика
- наглядность результатов
- точность и недвусмысленность формулировок
В соответствии с EN45001 протокол должен содержать:
- наименование и адрес ИЛ
- указ места, где проводятся испытания, если проводятся не в ИЛ
- № или код обозначения протокола
- сквозная нумерация страниц
- наименование организации заказчика, ее адрес и ФИО представителя
- наименование, обозначение и характеристики объекта испытаний
- даны получения образцов и проведения испытаний
- ссылка на ТЗ
- описание процедуры отбора образцов, со всеми особенностями и отклонениями от утвержденной процедуры
-описание методов и процедур испытаний
- все отклонения от ТЗ
- все результаты измерений и наблюдений
- данные о точности и достоверности измерений
- все процедуры обработки исходных данных
- данные о точности обработки
- заключение по результатам, оговоренные в ТЗ
- заявление о том, что результаты испытаний касаются только данного испытательного образца
- запрет на полную или частичную перепечатку протокола без письменного разрешения ИЛ.
- должность, ФИО и подпись лица составившего протокол, дата подписания
Протокол не должен содержать никаких оценок, советов, рекомендаций. Все исправления к протоколу давать отдельным документом. Необходимо обеспечить прослеживаемость результатов. Обеспечить конфиденциальность результатов.
Аудит протокола.
Соответствие протокола веем документам СОК
Полнота и точность исходных данных
Проверяется правильность обработки исходных данных и оценка точности таких данных
Проверяется прослеживаемость всех пунктов
Все протоколы визируются службой контроля и утверждаются начальником ИЛ. ИЛ не должна быть инициатором в этом вопросе.
Разработка рекомендаций.
Операция не обязательная, ИЛ не д.б. инициатором в этом вопросе. Однако использовать накопленный огромный опыт испытателей в оценке качества определенной продукции для заказчика целесообразно. Наиболее целесообразно и возможно такое в исследовательских прикладных испытаниях и на стадии разработки изделия.
Утилизация испытательных образцов.
Правило обращения с образцами после испытаний д.б. описаны программой испытаний.
Для материалов характерно нарушение их служебных свойств, частичное или полное нарушение, расходование или повреждение. Такие образцы описываются, маркируются, консервируются, если надо и складируются на определенный срок. В дальнейшем они возвращаются заказчику или утилизируются и то и другое оформляется актом.
С образцами сложной техники и приборов обычно поступают иначе. При испытаниях не все их доводят до негодности. Как правило полностью или частично исчерпывается ресурс только по отдельным показателям. Такие образцы как правило испытывают повторно. Или продают, или разбирают на запчасти, или ремонтируют. При этом оговаривают режимы и сроки их эксплуатации. При испытаниях единичных или уникальных объектов программу испытаний строят так, чтобы не ухудшить характеристики объекта. Если это не возможно, испытания проводят на макетах.
№24 а Классификация и общая характеристика основных методов контроля качества.
Статистические методы, применяемые для анализа состояния технологических процессов, могут быть разукрупнены на простейшие и классические. Их освоение следует начинать с применения «семи простых инструментов MQ», которые включают: контрольные листки, расслоение (стратификация), графики, диаграммы Парето, причинно-следственные диаграммы (диаграммы Исикавы или в другой транскрипции Ишикавы), гистограммы, диаграммы рассеивания (разброса), контрольные карты.
Все статистические методы базируются на имеющейся информации и понятии разброса. Применение каждого из этих методов должно начинаться со сбора необходимых данных. При этом необходимо четко сформулировать цель сбора интересующих нас сведений (анализ состояния технологических процессов, контроль, прогнозирование качества продукции), а также позаботиться об упорядочении получаемых данных, чтобы облегчить их последующую обработку. Сбор первичной информации рекомендуется вести с помощью контрольных листков. Собственно, контрольный листок не относится к «семи инструментам контроля качества». Заполнение контрольных листков является вспомогательным методом для использования гистограмм, диаграмм Парето, контрольных карт и т.п.
0. Контрольный листок — основная форма сбора первичных данных, их фиксации и упорядочения для дальнейшего использования.
Контрольные листки используются при проведении входного, текущего и выходного контроля материалов, деталей, узлов, блоков, готовой продукции; при анализе оборудования и технологических процессов, анализе брака и во многих других случаях. При этом формы листков могут быть самыми разнообразными и разрабатываются в зависимости от поставленной задачи с целью сбора конкретных данных, необходимых и достаточных для решения этой задачи.
При подготовке контрольных листков необходимо обращать внимание на следующее:
способы заполнения контрольных листков должны быть предельно простыми (например, значки х, о, v или простые цифры);
наглядность и полноту полученных данных;
число пунктов проверки должно быть оптимальным (по возможности меньшим);
форма контрольного листка должна быть простой, чтобы не затруднять заполнение, чтение, проверку, а также удобной для суммирования и анализа данных.
Контрольные листки составляют в строгом соответствии с поставленной целью так, чтобы на основе собранных данных можно было выработать правильную стратегию по улучшению работ; формы и методы применения контрольных листков должны постоянно совершенствоваться; исполнителей и всех лиц, которые заполняют контрольные листки, предварительно обучают и инструктируют, так как ошибки при заполнении листков влекут за собой ошибочные выводы.
Сущность статистической концепции заключается в том, что решения принимаются только на основе достоверных и корректных данных. Одним из наиболее простых и эффективных статистических методов, широко используемых для получения корректной информации, является метод расслоения. Говорят: «Без расслоения нет менеджмента качества».
1. Расслоение (стратификация) - инструмент, позволяющий произвести селекцию данных в соответствии с различными факторами.
Существуют различные методы расслоения, применение которых зависит от конкретных задач. Они применяются для выяснения действия отдельных причин на какую-либо величину или явление. В соответствии с этим методом производят расслоение данных, т.е. группируют данные в зависимости от условий их получения и производят обработку каждой группы данных в отдельности. Например, данные, относящиеся к изделию, изготовляемому в цехе на рабочем месте, могут в какой-то мере различаться в зависимости от исполнителя, технологических процессов, используемого оборудования, условий работы и т.д. Все эти отличия могут быть факторами расслоения. В производственных процессах часто используется метод 5М, учитывающий факторы, зависящие от человека (men), машины (machine), материала (material), метода (method), измерения (measurement).
Обычно при исследовании производственной проблемы расслоение осуществляется по следующим факторам:
по исполнителям — по квалификации, полу, стажу работы и т.д.;
расслоение по оборудованию и машинам — по новому и старому оборудованию, марке, конструкции, сроку службы и т.д.;
материалу — по качеству сырья, партии, месту производства, сроку выпуска и т.д.;
способу производства — технологическому приему, месту производства, условиям производства и т.д.;
измерению — по методу измерения, типу измерительных средств или их точности и т.д.
Пусть одноименные детали изготовляются на нескольких станках. В этом случае всегда существует некоторая разница в технических данных этих станков, которая является причиной разброса характеристик производимых изделий. Поэтому можно получить ценную информацию о причинах дефектов, если анализировать не совокупные данные, а расслоенные по станкам, на которых были изготовлены детали. Влияние на разброс показателей качества деталей оказывают и другие факторы: квалификация и внимание исполнителей, качество исходных материалов, методы и условия производства, время изготовления и т.д. Проводя расслоение также и по этим факторам, можно значительно углубить анализ и повысить обоснованность заключений. Рассматривая каждый фактор, по которому проводится расслоение, можно выявить факторы второго порядка, оказывающие влияние на разброс показателей качества, зависящих от того или иного фактора первого порядка. Поэтому часто проводится расслоение еще и по факторам второго, а если окажется необходимым, то и третьего порядка.
Расслоение используется в случае применения других статистических методов: при построении причинно-следственных диаграмм; диаграмм Парето; гистограмм и контрольных карт.
2. График — инструмент, позволяющий наглядно представить, облегчить понимание смысла и выявить закономерности, которым подчиняется рассматриваемая группа данных.
График дает возможность не только оценить состояние на данный момент, но и спрогнозировать более отдаленный результат по тенденции (тренду) процесса, которую можно в нем обнаружить, а, следовательно, наметить меры, которые могут предупредить ухудшение состояния или улучшить положительный результат.
Различают следующие виды графиков:
выраженный ломаной линией;
столбчатый; круговой; ленточный; Z-образный;
«радиационная» диаграмма;
карта сравнения плановых и фактических показателей.
График, выраженный ломаной линией, применяется для выражения временных изменений, например, изменение с течением времени доли дефектных изделий или процент выхода годных изделий. По оси ординат на таком графике откладывают значение соответствующей величины, а по оси абсцисс — время. Нанесенные на график точки соединяют прямыми отрезками. Эффективность полученной информации возрастает, если при анализе данных расслоить их по таким факторам, как изделие, оборудование, участок и т.д. Пример такого графика для выражения изменения доли дефектных изделий по годам приведен на рис. 4.
Столбчатый график представляет количественную зависимость, выражаемую высотой столбика, таких факторов, как сумма потерь в результате брака от процесса, виды причины брака изделия и т.д. Разновидностями столбчатого графика являются гистограммы и диаграммы Парето. При построении столбчатого графика по оси ординат откладывают количество, по оси абсцисс - факторы; каждому фактору соответствует столбик. Примеры столбчатых графиков показаны на рис. 9—11.
Круговым графиком выражают соотношение составляющих какого-либо целого параметра и всего параметра в целом, например: соотношение типов деталей и общее число деталей; соотношение элементов, составляющих себестоимость изделия, и целое число, выражающее себестоимость и т.д. Целое принимается за 100% и выражается полным кругом. Составляющие выражаются в виде секторов круга и располагаются по кругу в направлении движения часовой стрелки, начиная с элемента, имеющего наибольший процент вклада в целое, в порядке уменьшения процента вклада. Последним ставится элемент «прочие». На круговом графике легко выделить сразу все составляющие и их соотношение. Пример кругового графика показан на рис. 5, где представлено соотношение распределений видов отказов изделий.
По графику, можно оценить соотношение составляющих видов отказов изделия. Если провести их расслоение, проанализировать причины и сравнить, по отдельным периодам, то можно получить информацию, которая позволит провести мероприятия по снижению вероятности отказов изделия.
Ленточный график используют для наглядного представления соотношения составляющих какого-либо параметра и одновременно для выражения изменения этих составляющих с течением времени, например: для представления причин отказов с течением времени и изменения их по месяцам.
При построении ленточного графика прямоугольник графика делят на зоны пропорционально составляющим или в соответствии с количественными значениями, и по длине ленты размечают участки в соответствии с соотношением составляющих по каждому фактору. Систематизируя ленточный график так, чтобы ленты располагались в последовательном временном порядке, можно оценить изменение составляющих с течением времени.
Z -образный график используют для оценки общей тенденции при регистрации по месяцам фактических данных, таких как число дефектных изделий, объем производства. объем сбыта и т.д.
График строится следующим образом: откладываются значения параметра (например, число дефектных изделий) по месяцам (за период одного года) с января по декабрь и соединяются отрезками прямой - получается график, образуемый ломаной линией; вычисляется кумулятивная сумма за конкретный месяц и строится соответствующий график; вычисляются итоговые значения, изменяющиеся от месяца к месяцу (меняется итог) и строится соответствующий график, образуемый ломаной линией. За меняющийся итог принимается в данном случае итог за год, предшествующий данному месяцу. Общий график, включающий три построенных указанным образом графика, имеет вид буквы 2, отчего он и получил свое название. По меняющемуся итогу можно определить тенденцию изменения за длительный период. Вместо меняющегося итога можно наносить на график планируемые значения и проверять условия достижения этих значений.
«Радиационная» диаграмма. Этот график строится следующим образом: из центра круга к окружности проводятся по числу факторов прямые линии (радиусы). На эти радиусы наносят деления градуировки и откладывают значения данных. Точки, которыми обозначены отложенные значения, соединяют отрезками прямой. Таким образом, «радиационная» диаграмма представляет собой комбинацию кругового и линейного графиков. Числовые значения, относящиеся к каждому из графиков, сравнивают со стандартными значениями и значениями, достигнутыми другими фирмами. Поскольку график отличается высокой наглядностью, его используют для анализа управления предприятием, оценки качества и т.д.
Карта сравнения плановых и фактических показателей. Карту нельзя отнести к графикам непосредственно, но это также метод визуализации данных. Она представляет собой таблицу, у которой по вертикали в две строки проставляются плановые и фактические достигнутые показатели, а по горизонтали — дата получения данных. Таблица наглядно показывает состояние выполнения плана. Такая карта применяется в случаях контроля распределения нагрузки на исполнителей или оборудование за определенный период, для оценки состояния выполнения работы за определенный период и т.д.
Таблица позволяет сравнить плановые и фактические показатели и вынести решение о степени отставания от плана. В случае отставания выясняется причина отставания и намечаются меры по ее устранению. Таблица может быть использована также для отдельных видов оборудования, отдельных операций, для тем мероприятий по повышению качества.
На промышленных предприятиях постоянно возникают всевозможные проблемы: появление брака, неполадки оборудования, задержка сроков поставок исходного сырья и материалов и т.д. Поиск решения этих проблем начинают с их классификации по отдельным факторам, сбора и анализа данных отдельно по группам проблем. Из анализа этих факторов часто обнаруживается, что в большинстве случаев большинство дефектов и связанных с ними потерь возникает из-за относительно небольшого числа причин, а материальных потерь на их долю приходится 70-80% (постулат Парето). Чтобы выяснить, какие из этих факторов являются основными, строят диаграмму Парето и проводят ее анализ.
3. Диаграмма Парето — инструмент, позволяющий объективно представить и выявить основные причины, влияющие на исследуемую проблему.
Диаграмма Парето позволяет установить основные факторы, с которых нужно начинать действовать с целью преодоления возникающих проблем.
Различают два вида диаграмм Парето: по результатам деятельности и по причинам.
Диаграмма Парето по результатам деятельности предназначена для выявления главной проблемы и отражает следующие нежелательные результаты деятельности:
качество: несоответствия, ошибки, рекламации, ремонт, возвраты продукции;
себестоимость: объем потерь, затраты;
сроки поставок: нехватка запасов, ошибки в составлении счетов и срыв сроков поставок;
безопасность: несчастные случаи, аварии.
Диаграмма Парето по причинам отражает причины проблем, возникающих в ходе производства, и используется для выявления главной из них:
исполнитель работы: смена, бригада, возраст, опыт работы, квалификация, индивидуальные характеристики;
оборудование: станки, агрегаты, инструменты, оснастка, организация использования, модели, штампы;
сырье: изготовитель, вид сырья, партия;
метод работы: условия производства, приемы работы, последовательность операций;
измерения: точность, воспроизводимость, стабильность, тип измерительного прибора.
Построение диаграммы Парето состоит из следующих этапов.
Этап 1. Определите, какие проблемы необходимо исследовать и как собирать данные; как их классифицировать. Установите метод и период сбора данных.
Этап 2. Разработайте контрольный листок для регистрации данных с перечнем видов собираемой информации.
Этап 3. Заполните листок регистрации данных и подсчитайте итоги.
Этап 4. Разработайте бланк таблицы для проверок данных, предусмотрев в нем график для итогов по каждому проверенному признаку в отдельности, накопленной суммы числа дефектов, процентов к общему итогу и накопленных процентов (см. табл. 2).
При этом расположите данные, полученные по каждому признаку (фактору), в порядке значимости и заполните таблицу, учитывая, что группу «прочие» (в нашем случае код дефектов 8) всегда записывают в последнюю строку.
Этап 5. Начертите одну горизонтальную и две вертикальные оси.
Вертикальные оси: на левую ось нанесите шкалу с интервалом от 0 до числа, соответствующего общему итогу; на правую ось - шкалу с интервалами от 0 до 100%.
Горизонтальная ось — разделите ее на интервалы в соответствии с числом контролируемых признаков.
Этап 6. Постройте столбчатый график, где каждому виду брака соответствует прямоугольник (столбик), вертикальная строка которого соответствует значению суммы потерь от этого вида брака (основания всех прямоугольников равны).
Этап 7. Начертите кумулятивную кривую (кривую Парето). На вертикалях, соответствующих правым концам каждого интервала на горизонтальной оси, нанесите точки накопленных сумм (результатов или процентов) и соедините их между собой отрезками прямых.
Полученный график называется диаграммой Парето.
Этап 8. Нанесите на диаграмму все обозначения и надписи: надписи, касающиеся диаграммы (название, разметка числовых значений на осях, наименование контролируемого изделия, имя составителя диаграммы) и данных (период сбора информации, объект исследования и место его проведения, общее число объектов контроля).
Данные, представляемые в виде диаграммы Парето, нужны для корректной оценки состояния и разработки мероприятий по улучшению работы. Поэтому очень важно, чтобы таким анализом владели непосредственные исполнители - рабочие, контролеры, руководители производственных участков.
Качество изделий обеспечивается в процессе их изготовления и является результатом действия системы факторов и причин, составляющих процесс. При этом для производства изделий, качество которых удовлетворяло бы запросам потребителей, прежде всего, необходимо наиболее важным показателям качества (являющимся следствием) поставить в соответствие различные факторы производства (составляющие систему причинных факторов). Для этого важно хорошо понимать и контролировать зависимость между характеристиками качества и параметрами процесса. В этих случаях удобно использовать так называемую причинно-следственную диаграмму, которую часто называют диаграммой Исикавы или Ишикавы (по имени ее автора), диаграммой "причина-следствие", "рыбий скелет".
4. Причинно-следственная диаграмма - инструмент, позволяющий выявить отношение между показателями качества и воздействующими на них факторами.
С помощью причинно-следственной диаграммы можно решать широкий спектр конструкторских, технологических, организационных, экономических, социальных и других проблем. Изучаемая проблема условно изображается в виде прямой горизонтальной стрелки. Факторы, прямо или косвенно влияющие на проблему, изображаются наклонными стрелками, направленными к соответствующим следствиям. При поиске причин важно понимать, что характеристики, являющиеся следствием, обязательно испытывают разброс. Поиск среди этих причин факторов, оказывающих особенно большое влияние на разброс характеристик (т.е. результат), называют исследованием причин.
Алгоритм построения причинно-следственной диаграммы:
1. Выбор проблемы для решения («узкого места») — прямая горизонтальная стрелка.
2. Выявление наиболее существенных факторов, влияющих на проблему (причины первого порядка) — наклонные большие стрелки.
3. Раскрытие существенных факторов — выявление причин, влияющих на эти факторы (причины второго, третьего и последующих порядков) — маленькие наклонные стрелки.
4. Анализ и уточнение схемы: ранжирование факторов по их значимости; установление тех причин, которые в данный период времени поддаются корректировке.
5. Установление уровня, до которого должны быть доведены факторы, подлежащие корректировке.
6. Выявление производственных участков, отделов, конкретных лиц, ответственных за доведение корректируемых факторов до установленного уровня.
7. Разработка формы документа с целью слежения за корректируемыми факторами. Установление конкретных лиц, ответственных за достоверность информации.
8. Составление плана дальнейших действий — разработка мероприятий на перспективу. Установление ответственных лиц.
Определение причин, оказывающих наибольшее влияние на результаты, удобно производить по диаграмме Парето (см. п. 4). Часто применяют совместный анализ причинно-следственной диаграммы и диаграммы Парето.
В сложных случаях для выявления того, какие из причин наиболее важны, можно выяснить мнение участников анализа о ранжировании факторов, а затем с помощью диаграммы Парето выделить набравшие максимальное число голосов. При этом систематизацию причин следует проводить, рассматривая их в последовательности: от «маленьких стрелок» к «средним» и от «средних» к «большим».
Основу любого исследования (анализа) составляют данные, полученные в результате контроля и измерения одного или нескольких параметров изделий (информация о качестве). Во всех без исключения отраслях промышленности требуется проведение анализа точности и стабильности технологического процесса, осуществление наблюдений за качеством продукции и отслеживание различных показателей производства. Путем измерения параметров соответствующими средствами получают ряд данных, представляющих собой неупорядоченную последовательность значений параметра, на основе которых невозможно сделать корректные выводы. Поэтому для осмысления информации о качестве (статистических данных) часто строят гистограмму распределения.
5. Гистограмма - инструмент представления данных, сгруппированных по частоте попадания в определенный (заранее заданный) интервал.
Это столбиковая диаграмма, служащая для графического представления имеющейся количественной информации. При простоте построения гистограмма дает много полезной информации о разбросе качественных показателей, средних значениях, о точности и стабильности технологических процессов, о точностных возможностях технологического оборудования.
Гистограмма применяется главным образом для анализа значений измеряемых параметров, но может использоваться и для различных значений. Благодаря простоте построения и наглядности гистограммы нашли применение в самых разных областях.
Анализ гистограммы позволяет сделать заключение о состоянии процесса, однако если неясны условия контроля процесса или временные изменения, необходимо в комбинации с гистограммой использовать также контрольные карты и график, представляемый ломаной линией.
Поскольку гистограмма выражает условия процесса за период, в течение которого были получены данные, важную информацию может дать форма распределения гистограммы в сравнении с контрольными нормативами.
Различают следующие модификации формы гистограмм:
с двусторонней симметрией (нормальное распределение). Гистограмма с таким распределением встречается чаще всего. Она указывает на стабильность процесса;
вытянутая вправо — такую форму с плавно вытянутым вправо основанием гистограмма принимает в случае, когда невозможно получить значения ниже определенного, например, для диаметра деталей и т.д.;
вытянутая влево — такую форму с плавно вытянутым влево основанием гистограмма принимает в случае, когда невозможно получить значения выше определенного;
двугорбая - содержит два возвышения с провалом между ними и отражает случаи объединения двух распределений с разными средними значениями, например, в случае наличия разницы между двумя видами материалов, между двумя операторами и т.д. В этом случае можно провести расслоение по двум видам фактора, исследовать причины различия и принять соответствующие меры для его устранения;
в форме обрыва, у которой как бы обрезан один край (или оба) — представляет случаи, когда, например, отобраны и исключены из партии все изделия с параметрами ниже контрольного норматива (или выше контрольного норматива, или те и другие);
с отдельным островком — такой гистограммой выражаются случаи, когда была допущена ошибка при измерениях, когда наблюдались отклонения от нормы в ходе процесса и т. д. По результатам анализа гистограммы делают заключение о необходимости настройки измерительного прибора или срочного осуществления контроля параметров процесса и применяют соответствующие меры;
не имеющая высокой центральной части — такая гистограмма получается в случаях, когда объединяются несколько распределений, в которых средние значения имеют небольшую разницу между собой. Анализ такой гистограммы целесообразно проводить, используя метод расслоения.
В тех случаях, когда известна норма, отмечают прямыми линиями верхнюю и нижнюю границы нормы (устанавливают контрольные нормативы) для сравнения с ними распределения, выраженного гистограммой. По гистограмме в этом случае сразу ясно, попадает ли гистограмма в интервал между контрольными нормативами. Если норму определить нельзя, на график наносят точки, отображающие запланированные значения, и проводят через них линии для сравнения с ними гистограммы. допущена ошибка при измерениях, когда наблюдались отклонения от нормы в ходе процесса и т.д. По результатам анализа гистограммы делают заключение о необходимости настройки измерительного прибора
В процессе исследования (анализа) часто приходится выяснять, существует ли зависимость между двумя различными параметрами процесса. Например, зависит ли качество собранного изделия от качества входных комплектующих деталей и узлов. Для выявления зависимости между показателями качества и основными факторами производства, а также корреляционной зависимости между факторами используют диаграммы разброса (рассеивания), которые также называют полем корреляции.
6. Диаграмма разброса (рассеивания) - инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных.
Диаграмма рассеивания дает возможность выдвинуть гипотезу о наличии или отсутствии корреляционной связи между двумя случайными величинами, которые могут относиться к характеристике качества и влияющему на нее фактору либо к двум различным характеристикам качества, либо к двум факторам, влияющим на одну характеристику качества.
При наличии корреляционной зависимости между двумя факторами значительно облегчается контроль процесса с технологической, временной и экономической точек зрения.
Построение диаграммы разброса выполняется в следующей последовательности.
1. Соберите парные данные (X, Y), между которыми вы хотите исследовать зависимость, и расположите их в таблицу. Желательно не менее 30 пар данных, так как в противном случае результаты анализа недостаточно достоверны.
2. Введите на плоскости систему координат 0ХY, причем шкалы на горизонтальной и вертикальной осях подбираются таким образом, чтобы обе длины рабочих частей получились примерно одинаковыми, тогда диаграмму будет легче читать. Возьмите на каждой оси от 3 до 10 градаций и используйте для облегчения чтения круглые числа.
3. Каждую пару данных отметьте на координатной плоскости точкой с координатами (X, Y). Если в разных наблюдениях получаются одинаковые значения, покажите эти точки либо рисуя концентрические кружки, либо нанося вторую точку вместе с первой.
4. Сделайте все необходимые обозначения: название диаграммы; интервал времени; число пар данных; названия и единицы измерения для каждой оси; данные о составителе диаграммы.
При наличии корреляционной зависимости можно осуществить контроль только одной (любой) из двух характеристик. При этом характер корреляционной зависимости, который определяется видом диаграммы разброса, дает представление о том, каким изменениям будет подвержен один из параметров при определенных изменениях другого. Так, при увеличении Х на диаграмме (рис. 13) Y также будет увеличиваться (прямая корреляция). В этом случае при осуществлении контроля за причинным фактором X характеристика Y будет оставаться стабильной.
На рис.14 показан пример обратной (отрицательной) корреляции. При увеличении X характеристика Y уменьшается. Если причинный фактор X находится под контролем, характеристика Y остается стабильной.
На рис.15 показан пример отсутствия корреляции, когда никакой выраженной зависимости между Х и Y не наблюдается. В этом случае необходимо продолжить поиск факторов, коррелирующих с Y, исключив из этого поиска фактор X.
Между параметрами Х и Y возможны также случаи криволинейной корреляции (рис.16). Если при этом диаграмму разброса можно разделить на участки, имеющие прямолинейный характер, проводят такое разделение и исследуют каждый участок в отдельности.

Существуют различные методы оценки степени корреляционной зависимости. Одним из них является метод вычисления коэффициента корреляции r по формуле
![]() ,
(4)
,
(4)
где
![]() ,
,
![]() —-
значения параметров Х
и Y
для i-го
измерения;
—-
значения параметров Х
и Y
для i-го
измерения;
![]() ,
,
![]() — средние арифметические значения
величин Х
и Y;
п
— число измерений в выборке (объем
выборки).
— средние арифметические значения
величин Х
и Y;
п
— число измерений в выборке (объем
выборки).
Если r=±1, это свидетельствует о наличии корреляционной зависимости, если r=0, корреляционная зависимость отсутствует. Чем ближе коэффициент корреляции к единице, тем теснее зависимость между параметрами.
Более простым методом анализа степени корреляционной зависимости считается метод медиан, удобный при исследовании технологических процессов с использованием данных, полученных на рабочем месте.
На диаграмме
разброса проводится вертикальная линия
медианы и горизонтальная линия медианы.
Выше и ниже горизонтальной медианы,
справа и слева от вертикальной медианы
будет равное число точек. Если число
точек окажется нечетным, следует провести
линию через центральную точку. В каждом
из четырех квадрантов, получившихся в
результате разделения диаграммы разброса
вертикальной и горизонтальной медианами,
подсчитывают число точек и обозначают
![]() ,
,
![]() ,
,
![]() ,
,
![]() соответственно. Точки, через которые
прошла медиана, не учитываются. Отдельно
складывают точки в положительных и
точки в отрицательных квадрантах:
соответственно. Точки, через которые
прошла медиана, не учитываются. Отдельно
складывают точки в положительных и
точки в отрицательных квадрантах:
Для определения
наличия и степени корреляции но методу
медианы используется специальная
таблица кодовых значений, соответствующих
различным k
при двух значениях коэффициента риска
![]() (0,01 и 0,05).
(0,01 и 0,05).
Сравнивая меньшее
из чисел
![]() и
и
![]() с кодовым значением, соответствующим
значению k,
делают заключение о наличии и характере
корреляции. Если меньшее из чисел
и
оказывается равным или меньше табличного
кодового значения, то корреляционная
зависимость имеет место.
с кодовым значением, соответствующим
значению k,
делают заключение о наличии и характере
корреляции. Если меньшее из чисел
и
оказывается равным или меньше табличного
кодового значения, то корреляционная
зависимость имеет место.
Погрешности производства вызывают неизбежное рассеивание и (или) устранимое рассеивание (разброс) показателей качества. Неизбежное рассеивание обусловлено изменениями качества сырья и материалов, а также изменениями в условиях производства - температуры, влажности воздуха, режимов резания и т.д. Устранимое рассеивание вызвано систематическими погрешностями производства: использование нестандартного сырья и материалов, нарушение технологического режима, недоработка технологической документации, неожиданная разладка оборудования, средств измерений и т.д. Для отражения изменений показателей качества во времени используют метод контрольных карт, который, в отличие от вышеописанных статистических методов, позволяет не только отслеживать состояние процесса во .времени, но и воздействовать на процесс до того, как он выйдет из-под контроля.
7. Контрольные карты — инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него, предупреждая его отклонения от предъявляемых к процессу требований.
Контрольная карта - графическое представление динамики процесса, состоящее из центральной линии, контрольных границ (границ регулирования) и конкретных значений имеющихся статистических данных, позволяющее оценить степень статистической управляемости процесса. Основные задачи, которые должны решать контрольные карты, следующие:
давать информацию о том, находится ли процесс под статистическим контролем;
четко показывать отклонения и сигнализировать о систематических дефектах;
обеспечивать мероприятия по улучшению процесса.
Контрольные карты (КК) находят широкое применение при анализе и регулировании технологических процессов (ТП). Если точки, наносимые на КК, не выходят за границы регулирования, то ТП считают протекающим стабильно. Такое расположение точек расценивают как неизбежное рассеивание показателей качества, не требующее вмешательства в ход процесса. Если же точки на карте выходят за контрольные границы, то считается, что с ТП возникли какие-то систематические погрешности, которые должны быть выявлены и устранены. Контрольные карты являются источником полезной информации, так как помимо рассеивания показателей качества позволяют дать вероятностную оценку средних значений, т.е. уровня настройки ТП. Благодаря указанным свойствам карты являются одним из эффективных средств анализа и совершенствования ТП.
Основным видом по количественному признаку является контрольная карта ( -R). В тех случаях, когда показатели качества определяются качественными данными, например, степенью загрязнения или интенсивностью окрашивания, которые трудно выразить в количественном виде, обычно применяют контрольные карты по альтернативному признаку. Наибольшее распространение в практике отечественных и зарубежных предприятий получили p- карты, np- карты, с- карты, u- карты. Доля (процент) дефектных изделий (р), число бракованных изделий (пр) статистически описывается биноминальным законом распределения.
Карта- пр (карта числа дефектных изделий) строится аналогично и применяется в тех случаях, когда объем проверенных изделий п является постоянным (п=const).
Контрольные p- карты и np- карты строятся на основе биноминального распределения.
С- карта — карта контроля суммарного числа дефектов. В основе использования С- карты лежит распределение Пуассона и постоянство объема проверяемых изделий (и= const). В этом случае степень отклонения от требуемых норм можно выразить суммарным числом дефектов С, обнаруженных в проверяемых изделиях
U- карта (карта контроля числа дефектов на единицу продукции) может применяться при условии переменного числа проверяемых изделий п и является более информативной (по сравнению с С- картой), так как является конкретным показателем ТП, особенно когда речь идет об исправлении дефектов. Применение U- карты совместно с контрольным листком дает прекрасные результаты и позволяет существенно уменьшить дефектность, повысить стабильность и улучшить качество технологических процессов.
Планы выборочного контроля
Основное назначение
Общая проблема, с которой сталкиваются инженеры по контролю качества, состоит в том, чтобы определить, сколько изделий из партии (например, полученной от поставщика) необходимо исследовать, чтобы быть уверенными в том, что изделия этой партии обладают приемлемым качеством. Допустим, что у вашей автомобильной компании есть поставщик поршневых колец для небольших двигателей, и ваша цель – разработать процедуру выборочного контроля поршневых колец в присылаемых партиях, обеспечивающую требуемое качество. В принципе эта проблема сходна с проблемой, рассмотренной в разделе Контроль качества, где обсуждаются вопросы статистического контроля качества промышленной продукции.
Выборочный контроль при приемке. Процедуры выборочного контроля применяются в том случае, когда нужно решить, удовлетворяет ли определенным спецификациям партия изделий, не изучая при этом все изделия. В силу природы проблемы – принимать или не принимать партию изделий – эти методы иногда называют статистическим приемочным контролем
Преимущества над полным контролем. Очевидное преимущество выборочного контроля над полным (сплошным) контролем партии состоит в том, что изучение только выборки (а не всей партии) требует меньшего времени и финансовых затрат. В некоторых случаях исследование изделия является разрушающим (например, испытание стали на предельную прочность), и сплошной контроль уничтожил бы всю партию. Наконец, с точки зрения управления производством, отбраковка всей партии или поставки от данного поставщика (на основании выборочного контроля) вместо браковки лишь определенного процента дефектных изделий (на основании сплошного контроля) часто заставляет поставщиков строже придерживаться стандартов качества.
№24 Статистический приемочный контроль. Теория выборочного контроля. Проверка статистических гипотез.
Статистический приемочный контроль.
Статистический приемочный контроль качества продукции (сокращенное название — статистический приемочный контроль) это выборочный контроль качества продукции, основанный на методах математической статистики и применяемый при проверке соответствия качества продукции установленным требованиям. Цель статистического приемочного контроля состоит в оценивании качества контролируемой партии продукции и принятии на основе этого оценивания решения: "партию принять" или "партию отклонить".
Уровень дефектности это доля дефектных единиц продукции или число дефектов на сто единиц продукции. В свою очередь, доля дефектных единиц продукции есть отношение числа дефектных единиц продукции к общему числу единиц продукции в партии. Обычно уровень дефектности продукции выражают в процентах.
Входным уровень дефектности называют для партии, поступающей на контроль, выходным для отправляемой партии. Численные критерии качества контролируемых партий, это приемочный уровень дефектности и браковочный уровень дефектности. Приемочный уровень дефектности есть максимальный уровень дефектности (для одиночных партий) или средний уровень дефектности (для последовательности партий), который для целей приемки продукции рассматривается, как удовлетворительный. Приемочному уровню дефектности для данного плана контроля соответствует максимально возможная вероятность приемки. Браковочный уровень дефектности есть минимальный уровень дефектности в одиночной партии, который, для целей приемки продукции рассматривается как неудовлетворительный
. Риск поставщика это вероятность браковки партии продукции, обладающей приемочным (приемлемым) уровнем дефектности.
Риск потребителя это вероятность приемки партии продукции, обладающей браковочным уровнем дефектности (просачивание).
Для принятия решения о приёмке или браковке контролируемой партии необходимы контрольные нормативы - приемочное и браковочное числа.
Приемочное число это контрольный норматив, являющийся критерием для приемки партии продукции и равный максимальному числу дефектных единиц (дефектов) в выборке или пробе в случае статистического приемочного контроля по альтернативному признаку или соответствующему предельному значению контролируемого параметра в выборке или пробе в случае статистического приемочного контроля по количественному признаку.
Браковочное число это контрольный норматив, являющийся критерием для браковки партии продукции, равный минимальному числу дефектных единиц (дефектов) в выборке или пробе в случае статистического приемочного контроля по альтернативному признаку или соответствующему предельному значению контролируемого параметра в выборке или пробе в случае статистического приемочного контроля по количественному признаку.
План контроля, это совокупность требований и правил, обуславливающих принятие решения о приемке или браковке партии продукции.
План контроля устанавливает: объем контролируемой партии, уровень и вид контроля, тип плана выборочного контроля, объем выборки, контрольные нормативы, решающие правила.
Эффективность плана контроля определяется оперативной характеристикой, которая устанавливает взаимосвязь в виде уравнения, графика или таблицы между установленным планом контроля, вероятностью приемки партии и величиной, характеризующей качество этой продукции.
Контролируемая партия продукции есть совокупность единиц продукции одного наименования, типономинала или типоразмера и исполнения, произведенная в течение определенного интервала времени в одних и тех же условиях и одновременно представленная для контроля (ГОСТ 15895). В зависимости от условий производства статистический приемочный контроль используют для приемки продукции, поступающей на контроль, как в виде полностью сформированных партий продукции, так и в виде несформированных партий, когда единицы продукции поступают на контроль по мере их производства.
Контролируемая партия продукции может подвергаться сплошному или выборочному контролю. При сплошном контроле каждую единицу продукции из партии подвергают контролю, в результате можно выявить все дефектные единицы продукции и заменить их на годные, тем самым доведя уровень дефектности до минимального значения (учитывая, что могут быть пропущены скрытые дефекты). При выборочном контроле из контролируемой партии продукции извлекают случайным образом выборки (для штучной продукции) или пробы (для нештучной продукции), по результатам контроля которых судят о качестве партии в целом. В этом случае уровень дефектности может быть доведен лишь до некоторого заранее установленного значения.
Риск ошибочных решений
При выборочном
контроле не всегда принимается правильное
решение о качестве контролируемой
партии. Объясняется это тем, что решение
основано на оценке входного уровня
дефектности, которая не всегда бывает
точной. В силу этого при выборочном
контроле неизбежны риски ошибочных
решений: можно ошибочно забраковать
хорошую партию - этот риск называют
риском поставщика и обозначают
![]() и можно ошибочно принять плохую партию
- этот риск называют риском потребителя
и обозначают
и можно ошибочно принять плохую партию
- этот риск называют риском потребителя
и обозначают
![]() .
.
Желательно выбирать план контроля с возможно меньшими рисками, однако следует учитывать, что их уменьшение достигается за счет увеличения объема контроля и, соответственно, трудоемкости контроля. Поэтому необходимо находить в каждом конкретном случае оптимальный план контроля.
При объеме контроля, равном объему партии, т. е. при сплошном контроле, риски и могут быть сведены к нулю, если при этом выявляются все дефекты. Величина рисков для каждого плана контроля определяется по оперативной характеристике, указанной в соответствующем стандарте на приемочный контроль.
Оперативная характеристика плана контроля и ее назначение
Оперативная характеристика плана выборочного контроля есть выраженная уравнением, графиком или таблицей зависимость вероятности приемки партии продукции от входного уровня дефектности.
Вероятность Р приемки партии можно истолковать как ожидаемый процент партий (если Р выражается в процентах), которые будут приняты данным планом контроля при определенном входном уровне р дефектности, из числа предъявленных партий на контроль. Это ожидаемое значение будет тем больше соответствовать фактическому проценту принятых данным планом контроля партий продукции, чем для большего числа контролируемых партий оно оценено.
При выборочном контроле вероятность приемки партий всегда меньше ста процентов. Это объясняется тем, что здесь неизбежны риски ошибочных решений — риск поставщика и риск потребителя . Величины и легко определяются с помощью оперативной характеристики. Величина риска определяется из соотношения:
=
100 —
![]() ,.
,.
где — вероятность приемки партии при заданном приемочном уровне дефектности.
Величина риска
равна вероятности приемки партии с
браковочным уровнем дефектности,
т.е.
=![]() ,
,
где — вероятность приемки партии с браковочным уровнем дефектности.
Итак, по оперативной характеристике оценивается эффективность выбранного плана контроля. Чем меньше риски и при равных исходных данных, тем эффективнее выбранный план контроля.
Последовательность этапов внедрения статистического приемочного контроля
Внедрение статистического приемочного контроля необходимо осуществлять в первую очередь в тех случаях, когда используется выборочный контроль. Можно также внедрять статистический приемочный контроль вместо сплошного контроля и в тех случаях, когда сплошной контроль неэффективен. Это может иметь место, когда приходится контролировать большие партии с большим числом параметров, т.е. когда сплошной контроль очень трудоемок. В таких случаях контролер не в состоянии проводить контроль без ошибок. Замена сплошного контроля на выборочный позволяет существенно сократить трудоемкость контроля. За счет более тщательного проведения выборочного контроля такая замена обычно дает хороший результат и существенно облегчает работу контролера.
Статистический приемочный контроль осуществляют в соответствии с выбранным планом контроля. Одним из главных параметров плана контроля является приемочный уровень дефектности (обозначается AQL). Значением AQL определяется допустимый процент дефектной продукции в контролируемой партии.
Приемочный уровень
дефектности устанавливается обоюдным
согласием двух сторон - изготовителя и
потребителя. Вез значения AQL план контроля
выбрать невозможно, поэтому внедрение
статистического приемочного контроля
необходимо начинать с решения этой
задачи. Для этого необходимо знать
фактический уровень дефектности при
нормальных условиях производства (т.е.
при нормальном качестве комплектующих,
материалов, сырья, при отлаженном
оборудовании и т.п.). Фактический уровень
дефектности
![]() может
определить ОТК, где имеется вся необходимая
для этого информация. Значение
служит ориентиром для выбора значения
АQL.
может
определить ОТК, где имеется вся необходимая
для этого информация. Значение
служит ориентиром для выбора значения
АQL.
Естественно стремление потребителя выбрать возможно наименьшее значение AQL, а стремление изготовителя выбирать возможно большее значение. Выбор того или иного значения AQL затрагивает как изготовителя, так и потребителя. Так, если значение AQL выбрано значительно меньше фактического уровня дефектности, то это ставит изготовителя в крайне затруднительное положение, поскольку при этом существенно уменьшается вероятность приемки партий. Если же, напротив, значение АQL выбрано большим фактического значения , то при этом потребитель рискует получать партии с большим уровнем дефектности.
Значение AQL для готовой продукции должно устанавливаться руководством предприятия-изготовителя, поскольку это затрагивает его жизненно важные интересы. После того, как установлено значение AQL, любая контролирующая инстанция (будь то изготовитель, потребитель или третья, независимая сторона) вправе выбирать по своему усмотрению тип плана контроля (одноступенчатый, двухступенчатый, многоступенчатый, последовательный), а также уровень контроля. Остальные параметры контроля (объем выборки и контрольные нормативы) выбираются по соответствующим таблицам стандарта. Значение AQL должно быть указано в договоре на поставку продукции.
Итак, цель статистического контроля – использование статистического "заключения" для приемки или отбраковки всей партии изделий на основании изучения лишь сравнительно небольшого числа изделий из этой партии. Преимущество применения статистических рассуждений при принятии такого решения состоит в возможности вычисления или задания в явном виде вероятностей принять ошибочное решение.
Возвращаясь к примеру с поршневыми кольцами, заметим, что существует два рода ошибок, которые можно сделать при проверке партии поршневых колец. Во-первых, можно ошибочно отвергнуть H0, то есть забраковать партию, решив, что диаметры поршневых колец отклоняются от заданных спецификаций. Вероятность совершить такую ошибку обычно называется вероятностью ошибки первого рода (типа альфа). Вторая ошибка, которую можно сделать, – ошибочно не отвергнуть H0 (принять партию поршневых колец), когда на самом деле средний диаметр поршневых колец отклоняется от требуемого на определенную величину. Вероятность этой ошибки обычно называется вероятностью ошибки второго рода (типа бета). Ясно, что чем большая уверенность в правильном решении вам нужна, то есть чем ниже будут заданы вероятности ошибок первого и второго рода, тем большего объема выборки потребуются; фактически, чтобы быть уверенным на 100%, придется измерить каждое поставленное вашей компании поршневое кольцо.
Задачи проверки согласованности экспериментальных данных
с теоретической моделью или с параметрами модели
Если по выборке x1, …, xn исследователь хочет узнать, обладает ли распределение выборки определенными свойствами, то он формирует соответствующую нулевую гипотезу H0 относительно распределения F. Иногда гипотеза H0 точно определяет гипотетическое распределение; в других случаях она задает класс распределения с требуемым свойством.
При проверке
гипотезы H0 следует определить также
альтернативную гипотезу H1, которая
характеризует «нежелательные» свойства
распределения F. Для проверки гипотезы
H0 выбирают некоторую статистику d,
которая зависит от выборки и характеризует
отклонение распределения реальной
выборки от гипотетической функции
распределения. Кроме того, для этой
статистики при условии выполнения
гипотезы H0 должна быть известна функция
распределения. Например, если проверяется
гипотеза, что математическое ожидание
выборки совпадает с заданным значением
![]() 0,
то в качестве, меры отклонения от гипотезы
целесообразно принять нормированное
отклонение оценки
0,
то в качестве, меры отклонения от гипотезы
целесообразно принять нормированное
отклонение оценки
![]() от
значения
0:
от
значения
0:
![]()
При проверке
гипотезы H0 задают уровень значимости
—малое
число, которое имеет смысл вероятности
практически невозможного события; чаще
всего принимают
равным 0,05 или 0,01. По заданному
находят такое значение d,
чтобы вероятность его превышения
статистикой d была :![]() ,
т. е. превышение d
в единичном опыте было практически
невозможным.
,
т. е. превышение d
в единичном опыте было практически
невозможным.
По заданной выборке
вычисляют фактическое значение статистики
d и сравнивают с критическим значением
d.
Если окажется, что d > d,
то произошло событие, которое при
выполнении гипотезы H0 практически
невозможно; поэтому делают вывод, что
гипотеза опровергнута опытом. С другой
стороны, если окажется d < d,
то можно признать гипотезу H0 разумной,
не противоречащей имеющимся опытным
данным. Отметим отличия вероятностной
логики принятия или отклонения гипотезы
от обычных логических выводов. Если d >
d,то
считаем гипотезу H0 опровергнутой, но
это не равносильно ее логическому
опровержению. Даже если гипотеза H0
верна, то событие
![]() может произойти, хотя и с малой вероятностью
.
При однократной проверке гипотезы H0
такая возможность на практике исключается,
однако при многократной проверке
гипотезы на различных выборках рано
или поздно получают отклонение гипотезы
(хотя она и верна).
может произойти, хотя и с малой вероятностью
.
При однократной проверке гипотезы H0
такая возможность на практике исключается,
однако при многократной проверке
гипотезы на различных выборках рано
или поздно получают отклонение гипотезы
(хотя она и верна).
С другой стороны, получение одного значения d < d. не является доказательством правильности гипотезы H0. Это лишь показывает, что в отношении данного критерия совпадение данных и сделанных предположений удовлетворительное. Для практического обоснования гипотезы ее следует исследовать более тщательно, с помощью других критериев.
При проверке гипотезы могут быть допущены ошибки двух видов: если гипотеза H0 верна, но отвергается, говорят об ошибке первого рода (ее вероятность не более ); если гипотеза H0 неверна, но принимается, говорят об ошибке второго рода. Из двух критериев с одним уровнем значимости предпочтителен тот, который дает меньшую вероятность ошибки второго рода.
№ 25 Изменчивость (вариабельность) качества. Биномиальное распределение. Гипергеометрическое распределение. Распределение Пуассона.
Случайной называют величину, которая в результате испытания примет одно и только одно возможное значение, наперед неизвестное и зависящее от случайных причин, которые заранее не могут быть учтены.
Дискретной называют случайную величину, которая принимает отдельные, изолированные возможные значения с определенными вероятностями. Число возможных значений дискретной случайной величины м.б. конечным или бесконечным.
Непрерывной называют случайную величину, которая может принимать все значения из некоторого конечного или бесконечного промежутка. Число возможных значений непрерывной случайной величины бесконечно.
Биномиальное распределение.
Пусть производится n независимых испытаний, в каждом из которых событие А может появиться либо не появиться. Вероятность наступления события во всех испытаниях постоянна и равна p (следовательно, вероятность непоявления q=1-p). Рассмотрим в качестве дискретной случайной величины X число появлений события А в этих испытаниях.
Поставим перед
собой задачу: найти закон распределения
величины Х.
для ее решения требуется определить
возможные значения Х
и их
вероятности. Очевидно, событие А
в n
испытаниях может либо не появиться,
либо появиться 1 раз, либо 2 раза, …, либо
n
раз. Таким образом, возможные значения
Х
таковы:
![]() ,
,![]() ,
,![]() ,
…,
,
…,![]() .
Остается найти вероятности этих возможных
значений, для чего достаточно
воспользоваться формулой Бернулли:
.
Остается найти вероятности этих возможных
значений, для чего достаточно
воспользоваться формулой Бернулли:
![]() (*),
(*),
где k = 0,1, 2, …, n.
Эта формула является аналитическим выражением закона распределения.
Биномиальным называют распределение вероятностей, определяемое формулой Бернулли. Закон назван «биномиальным» потому, что правую часть равенства (*) можно рассматривать как общий член разложения бинома Ньютона:
![]()
Т.о., первый член
разложения
![]() определяет вероятность наступления
рассматриваемого события
n
раз в n
независимых
испытаниях; второй член
определяет вероятность наступления
рассматриваемого события
n
раз в n
независимых
испытаниях; второй член
![]() определяет
вероятность наступления события n-1
раз; последний член
определяет
вероятность наступления события n-1
раз; последний член
![]() определяет
вероятность того, что событие не появится
ни разу.
определяет
вероятность того, что событие не появится
ни разу.
Числовыми характеристиками распределения являются:
- мат.ожидание числа
бракованных изделий в выборке, равное
произведению объема выборки на вероятность
брака в партии
![]() ;
;
- дисперсия числа
бракованных изделий в выборке равна
произведению объема выборки на вероятность
бракованных изделий в партии и на
вероятность годных изделий в партии
![]() .
.
Для доли бракованных изделий в выборке:
![]()
![]()
Математическое ожидание доли бракованных изделий практически невозможно определить.
Математическое
ожидание отсчета получается при
бесконечном повторении процедуры
сравнения. С доверительной погрешностью
ε
![]() заменяем
заменяем
![]() ,
тогда правило принятия решения при
контроле имеет вид:
,
тогда правило принятия решения при
контроле имеет вид:
![]() ;
;
![]()
![]() -
нормированная доля брака.
-
нормированная доля брака.
Объем выборки с возвратом определяем из формулы:
![]()
![]()
Вероятность P устанавливают либо по ранее полученным результатам контроля аналогичных партий изделий, либо принимают наибольшее значение произведения вероятностей.
Правило принятия решения можно представить в следующем виде:
![]() ;
;
![]()
![]() -
приемочное
число
-
приемочное
число
![]()
Часто требуется определить вероятность того, что число бракованных изделий в выборке не превышает x, такая вероятность называется накопленной или кумулятивной:
![]()
Для упрощения расчетов можно использовать соотношения вероятностей появления x и (x+1)-го бракованных изделий:
![]()
Гипергеометрический закон распределения.
Чаще встречается
на практике выборка без возврата.
Вероятность появления x
бракованных изделий в выборке объемом
n,
взятой из партии объемом N,
содержащей бракованных изделий
![]() , определяется по формуле:
, определяется по формуле:

Эта формула определяет распределение вероятностей, которое называют гипергеометрическим.
Числовыми характеристиками распределения являются: мат.ожидание и дисперсия.
![]()
Для доли бракованных изделий в выборке:
![]()
Необходимый объем выборки определяется из выражения:
![]() ;
;
![]()
При больших объемах
партий, первое слагаемое
![]() ,
а множитель
,
а множитель![]() ,
т.е. гипергеометрическое распределение,
переходит в биномиальное. Для
определение вероятности появления
брака в выборке и кумулятивной вероятности
,
т.е. гипергеометрическое распределение,
переходит в биномиальное. Для
определение вероятности появления
брака в выборке и кумулятивной вероятности
![]() можно использовать
соотношение:
можно использовать
соотношение:
![]()
В качестве модели выборочного контроля можно применять закон распределения вероятностей Пуассона:
![]()
![]()
Закон однопараметрический, имеет числовые характеристики:
![]()
![]()
Замена этим законом
биномиального распределения допустима
при небольших объемах выборок. Т.е.
вероятность события очень мала(![]() ).
).
При больших объемах выборок законом Пуассона заменяют гипергеометрическое распределение.
Гипергеометрическое распределение
Пусть в урне имеется N шаров, из которых M белые, а N-M чёрные. Выберем наугад из этой урны группу из n шаров (не возвращая вынутых шаров в урну и не интересуясь порядком шаров внутри группы). Обозначим через pm,n вероятность того, что в рассматриваемой выборке будет ровно m белых шаров. Тогда можно записать
pm,n= (1)
(1)
Случайная величина m может принимать значения от 0 до n. Распределение этой величины m называется гипергеометрическим, а уравнение (1) характеризует закон этого распределения. Гипергеометрическое распределение используется в теории статистического контроля качества – оно даёт распределение доли брака в выборке из контролируемой партии.
Гипергеометрическое распределение характеризуется тремя параметрами N, M и n (величина m является случайной переменной). Удобно в качестве параметров гипергеометрического распределения рассматривать N, n и
P=![]() , (2)
, (2)
где p – вероятность того, что первый вынутый шар будет белым. При этих параметрах математическое ожидание и дисперсия случайной величины m запишутся в таком виде:
M(m)=np, (3)
![]() 2(m)=npq
(1-
2(m)=npq
(1-![]() ),
(4)
),
(4)
где q=1-p.
Рассмотрим такой
случай, когда числа n
и p
фиксированы, а объём N
совокупности неограниченно возрастает.
Тогда из уравнений (3) и (4) следует, что
математическое ожидание m
будет оставаться неизменным, а дисперсия
будет возрастать, стремясь к пределу,
равному npq.
При этом гипергеометрическое распределение
стремится к биномиальному. Заметим, что
при n![]() 0,1N
гипергеометрическое распределение
становится уже настолько близким к
биномиальному, что на практике можно
пренебречь различием между двумя этими
распределениями.
0,1N
гипергеометрическое распределение
становится уже настолько близким к
биномиальному, что на практике можно
пренебречь различием между двумя этими
распределениями.
Биномиальное распределение
Пусть в урне имеется
n1
белых и n2
чёрных шаров. Вероятность извлечения
из урны белого шара p=![]() , (1)
, (1)
а вероятность извлечения чёрного шара
q=![]() . (2)
. (2)
Очевидно, что имеет место соотношение
p+q=1. (3)
Проведём серию таких опытов: вынем из урны шар, запишем его цвет, положим его обратно в урну, перемешаем все шары, снова вынем шар и т.д. Возвращение шаров в урну нужно для того, чтобы вероятность извлечения белого шара (или чёрного) не изменялась от опыта к опыту.
Пусть в серии опытов мы проводим извлечение из урны n шаров. Обозначим через вероятность того, что ровно m из вынутых n шаров будут белыми (m n). Нетрудно вывести такое уравнение
pm,n=![]() pmqn-m=
pmqn-m=![]() pmqn-m.
(4)
pmqn-m.
(4)
Число m белых шаров в серии из n опытов является случайным. Это число m может принимать следующие значения:
0; 1; 2; 3; ….; n-1, n
с соответственными вероятностями
p0,n p1,n p2,n … pn,n.
Таким образом, уравнение (4) определяет собой распределение вероятностей случайного числа m, которое называется биномиальным.
Биномиальное распределение находит применение при статистическом контроле качества, в теории стрельбы и других областях.
Из уравнения (4) следует, например, что
p0,n=qn,
pn,n=pn. (5)
Вероятность того, что в серии из n опытов ни разу не появится белый шар, будет p0,n. Вероятность того, что в серии из n опытов белый шар появится хотя бы один раз, будет очевидно, p’=1- p0,n=1- qn=1-(1-p)n. (6)
Математическое ожидание и дисперсия биномиального распределения запишутся в виде
M(m)=np 2(m)=npq. (8)
Если вместо случайной величины m рассматривать случайную частость
X=![]() ,
,
то из уравнений (7) и (8) получим
M(x)=![]() M(m)=p,
(x)=
(m)=
M(m)=p,
(x)=
(m)=![]() .
.
Функцию распределения запишем
F(m’)=Вер{m
m’}=![]() .
.
Как видно из уравнений (4) и (12), функция F(m’) зависит от трёх аргументов: m’, n и p. Поэтому составление таблиц для F(m’) является громоздким. Непосредственное вычисление F(m’) по уравнениям (4) и (12)является затруднительным при достаточно больших n и m’.
Однако здесь можно
воспользоваться тем, что при n![]() биномиальное распределение стремится
к нормальному. Поэтому при больших n
можно приближённо определить F(m’)
при помощи нормального распределения,
имеющего такие же математические
ожидания и дисперсию, как и биномиальное
распределение.
биномиальное распределение стремится
к нормальному. Поэтому при больших n
можно приближённо определить F(m’)
при помощи нормального распределения,
имеющего такие же математические
ожидания и дисперсию, как и биномиальное
распределение.
F(m’)=F0
(![]() ).
).
Распределение Пуассона
Обозначим для
краткости математическое ожидание
![]() . (1)
. (1)
Рассмотрим частный случай. При m=2 получим
p2,n= . (2)
. (2)
При
больших n
и малых p
из уравнения (2) приближённо имеем p2,n=![]() .
.
Действуя
аналогичным образом, получаем для
произвольного m ![]() . (3)
. (3)
Уравнение (3)
определяет собой распределение
Пуассона
(распределение редких событий). Этим
уравнением можно пользоваться для
случаев малых p,
а для случая p,
близких к единице, будет мало q=1-p,
и тогда вместо уравнения (3) можно написать
аналогичное уравнение
![]() ,
где b=nq=n
(1-p).
,
где b=nq=n
(1-p).
Распределение Пуассона хорошо сходится с биномиальным распределением.
Распределение Пуассона имеет существенное преимущество для составления таблиц перед биномиальным распределением: в уравнение (3) входит только один параметр a=np, в то время как в уравнении 4 для биномиального распределения входят два параметра n и p.
Распределение
Пуассона часто используется на практике
как заменитель биномиального распределения.
Кроме того, распределение Пуассона
имеет самостоятельное значение.
Справедливо следующее положение: если
вероятность появления события в малом
промежутке времени
![]() t
пропорциональна
t
и события появляются независимо друг
от друга, то число появлений события в
течении данного промежутка времени
распределяется по закону Пуассона. В
силу этого положения распределение
Пуассона широко применяется в теории
надёжности и в теории массового
обслуживания.
t
пропорциональна
t
и события появляются независимо друг
от друга, то число появлений события в
течении данного промежутка времени
распределяется по закону Пуассона. В
силу этого положения распределение
Пуассона широко применяется в теории
надёжности и в теории массового
обслуживания.
Указанное выше положение можно сформулировать в иной форме: если вероятность появления события на малой площади s пропорциональна s и события появляются независимо друг от друга, то число появлений события на данной площади распределяется по закону Пуассона.
Так, например, число осколков снаряда или ракеты, попадающих в цель, часто распределяется по закону Пуассона. В силу этого распределение Пуассона широко используется в теории стрельбы.
Для распределения Пуассона дисперсия равна математическому ожиданию:
![]() .
.
№27 Составление документации системы менеджмента качества. Реализация проекта системы менеджмента качества. Затраты на систему менеджмента качества
Целесообразнее всего начать работу над проектом с 2-3 часовой вступительной беседы для проектной команды. Альтернативным вариантом или дополнением может быть беседа с руководством или выступление на производственном совещании.
Сначала сообщаются цели инвестиции в систему QM. Идеальным было бы использовать эту возможность для обсуждения основных принципов, и целей предприятия в области качества, чтобы все участники совещания получили о них представление.
Далее руководитель проекта или консультант разъясняют следующее:
• определение терминов;
• пользу от системы QM;
• ответственность руководителей и сотрудников во время и, в особенности, после внедрения системы QM;
• подход, принятый для внедрения системы QM;
• проект календарного плана;
• элементы менеджмента качества соответствуют и ступени требовании норм ИСО серии 9000.
Этот процесс должен быть задокументирован в качестве доказательства того, что обучение было проведено.
Следующий шаг - первое обсуждение командой организационных вопросов работы над проектом. При этом происходит распределение ответственности за соответствующие элементы QM выбранной ступени требований ИСО серии 9000. Для этого составляется таблица, в которой элементы QM упорядочены по отношению к ответственности.
На основе первичной ответственности должна быть упорядочена вторичная ответственность. На практике это означает следующее: например, за элемент QM "Закупки" первично отвечает отдел закупок, но объем и номенклатура закупок зависят от того, кто определяет потребность и даёт заявку на поставки. Таким образом, составители заявки участвуют в этом процессе и несут за это вторичную ответственность. Следовательно (и это важно прежде всего для исполнителей), для полноты и однозначности описания процесса закупок в нем должна присутствовать процедура согласования объемов и сроков поставок со всеми производственными подразделениями, подающими заявки.
Численность проектной команды определяется размерами фирмы, но, исходя из необходимости включения в описания процессов процедур взаимодействия, ее состав должен быть таким, который обеспечит охват всех подразделений предприятия.
Такая команда, ориентированная на полное и однозначное описание каждого процесса, должна положить начало улучшенной коммуникации и совершенствованию организационной структуры на предприятии.
К сожалению, это требование часто путают с должностными инструкциями. Но должностные инструкции, даже когда они правильно и полно составлены, не приносят прямой пользы с точки зрения наглядности и обеспечения стабильности процессов. Они не предусматривают многой ответственности, например, за соблюдение требований при работе с данными по качеству, которые являются неотъемлемыми элементами менеджмента качества.
На рис. 10 приведен пример формы, на основании которой 'это требование можно реализовать очень просто и компактно. При этом само упорядочивание ответственности является, естественно, результатом предварительной работы, который в формуляре представляется уже в окончательном виде.
Итак, команда создана, о целях и подходах к разработке проекта участники проинформированы, можно начинать работать.
N'
|
Задачи \Подразделения
|
Руководство |
Закупки |
Разработка конструкции
|
Производство
|
Сбыт |
Служба качества |
Подготовка Производства |
Тех. Обслуживание
|
Склад отгрузка
|
|
|
1
|
Ответственность руководства
|
|
|
|
|
|
|
|
|
|
|
|
2
|
Система QM
|
|
|
|
|
|
|
|
|
|
|
|
3
|
Анализ контракта
|
|
|
|
|
|
|
|
|
|
|
|
4
|
Управление проектированием
|
|
|
|
|
|
|
|
|
|
|
|
5
|
Управление документацией и данными
|
|
|
|
|
|
|
|
|
|
|
|
6
|
Снабжение
|
|
|
|
|
|
|
|
|
|
|
|
7
|
Управление предоставленной заказчиком продукцией
|
|
|
|
|
|
|
|
|
|
|
|
8
|
Обозначение и прослеживаемость продукции
|
|
|
|
|
|
|
|
|
|
|
|
9
|
Управление процессом
|
|
|
|
|
|
|
|
|
|
|
|
100
|
Контроль и испытания
|
|
|
|
|
|
. ^
|
|
|
|
|
|
11
|
Надзор за средствами контроля
|
|
|
|
|
|
|
|
|
|
|
|
12
|
Статус контроля
|
|
|
|
|
|
|
|
|
|
|
|
13
|
Управление несоответствующей продукцией
|
|
|
|
|
|
|
|
|
|
|
|
14
|
Корректировочные и предупредительные воздействия
|
|
|
|
|
|
|
|
|
|
|
|
15
|
Обращение с продукцией, хранение, упаковка ,консервация и отгрузка
|
|
|
|
|
|
|
|
|
|
|
|
16
|
Управление записями по качеству
|
|
|
|
|
|
|
|
|
|
|
|
17
|
Внутренние аудиты качества
|
|
|
|
|
|
|
|
|
|
|
|
18
|
Обучение
|
|
|
|
|
|
|
|
|
|
|
|
19
|
Техническое обслуживание
|
|
|
|
|
|
|
|
|
|
|
|
20
|
Статистические методы
|
|
|
|
|
|
|
|
|
|
|
|
Составлено: Дата: Утверждено: Дата
0- ответственный, координация ; Х- соучастие
Рис. 10. Матрица ответственности
Процесс проектирования системы качества на предприятии должен быть тщательно спланирован. Существуют четыре фазы такого плана.
Первая фаза — обоснование проекта. Первым действием на этой фазе должна быть подготовка и представление проекта на рассмотрение руководству. Решение руководства — очень важная веха в проекте. Проект планируется в деталях, включая интенсивную информацию всего персонала с использованием различных информационных средств.
Вторая фаза — расшифровка, детализация проекта. Цель этой фазы — добиться ясного представления о форме и содержании всех элементов системы, упорядочить составляющие этого проекта, внести стабильность в процесс. В этой фазе в основе существующих систем качества должен быть разработан (написан) макет Руководства по качеству.
Третья фаза — осуществление. На этой фазе главными действующими лицами должны быть отдельные проектные рабочие группы. Вместе с основной рабочей группой, возглавляемой директором, они создают руководства по качеству для всей фирмы и для своих подразделений. Эта фаза является наиболее трудной и из макета Руководства по качеству. Та часть Руководства, которая относится к жизненному циклу продукции, должна быть написана соответствующей рабочей группой и подогнана под конкретную продукцию. Локальные проектные группы должны заниматься также внесением изменений в систему качества.
Четвертая фаза — внутренний контроль. Она предусматривает использование внутрифирменного контроля результатов проекта и эффективности его осуществления.
Проводится основательный анализ состояния действующей документации, ее состава и содержания, с тем, чтобы составить из нее определенную картину. Речь идет о нахождении, идентификации, регистрации и упорядочивании документов по элементам системы QM в соответствии с требованиями выбранной нормы ИСО серии 9000 и последующем интегрировании результатов в систему QM. \
Полученная мозаика может быть достаточно многообразной в зависимости от вида и размеров предприятия, а также документов, являющихся предметом анализа, например:
• организационные схемы (органиграммы), блок-схемы;
•требования к организации рабочих мест;
• формуляры, контрольные перечни;
• маршрутная технология, операционные карты, методологические, рабочие, контрольные инструкции;
• программы ЭОД (электронной обработки данных);
• документация метрологического обеспечения;
• контрольные карты, программы испытаний, инструкции по эксплуатации и сервисному обслуживанию, бирки, штампы, виды сопроводительной документации;
• ГОСТы, ОСТы, стандарты предприятия (СТП);
•технические условия (ТУ, спецификации) на продукты, продажные каталоги;
• классификаторы дефектов;
• записи о качестве на бумажных и других носителях информации.
Анализ должен показать, насколько документация предприятия соответствует минимальным требованиям и может быть полезной в достижении успеха.
Но это еще не все.
В рамках проведения анализа фактического состояния команда должна выяснить: как фактически выполняются процессы на рабочих местах исполнителем, какие имеются в них осознанные или неосознанные отклонения и какие из этих отклонении являются случайными, а какие должны быть учтены в проекте системы QM для достижения успеха.
Эта задача должна быть, по возможности, децентрализована и охватывать все подразделения.
Помощь со стороны опытного консультанта может значительно упростить анализ фактического состояния, т.к. оценки стороннего непредвзятого наблюдателя имеют, естественно, больше объективности при определении соответствия действующих на предприятии правил и процедур требованиям норм ИСО серии 9000, вне зависимости от особенностей изложения и принятых формулировок, к которым уже привыкли члены команды.
На этом этапе важно показать членам проектной команды, что существуют многие писанные и неписаные правила, многообразные, как рецепты из поваренной книги, которые могут привести предприятие к успеху!
Оценка данных, полученных в ходе анализа фактического состояния, должна проводиться командой применительно ко всем подразделениям предприятия. Тем самым уже могут быть достигнуты первые успехи в рационализации, т.к. для участников становится видимым балласт в виде излишней документации (формуляров, инструкций, описаний процессов, органиграмм, двойной или неопределенной ответственности и т.д.), так и места, где документации не хватает, или в ее изложении отсутствуют однозначность, полнота и лаконичность, как это определено минимальными требованиями норм ИСО серии 9000.
Следующим шагом является принятие руководством предприятия решения о мероприятиях, необходимых для обеспечения дальнейшего ведения работ. Ими могут быть:
• замены в проектной команде;
• изменения в матрице ответственности по элементам системы QM;
• распределение задач по восполнению выявленных дефицитов в документации;
• изменения в календарном плане.
После того, как будет произведен соответствующий инструктаж на местах, намечены пути по достижению откорректированных целей, начинается следующий, решающий этап работы над проектом.
По опыту известно, что, при документировании процессов и процедур в справочнике QM и других вспомогательных документах, возникает большая неуверенность в правильности выбора видов и объема этой документации.
Чем меньше на предприятии опыта в решении этой проблемы, чем больше давление со стороны рынка, побуждающее предприятие ускорить внедрение системы QM, тем выше угроза опасности возникновения нерациональных затрат, связанных с подготовкой излишней документации!
Чтобы этого избежать, необходимо учитывать следующие правила:
• Копирование документации других фирм или подгонка нейтральных образцов приводит к потере времени и отторжению со стороны специалистов, участвующих в реализации соответствующих процессов. Здесь уместно вспомнить старую поговорку: "Прекрасно скопировано, но плохо понято!"
• Нецелесообразно также поручать составление документации системы QM своим и/или приглашенным со стороны специалистам, хотя и "осведомленным в этой области", но работающим в отрыве от коллектива ("сидящими в башне из слоновой кости"). В этом случае впоследствии обычно требуются значительные усилия по обучению и мотивации персонала, которого заставляют действовать в соответствии со "спущенными сверху" предписаниями и правилами. Поэтому при таком подходе бывает очень трудно достичь своих целей и успешно продемонстрировать действующую систему QM при проведении сертификационного аудита.
• Если составление документации системы QM происходит без непосредственного участия ответственного лица со стороны руководства предприятия, Вам также будет трудно справиться с этим самостоятельно, в том числе внести в документацию необходимые изменения, из-за недостатка полномочий.
Изложенные правила взяты еще из того времени, когда первые стандартизированные системы QM внедрялись в ограниченных рамках для военной и автомобильной промышленности, а также для обеспечения экспорта отдельных изделий машиностроения. Но они остаются актуальными и в настоящее время.
Помимо приведенных выше советов необходимо учитывать также следующее:
• Контрольные перечни состава документации системы QM, предлагаемые органами по сертификации систем качества, пригодны только как вспомогательные средства для составления описания документации системы QM и для того, чтобы проверить, на каждый ли вопрос соответствующей ступени требований норм ИСО серии 9000 в разработанной документации имеется ответ.
• Кроме того, в таких контрольных перечнях часто содержатся вопросы, которые не имеют никакого отношения к действительно минимальным требованиям данных ступеней норм ИСО серии 9000.
• Выбор названий "методологическая", "рабочая" или "контрольная" инструкция требуют дополнительных пояснений, поскольку не во всем соответствуют смыслу изначально используемых в английском оригинале норм ИСО серии 9000 понятий "процедура", "процесс", "инструкция" и часто не встречают признания со стороны специалистов, привыкших именно к последним терминам. В этом смысле единый терминологический язык, "способствующий качеству", мог бы помочь в преодолении сопротивлений при внедрении и применении систем QM.
"Разработка и внедрение системы качества должны осуществляться для достижения целей, определенных политикой организации в области качества.
Для обеспечения максимальной эффективности и удовлетворения ожиданий потребителя система качества должна соответствовать конкретному виду деятельности и выпускаемой продукции"
Такая рекомендация может быть воспринята недостаточно серьезно. Но из нее отчетливо видно, как важна настройка системы QM на индивидуальные цели предприятия, чтобы достичь желаемой пользы.
Учитывая, что средством, с помощью которого осуществляется такая настройка, является документация системы QM, необходимо рассмотреть, что под этим понимается.
В нормах ИСО серии 9000 существует целый ряд положений, связанных с документацией.
При этом под "процедурой" понимают установленные вид и порядок того, как выполняется деятельность.
В пункте 3.12 этого же стандарта написано, что процедуры и инструкции могут быть частью справочника по качеству или в нем могут быть даны на них ссылки.
Поэтому нужно очень тщательно взвесить все понятия и определения, относящиеся к документации, прежде, чем начинать строить многоступенчатую пирамиду документации как одного из средств достижения поставленных целей (рис. 11).
Как уже было сказано, в справочнике может содержаться любой вид описания системы QM и на него может быть дана соответствующая ссылка.
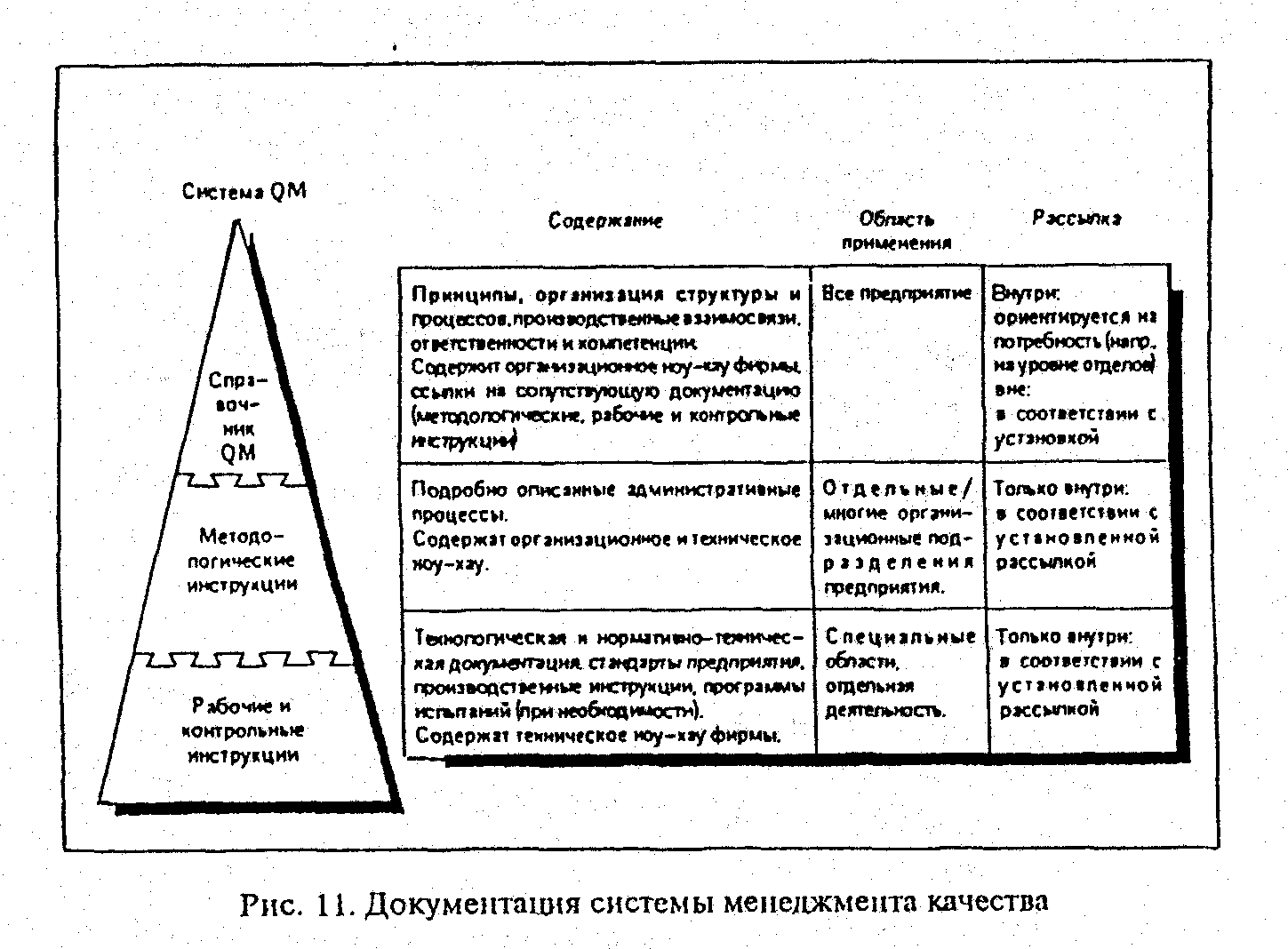
Справочник менеджмента качества: что делается?
Справочник менеджмента качества - это основной документ для реализации менеджмента качества. В виде провозглашенных высшим руководством принципов и описания системы относительно стадий и/ или элементов, в нем устанавливаются рамки деятельности сотрудников в конкретной сфере.
Таблица 1 Справочники менеджмента качества на мелких, средних и крупных предприятиях
Размеры предприятия/структура |
Структура справочника менеджмента качества
|
Мелкое предприятие
|
Справочник менеджмента качества, состоящий из одной части с подробным описанием элементов или описанием стадий создания продукта |
Имеющее владельца среднее предприятие, структура семейного предприятия
|
Справочник менеджмента качества, состоящий из 2-х частей. Часть 1: описание элементов или описание стадий создания продукта с поперечной ссылкой на часть 2 справочника QM. Часть 2: описание организационной структуры, ответственности, технологическая документация (ТД), документация по процессам обеспечения качества, документация по выполнению операций на рабочих местах. |
Среднее предприятие со структурой концерна
|
Справочник менеджмента качества, состоящий из 2-х частей. Часть 1: описание элементов с поперечной ссылкой на часть 2 справочника QM Часть 2: описание организационной структуры, ответственности, технологическая документация процессов изготовления, документация по процессам обеспечения качества, документация по выполнению операций на рабочих местах. |
Крупные предприятия, несколько заводов, объединенных в концерн
|
Справочник менеджмента качества, состоящий, при необходимости, из 3 частей. Часть 1: принципы менеджмента качества для всего концерна. Часть 2; описание элементов с поперечной ссылкой на часть 3 справочника QM Часть 3:описание организационной структуры, ответственности, технологическая документация, документация по процессам QM, документация по выполнению операций на рабочих местах. |
Технологическая документация и документация по процессам менеджмента качества, например, в виде методологических инструкций, описывает все виды деятельности, в том числе и организационную, и охватывает все структурные подразделения, включая отделы управления предприятия. Она обеспечивает выполнение функции системы менеджмента качества путем определения форм и видов взаимодействия и установления порядка ввода/вывода информации.
Операционная документация (как это делается на рабочем месте?), например, в виде рабочих и контрольных инструкции, определяет виды деятельности, условия и приемы выполнения операции на рабочих местах.
Рис. 24 позволяет получить общее представление об области применения и содержании различных видов документации системы QM.
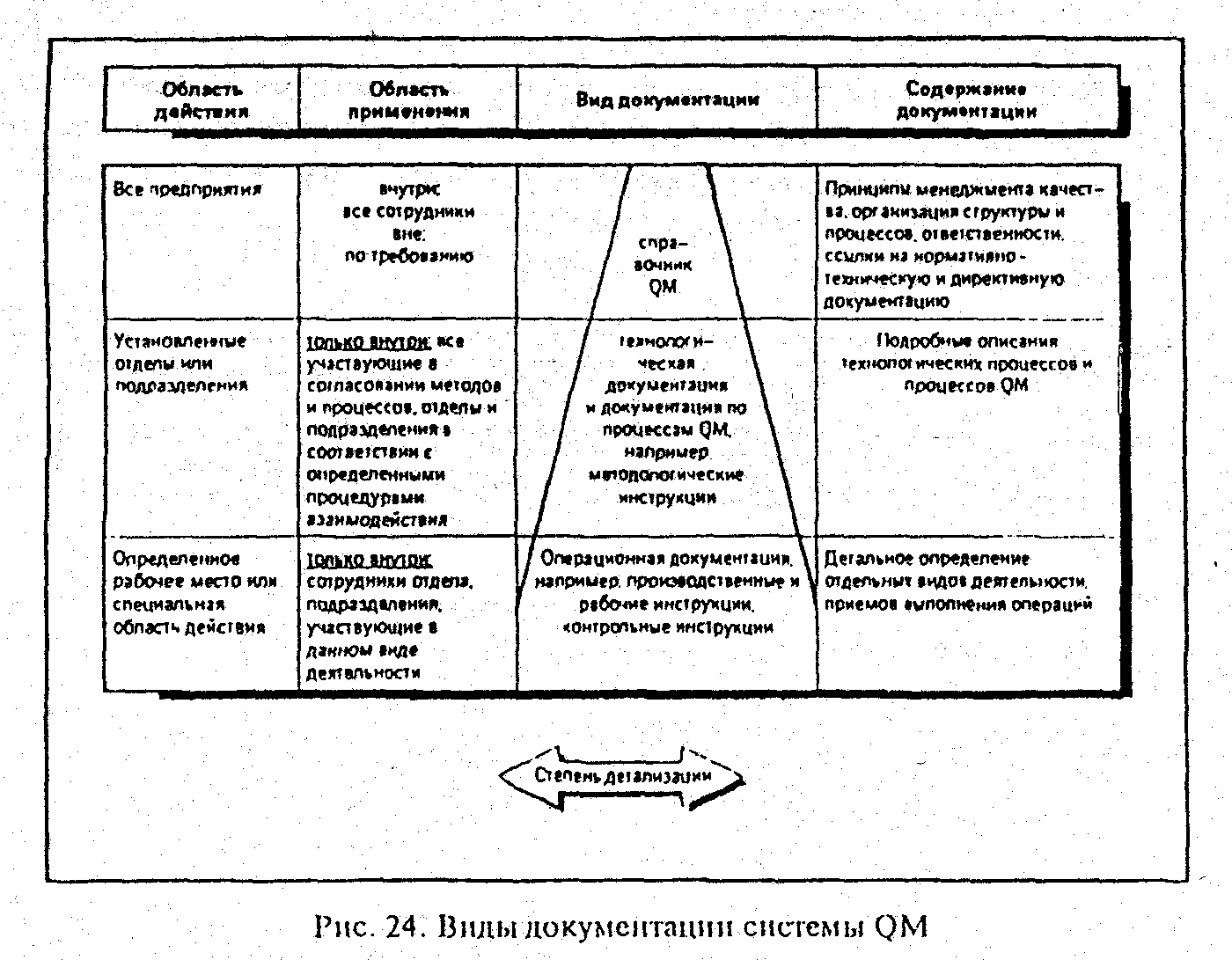
Следующее важное высказывание о документации содержится в описании "документированных процедурах, определяющих способы производства, монтажа и технического обслуживания, если их отсутствие может отрицательно сказаться на качестве" (термин "производство" в нормах ИСО серии 9000 идентичен термину "услуга"),
Как видно, в нормах ИСО серии 9000 применяются достаточно обобщенные формулировки относительно документации, что предоставляет пользователю широкое поле выбора ее конкретных форм применительно к своей системе QM. Эти нормы явным образом учитывают, что единые стандарты здесь вредны, т.к. могут нарушить индивидуальность и специфику фирмы. Не случайно, поэтому лучшие методические рекомендации по составлению документации систем QM и ' программ ЭОД не требуют формальных изменений уже действующих документов с целью подгонки их под какой-то единый стандарт.
Кроме того, следует иметь в виду наличие большого сопротивления, возникающего у персонала по отношению к процессу документирования системы QM. Составление однозначных и в последующем проверяемых описаний не всем сотрудникам дается легко и требует достаточно много времени.
Поэтому, с точки зрения экономии затрат на составление и дальнейшее приспособление документации системы QM к условиям производства, необходимо разумно использовать все пространство формулировок, приведенных в нормах ИСО серии 9000.
Затраты на систему QM могут быть оценены только примерно, из данных, основанных на опыте. Это обстоятельство является основным источником недостаточной убежденности и том, что затраты могут быть возвращены, что, в свою очередь, приводит к тому, что у руководства предприятия возникает большое внутреннее сопротивление к предоставлению необходимых средств.
Затраты складываются из:
• затрат времени сотрудников предприятия, участвующих в процессе создания системы QM;
• временных затрат, связанных с созданием отсутствующих средств, например, программ ЭВМ для отображения процессов, средств административного контроля и др.;
• гонораров для внешних консультантов;
• затрат на уполномоченный орган по сертификации;
• затрат на внешнее обучение.
Опыт показывает, что затраты, связанные с дополнительной оплатой увеличенной нагрузки персонала, не играют решающей роли в общем объеме инвестиций.
Масштабы затрат на внедрение системы QM определяют следующие факторы:
• размер предприятия;
• область применения системы QM с точки зрения величины охвата и мест ее приложения в организационной, функциональной и производственной областях деятельности;
• выбранная ступень требований (в соответствии с ИСО 9001);
• вид продукции/услуг, их многообразие;
• количество уже имеющихся и применяемых элементов системы QM;
• количество работающих смен на предприятии;
• объем временных затрат персонала;
• наличие и глубина предварительных знаний и имеющегося опыта сотрудников в области применения норм ИСО серии 9000;
• метод, выбранный консультантом;
• объем сторонних услуг;
•сроки внедрения;
• готовности участвующих в этом процессе к соучастию;
• постановка и приверженность целям со стороны руководства предприятия.
Наибольшее влияние, по сравнению с любыми другими инвестициями в бизнес, на инвестиции в систему QM оказывают степень личного участия руководства предприятия и метод, который использует консультант.
При этом консультант может восполнить недостаточность личного участия руководства только своими дополнительными усилиями. Поэтому одна из его важнейших задач состоит в том, чтобы постоянно оказывать "помощь для самопомощи" проектной команде, чтобы она сама могла правильно выполнять работу.
Каков же, в действительности может быть, объем инвестиций для внедрения системы QM?
Из-за многочисленных видов воздействий на объем затрат и индивидуальных условий, рамки которых специфичны для каждой фирмы, нельзя назвать какие-то контрольные цифры, в пределах которых должны находиться инвестиции. Перенос подобных ограничений на какие-то конкретные случаи содержит значительно больше опасности, чем пользы. Вместо этого каждый отдельный случай должен быть рассмотрен вместе с опытным консультантом с учетом перечисленных выше факторов, влияющих на степень затрат.Для общего представления об объемах инвестиции ниже приведены примеры из практики.
Пример 1. Система QM, отвечающая ИСО 9001.
Машиностроительное предприятие с количеством занятых около 800 человек, находящееся на одной территории, в течение 10 месяцев внедрило систему QM.
Затраты на консультации в смысле "помощь для самопомощи" составили около 65.000 DM. Внутренние временные затраты проектной команды составили 16 человеко-месяцев. Степень участия руководства предприятия была в среднем хорошей, и она строилась на ограниченном опыте работы с системой QM и знаниями о нормах ИСО серии 9000. К сожалению, улучшения, предпринятые и проведенные на этом предприятии в процессе внедрения системы QM, не смогли сразу компенсировать затраты. Но все же они привели к существенному улучшению коммуникации во всех подразделениях и к тому, что при возникновении ошибок с ними стало легче справляться.
Пример 2.
Имеется среднестатистическое предприятие по производству комплектного промышленного оборудования, на котором работает 400 сотрудников, с годовым оборотом 110 миллионов. Финансовые затраты до получения сертификата по норме DIN EN ISO 9001 составили 150000 марок. Потребовалось 600 рабочих дней, чтобы ввести систему. Было задействовано 40 человек, из которых 16 имели полную занятость, а 24 частичную. Введение продлилось в среднем 14 месяцев.
Введение системы МК – это инвестиция на будущее. Точные расчеты тесно связаны с величиной и сложностью фирмы.
№28 Процессы в системе менеджмента качества
В соответствии с ГОСТ Р ИСО 9001-2001 процесс – это совокупность взаимосвязанных или взаимодействующих видов деятельности, преобразующих входы в выходы.
Любая деятельность или комплекс деятельности, в которой используются ресурсы для преобразования входов в выходы, может рассматриваться как процесс.
Чтобы результативно функционировать, организации должны определять и управлять многочисленными взаимосвязанными и взаимодействующими процессами. Часто выход одного процесса образует непосредственно вход следующего. Систематическая идентификация и менеджмент применяемых организацией процессов и прежде всего обеспечения их взаимодействия могут считаться "процессным подходом".
На рисунке 1 приведена основанная на процессном подходе система менеджмента качества, описанная в семействе стандартов ИСО 9000. Он показывает, что заинтересованные стороны играют существенную роль в предоставлении организации входных данных. Наблюдение за удовлетворенностью заинтересованных сторон требует оценки информации, касающейся восприятия заинтересованными сторонами степени выполнения их потребностей и ожиданий. Модель, приведенная на рисунке 1, не показывает процессы на детальном уровне.
Преимущество процессного подхода состоит в непрерывности управления, которое он обеспечивает на стыке отдельных процессов в рамках их системы, а также при их комбинации и взаимодействии.
При применении в системе менеджмента качества такой подход подчеркивает важность:
а) понимания и выполнения требований;
б) необходимости рассмотрения процессов с точки зрения добавленной ценности;
в) достижения результатов выполнения процессов и их результативности;
г) постоянного улучшения процессов, основанного на объективном измерении
Процессный подход поощряет организацию к развитию четкого понимания всех ее процессов, не только тех, которые необходимы для СМК. Процесс состоит из одного или более видов деятельности, преобразующих входные данные в выходные. Входом и выходом может быть ощутимая и неощутимая продукция. Примерами входов и выходов могут быть оборудование, материалы, компоненты, энергия, информация, финансовые ресурсы и др. Для осуществления действий внутри процесса должны быть выделены соответствующие ресурсы. Система измерений может быть использована для обобщения информации и данных при анализе процесса и/или входных и выходных характеристик.
В контексте ИСО 9001:2000 процессный подход требует от организации идентифицировать, выполнять, управлять и непрерывно повышать эффективность процессов, необходимых для СМК, и управлять взаимодействием этих процессов для достижений целей организации. Это касается верхнего руководства, производства продукции, и соответствующих вспомогательных процессов, таких как процессы контроля и измерения.
Схематическое представление процессного подхода к СМК представлено на рис. 1.

Рисунок 1 - Модель системы менеджмента качества, основанной на процессном подходе
Процессы управления включают, например, планирование, обеспечение ресурсами, управленческий контроль и т.д.
Процессы производства включают, например процессы , связанные с потребителем, проектирование и разработку, производство продукции и т.д.
Вспомогательные процессы включают, например, обучение, обслуживание и т.д.
Результативность процессов может быть измерена через внутренние и внешние проверки и оценена по специальной шкале. Такие шкалы определяют уровень от « нет формальной системы» до «лучший в классе». Преимущество такого подхода в том, что результаты могут быть документированы и доступны через определенное время, чтобы определить, достигнуты ли цели развития. Численные таблицы могут быть составлены для различных случаев применения. Одна из моделей представлена в приложении А ИСО 9004:2000.