Решение
Определяют четыре основных показателя детали:
- материал – сталь 25ХГНМТ по табл. 1 приложения 1 для данной марки стали; определяем код – 6;
- серийность производства – по табл. 3 приложения 1 (вид заготовок – штамповки, поковки, прокат, масса 6,3 кг, программа выпуска – 10000 шт.); - определяем код – 4;
- конструктивная форма – по табл. 2 приложения 1; определяем код - 2;
- масса заготовки – по табл. 4 приложения 1; определяем для 6,3 кг соответствующий код – 4.
2. Выбирают возможные виды и способы получения заготовок для данной детали, учитывая определенные выше коды четырех основных показателей детали:
- код материала – 6, код серийности – 4, код конструктивной формы – 2, код массы – 4.
Из табл. 7 приложения 1, по определенным ранее кодам 6 – 4 – 2 – 4 из графы таблицы «Вид заготовки» выписывают рекомендуемые коды видов: 7, 8, 9, 10.
Используя табл. 6 приложения 1, расшифровывают коды видов заготовок:
7 – штамповка на молотах и прессах; 8 – штамповка на горизонтально-ковочных машинах; 9 – свободная ковка; 10 – прокат.
3. Себестоимость производства заготовки определяем по зави-симости (1).
Так
как Кв.т
= 0,8 (табл. 6 приложение 1), Gд
= 6,3 кг, то
![]() кг.
кг.
Так как Gз = 7,9 кг; по табл. 11 приложения 1 определяют оптовую цену 1 т штамповок:
![]() руб.;
руб.;
![]() .
.
Кт.о = 8 (табл. 12 приложения 1), Кт для штамповок, поковок, проката не учитывается, Кс = 1 (табл. 15 приложения 1), Sотх = 27 руб/т, Кф = 5, то
![]() руб.
руб.
Итак, стоимость заготовки штамповки – 17,5 руб. Аналогично определяется стоимость различных вариантов получения заготовок. Следующий этап решения задачи по выбору способа получения заготовки – сравнение различных методов получения заготовки по себестоимости.
Приложение 1
Таблица 1
Классификация материалов по группам
Вид материала |
Код группы |
Стали углеродистые Чугуны Литейные сплавы Высоколегированные стали и сплавы Низкоуглеродистые стали Легированные стали Прокатанные материалы |
1 2 3 4 5 6 7 |
Таблица 2
Конструктивная форма детали
Основные признаки детали |
Код |
Валы гладкие круглого или квадратного сечения |
1 |
Валы круглого сечения с одним уступом или фланцем, с буртом или выемкой без центрального отверстия |
2 |
Детали с цилиндрической, конической, криволинейной и комбинированными формами поверхностей без центрального отверстия и с отверстием, длиной L ≤ 0,5D |
3 |
То же, 0,5D < L < 2D |
4 |
То же, L > 20D |
5 |
Детали с цилиндрической, конусной, криволинейными поверхностями, с гладкой или ступенчатой наружной поверхностью со сквозным или глухим гладким или ступенчатым отверстием |
6 |
Детали круглые в плане или близкие к этой форме, имеющие гладкую или ступенчатую наружную цилиндрическую поверхность с одно- или двусторонними уступами и ступицами, с центральным отверстием или без него, длиной 0,5D0 < L < 2 D0 |
7 |
Детали сложной пространственной формы |
8 |
Детали с удлиненной, прямолинейной, изогнутой осью и пересекающимися главными осями |
9 |
Корпусные детали, имеющие сочетания призматической, цилиндрической и других форм наружной поверхности с наличием базовых отверстий и установочных плоскостей, с полостью и без нее, имеющие на поверхности ребра, углубления, выступы, бобышки и отверстия |
10 |
Детали с призматической, цилиндрической или с сочетанием криволинейной или призматической форм наружных поверхностей с привалочной поверхностью в виде прямоугольных, круглых фланцев, имеющие ребра, углубления, выступы |
11 |
Коробчатые
разъемные корпусы с установочной
поверхностью ΙΙ и
|
12 |
Детали простой конфигурации, ограниченные гладкими и ступенчатыми, плоскими, цилиндрическими и комбинированными поверхностями с наличием ребер, буртов, бобышек, фланцев и отверстий |
13 |
Тонкостенные полые детали с цилиндрической, конической и комбинированными формами наружной поверхности и детали типа дисков и крышек |
14 |
Таблица 3
Определение серийности производства заготовок
Вид заготовки |
Программа выпуска при массе детали |
Код серийности |
||
10 |
100 |
1000 |
||
Штамповка, поковка |
500 1000 25000 35000 |
250 400 1000 1000 |
60 00 600 600 |
1 2 3 4 |
Прокат |
500 100 3500 |
250 400 1000 |
60 300 600 |
1 2 3, 4 |
Отливка |
2000 12000 30000 |
600 4000 8000 |
300 1500 7000 |
1 2 3, 4 |
Таблица 4
Диапазоны отливок, поковок и штамповок по массе
Масса, кг |
Номер диапазона |
Масса, кг |
Номер диапазона |
до 0,63 |
1 |
10,0-63 |
5 |
0,63-1,6 |
2 |
63-100 |
6 |
1,6-4,0 |
3 |
100-400 |
7 |
4,0-10,0 |
4 |
Свыше 400 |
8 |
Таблица 5
Диапазоны диаметров проката
Диаметр, мм |
Номер диапазона |
Диаметр, мм |
Номер диапазона |
до 5 |
1 |
100-140 |
5 |
5-30 |
2 |
140-210 |
6 |
30-50 |
3 |
210-250 |
7 |
50-100 |
4 |
Свыше 250 |
8 |
Таблица 6
Виды заготовок и способы их изготовления
Способ производства заготовок |
Код |
Коэффициент Кв.т |
Литье в песчано-глинистые формы |
1 |
0,7 |
Центробежное литье |
2 |
0,85 |
Литье под давлением |
3 |
0,91 |
Литье в кокиль |
4 |
0,8 |
Литье в оболочковые формы |
5 |
0,9 |
Литье по выплавляемым моделям |
6 |
0,91 |
Штамповка на молотах и прессах |
7 |
0,8 |
Штамповка на горизонтально-ковочных машинах |
8 |
0,85 |
Свободная ковка |
9 |
0,6 |
Прокат |
10 |
0,4 |
Сварные заготовки |
11 |
0,95 |
Таблица 7
Выбор возможных видов и способов изготовления заготовок
Код признака |
||||
Материал |
Серийность |
Конструктивная форма |
Масса детали |
Вид заготовки (способ изготовления) |
1…3 |
1 |
- |
1…6 |
1 |
2…4 |
1 |
1…6 7 8 |
1, 4…6 1, 4, 5 1, 4, 5 |
|
2 |
1…6 7 8 |
1, 4…6 1, 4, 5 1, 4 |
||
3, 4 |
1…6 7 8 |
1, 2, 4…6 1, 4, 5 1, 2, 4 |
||
5 |
1…6 7 8 |
1…6 1, 2, 4, 5 1, 2, 4 |
||
6 |
1…6 7 8 |
1, 2, 4…6 1, 2, 4, 5 1, 2, 4 |
||
7 |
1…6 7 8 |
1…6 1, 2, 4 1, 4…6 |
||
8, 9 |
1…6 7 8 |
1, 4…6 1, 4, 5 1, 4 |
||
10 |
1…6 7 8 |
1, 3…6 1, 4, 5 1, 4 |
||
11, 12 |
1…6 7 8 |
1, 3…6, 11 1, 4, 5, 11 1, 4, 11 |
||
13 |
1…6 7 8 |
1…6 1, 2, 4, 5 1, 2, 4 |
||
14 |
1…8 |
1, 2, 11 |
||
4…7 |
1 |
1…7 8 9 10…12 13, 14 |
1…8 |
9, 10 9 9, 10 11 9, 11 |
2…4 |
1 2…7 8 9 10…12 13, 14 |
1…8 |
9, 10 7…10 7, 9 7…9 11 7, 11 |
|
Таблица 8
Оптовая цена 1 т отливок из чугуна, руб.
Масса одной отливки, кг |
Группа сложности |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
|
4,5 5,65 7,15 9 |
322 316 310 304 |
401 394 386 379 |
496 486 477 468 |
590 579 569 557 |
704 691 677 665 |
843 827 811 796 |
Таблица 9
Оптовая цена 1 т отливок из стали, руб.
Масса одной отливки, кг |
Группа сложности |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
|
14,25 18 22,5 28,25 |
352 346 341 335 |
439 431 424 417 |
542 533 524 515 |
645 634 623 613 |
770 756 744 732 |
922 906 891 876 |
Таблица 10
Оптовая цена 1 т поковок, руб.
Масса одной поковки, кг |
Группа сложности |
|||
1 |
2 |
3 |
4 |
|
2,85 3,575 4,5 5,65 7,15 9 11,25 |
398 382 368 354 342 332 321 |
452 432 418 403 389 376 365 |
506 485 468 450 435 422 409 |
567 544 524 504 486 472 458 |
Таблица 11
Оптовая цена 1 т штамповок, руб.
Масса одной штамповки, кг |
Группа сложности |
|||
1 |
2 |
3 |
4 |
|
1,8 2,25 2,825 3,575 4,5 5,65 7,15 9 11,25 |
508 482 457 439 422 407 393 381 369 |
577 548 519 499 480 463 446 432 419 |
647 613 582 558 538 517 500 484 469 |
724 686 651 625 602 579 559 542 526 |
Таблица 12
Доплаты за термообработку и очистку заготовок
Вид термообработки |
Кт.о, руб./т |
Отжиг Нормализация Очистка от окалины |
15 25 8 |
Таблица 13
Коэффициент Кт, учитывающий класс точности размеров в зависимости
от способов литья
Способ литья |
Кт |
В песчано-глинистые формы (ПГП), в оболочковые формы В кокиль, центробежное литье По выплавляемым моделям |
1,165 1,27 1,67 |
Таблица 14
Коэффициент Кс, учитывающий серийность выпуска заготовок-поковок массой 2,5-10 кг
Число поковок в годовом заказе, шт. |
Кс |
125 и менее 126-250 251-500 Свыше 501 |
1,5 1,25 1,1 1 |
Таблица 15
Коэффициент Кс, учитывающий серийность выпуска штамповок
Группа серийности |
Число горячих штамповок в годовом заказе при массе одной штамповки, кг |
Кс |
|||
1,6-2,5 |
2,5-4,0 |
4,0-10 |
10-25 |
||
5 |
700 и менее |
650 и менее |
500 и менее |
400 и менее |
По договорам с покупателем |
4 |
701-1400 |
651-1250 |
501-1000 |
401-750 |
1,3 |
3 |
1401-4500 |
1251-4000 |
1001-3500 |
751-3000 |
1,15 |
2 |
4501-120000 |
4001-100000 |
3501-75000 |
3001-50000 |
1,0 |
1 |
свыше 120000 |
свыше 100000 |
свыше 75000 |
свыше 50000 |
0,9 |
Таблица 16
Коэффициент Кс, учитывающий серийность выпуска отливок
Размер партии, шт. |
Кс |
Размер партии, шт. |
Кс |
менее 200 2001-1000 1001-4000 4001-12000 |
1,23 1,15 1,1 1,06 |
12001-20000 20001-75000 75001-200000 |
1,03 1,0 0,97 |
Приложение 2
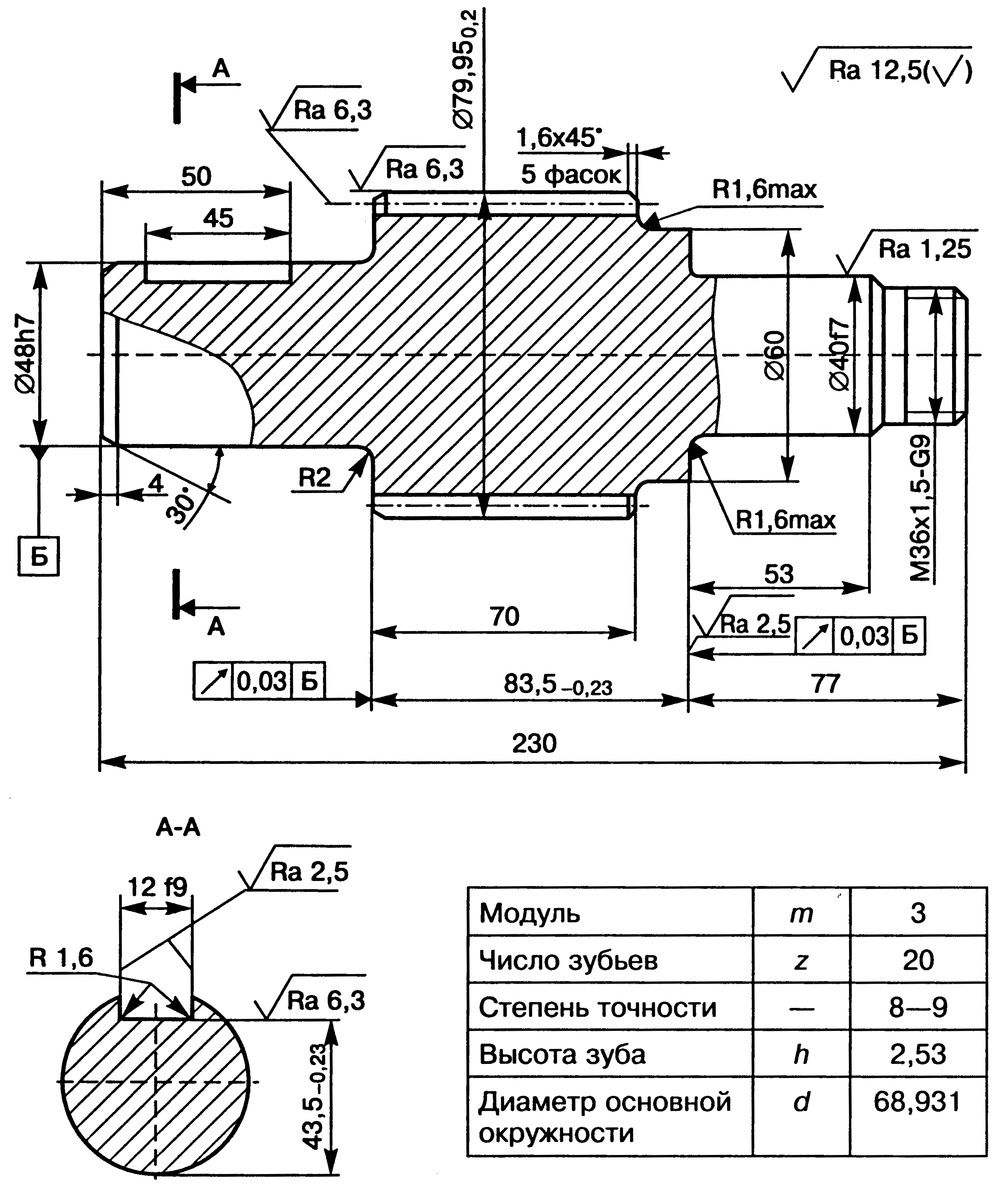
1. Цементировать h 1,0…1,4 мм, кроме резьбы; 60…64,
сердцевина – HRC 32…46
2. Острые кромки зубьев затупить фасками 1×45° с обоих торцов
3. Неуказанные предельные отклонения размеров h14, Н14, ±IT/2
Рис. 1. Вал-шестерня. Сталь 25ХГНМТ. Масса 6,3 кг
НВ 241…269
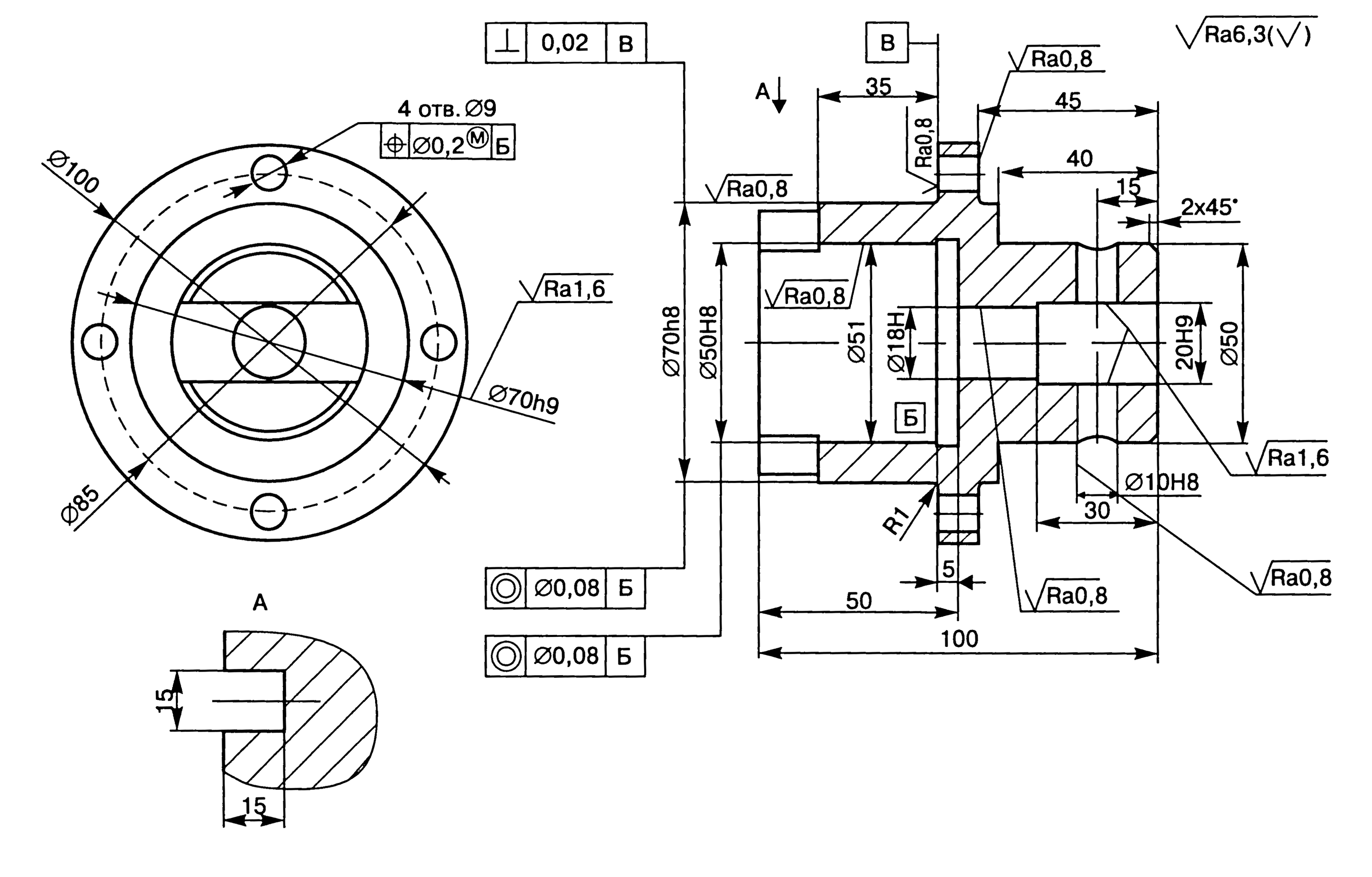
*Размер для справок
Неуказанные предельные отклонения размеров h14, Н14, ±IT/2
Рис. 2. Фланец кулака. Сталь 45. Масса 4,2 кг
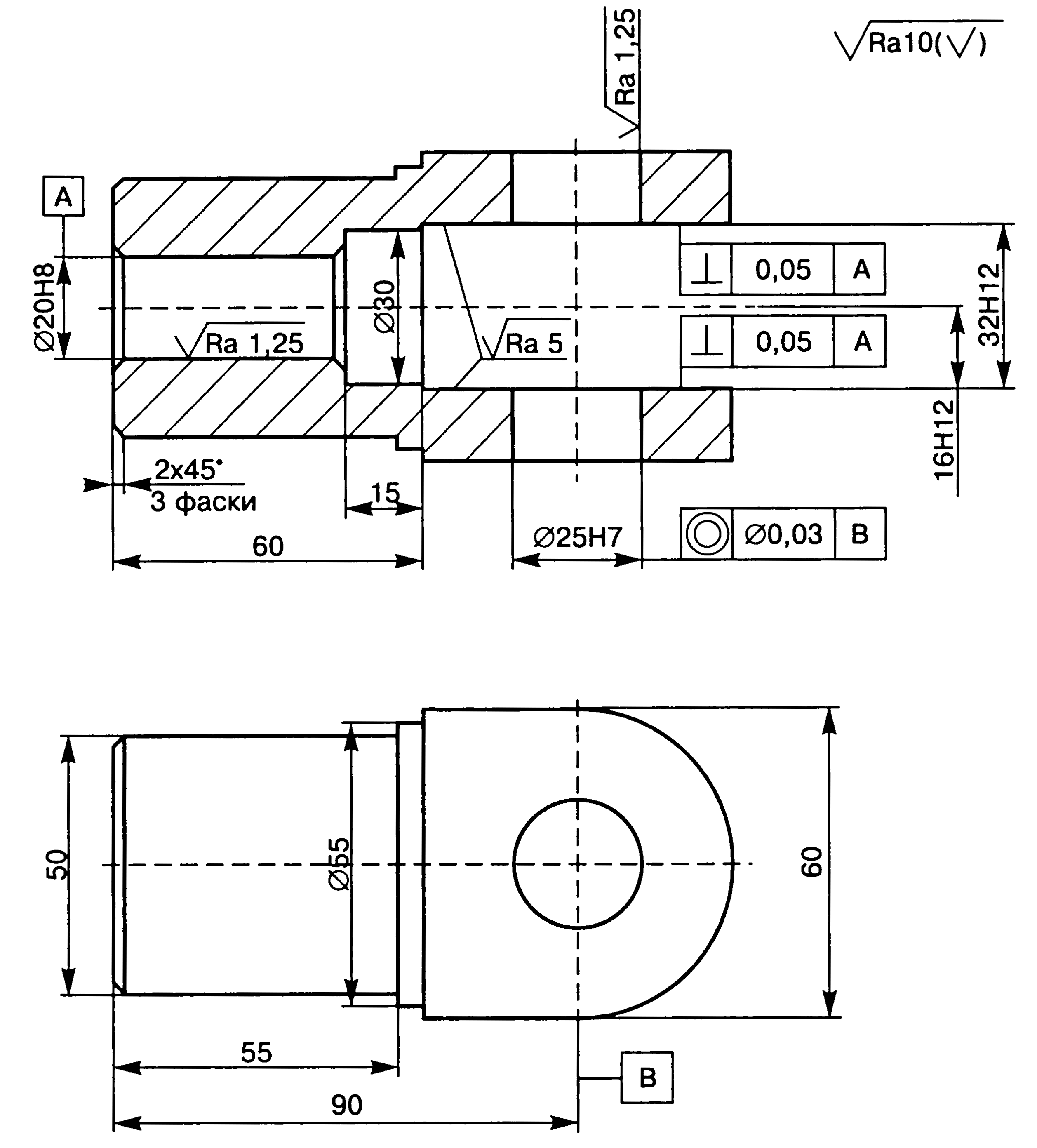
HRC 37…42
Неуказанные предельные отклонения размеров h14, Н14, ±IT/2
Рис. 3. Серьга. Сталь 45. Масса 1,6 кг
Цементировать h0,7…0,9 мм; HRC58…62
Неуказанные предельные отклонения размеров h14, Н14, ±IT/2
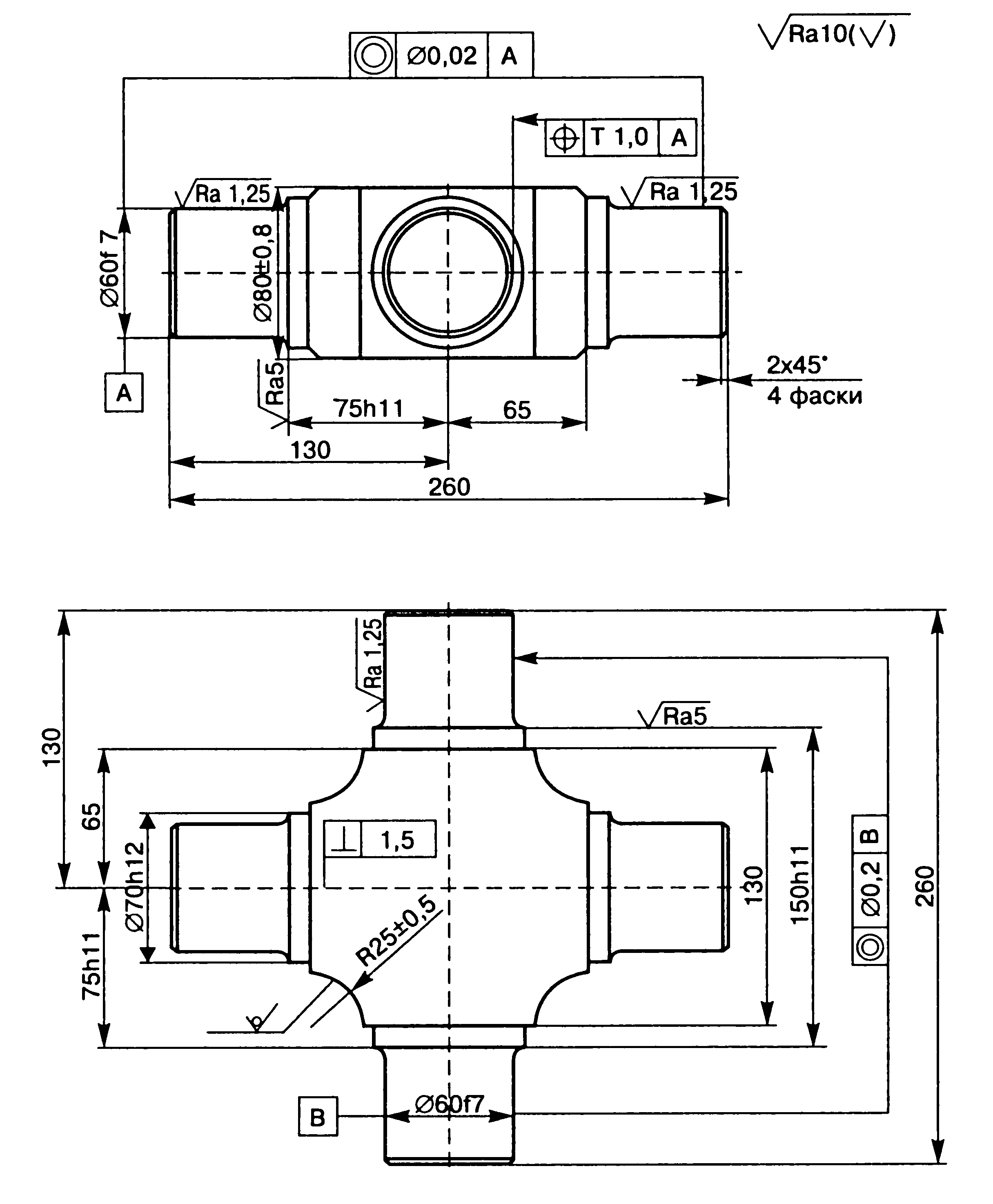
Рис. 4. Крестовина. Сталь 20. Масса 7,1 кг

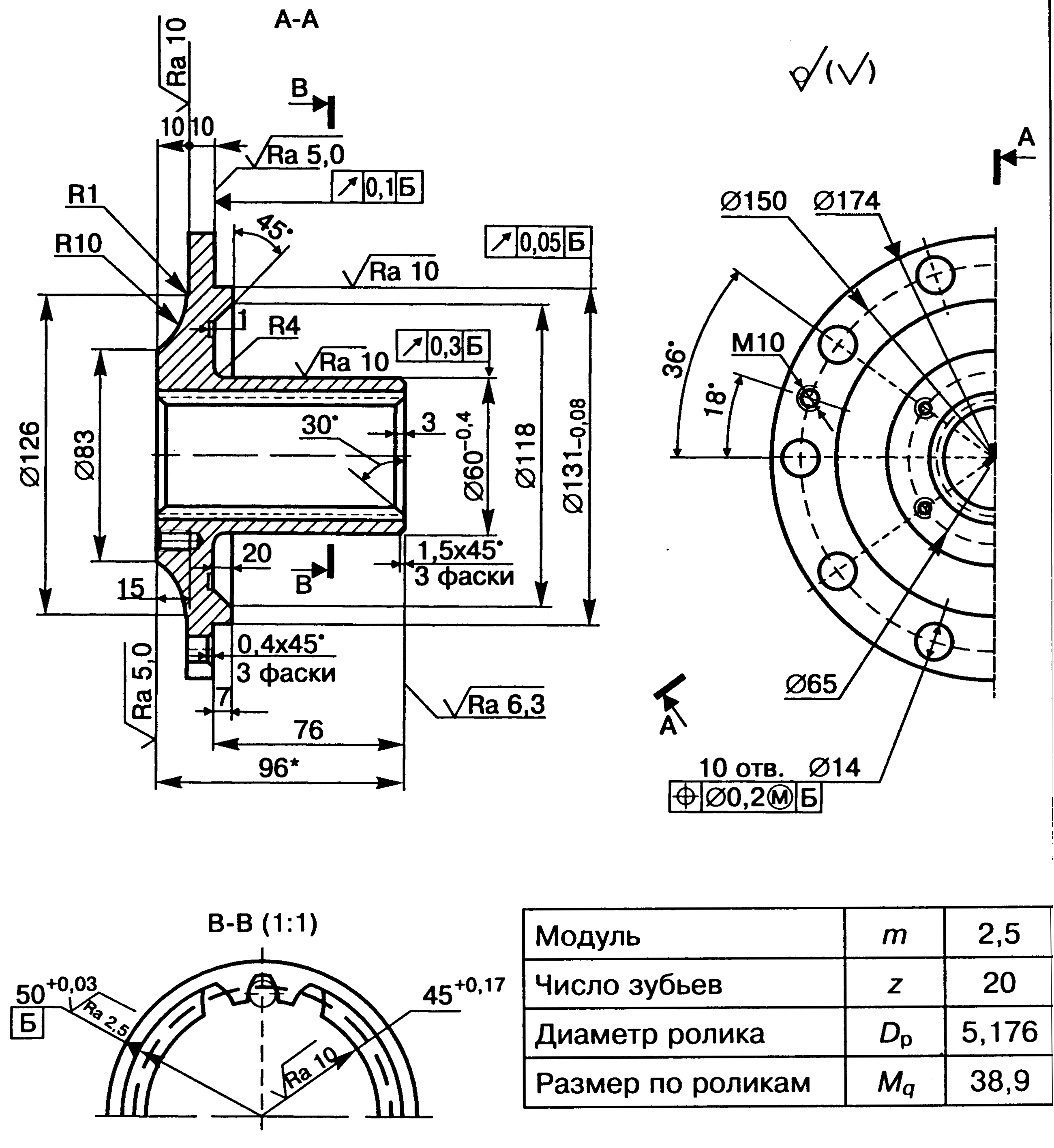
Цементировать h 1,0…1,4 мм, сердцевина – HRC 35…45
Острые кромки зубьев притупить фасками 1×45° с обоих торцов
Неуказанные предельные отклонения размеров h14, Н14, ±IT/2
Рис. 5. Шестерня. Сталь 30ХГТ. Масса 6,5 кг
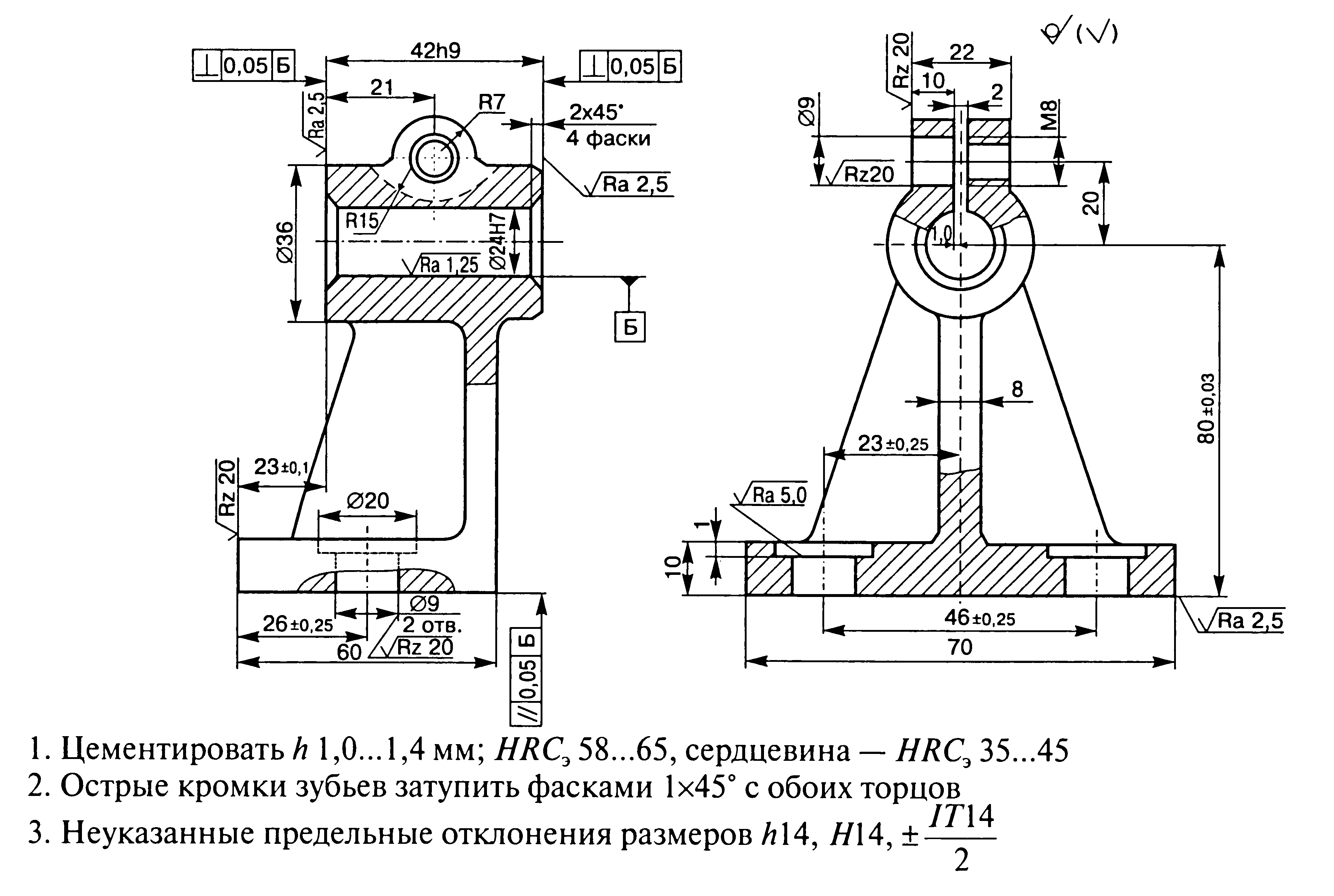
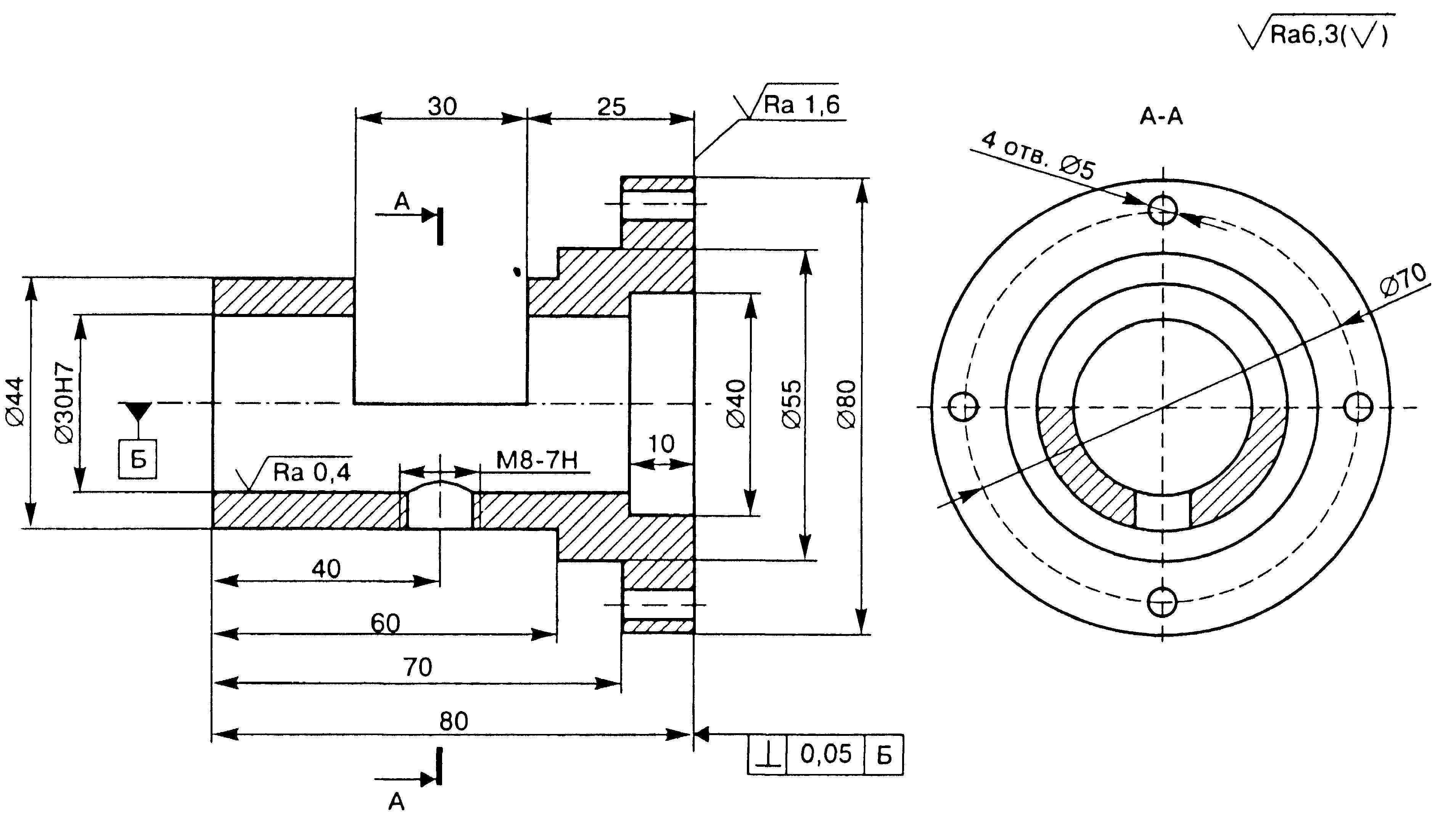
Рис. 6. Корпус. СЧ 18. Масса 4,6 кг

HRC 42…48
Неуказанные предельные отклонения размеров h14, Н14, ±IT/2
Рис. 7. Шестерня. Сталь 40Х. Масса 1,5 кг
Неуказанные предельные отклонения размеров h14, Н14, ±IT/2
Рис. 8. Фланец. Сталь 45. Масса 1,9 кг