

Головка самонаклада
В состав головки самонаклада входят устройства, отделяющие верхний лист от стапеля и транспортирующие его на спускной стол. Пятьшесть верхних листов стапеля «распушаются» сжатым воздухом, поступающим из раздувателей. Задние отделяющие присосы отделяют от стапеля верхний лист за хвостовую кромку. Щуп-сопло опускается на стапель сверху (под отделенный верхний лист – прим. редактора) и удерживает верхние листы. В это время раздуватели создают воздушную подушку под отделенным от стапеля листом. Транспортирующие присосы подают отделенный верхний лист на приемный валик с верхними выводными фрикционными роликами. (На малоформатных машинах отделение и транспортировку листов выполняет один комплект присосов.) В это время листоотделяющие присосы уже отделяют от стапеля следующий лист. Этот способ подачи листов с перекрытием или «каскадом» и дал название каскадному самонакладу.

Рисунок 3.8 – Головка самонаклада печатной машины Komori Lithrone S40. (Фотоматериал предоставлен компанией «ЯМ Интернешнл»)
Величина вакуума в присосах и давление сжатого воздуха, нагнетаемого в раздуватели, регулируются в соответствии с видом и форматом бумаги согласно инструкциям, содержащимся в руководстве по эксплуатации печатной машины. Некоторые машины оснащаются манометрами, указывающими давление воздуха и величину вакуума. Конфигурация отверстий присосов зависит от типа применяемой бумаги.
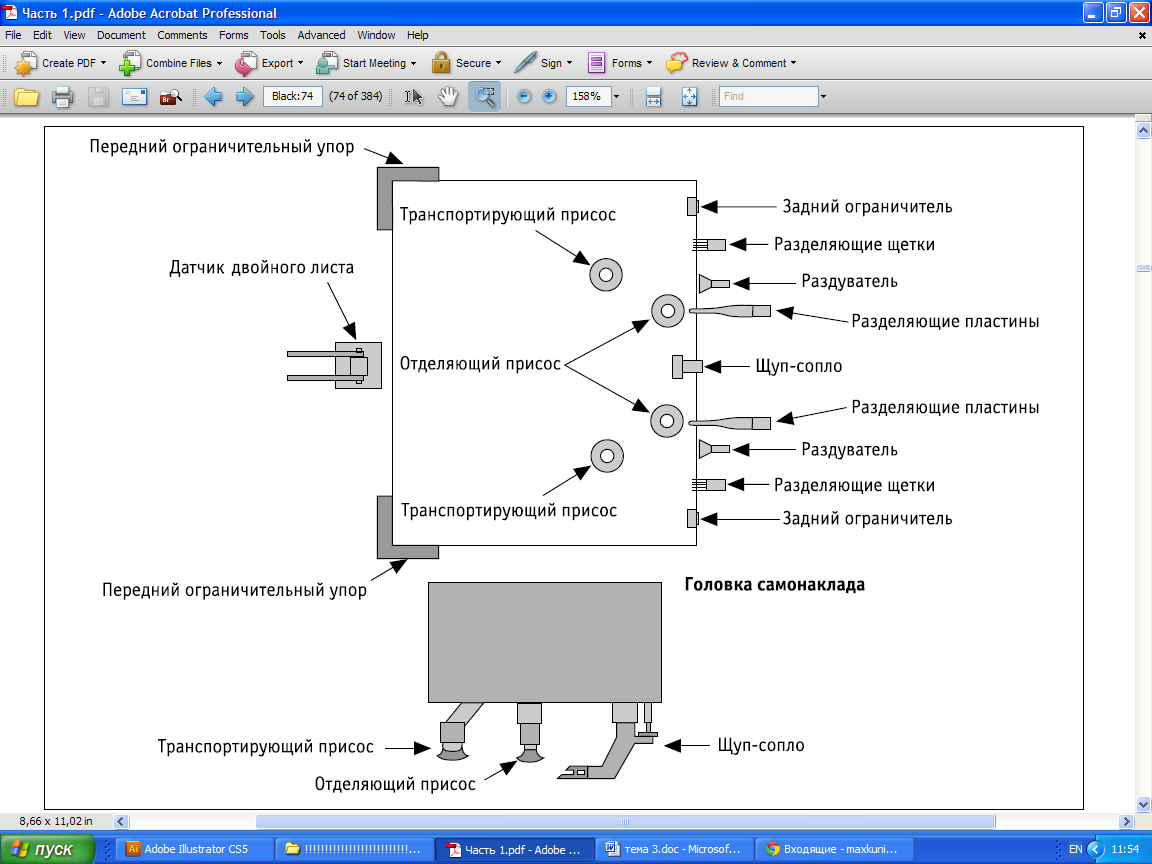
Рисунок 3.9 – Головка самонаклада
Высота стапеля. Для обеспечения безотказной работы самонаклада необходимо, чтобы расстояние от верхней поверхности стапеля до верхней кромки откидных ограничительных упоров (раньше их еще называли рашкетами – прим. редактора) составляло примерно 5 мм. В противном случае присосы головки самонаклада либо не смогут отделить верхний лист от стапеля, либо могут одновременно взять и направить на спускной стол несколько листов (от двух и более). Три основных способа контроля высоты стапеля самонаклада:
Регулировка положения щупа-сопла по высоте
Регулировка угла наклона головки самонаклада
Регулировка положения головки самонаклада по высоте
Регулировка головки самонаклада 1. Отрегулировать положение головки самонаклада по виду и формату бумаги:
2. Поднять загруженный стапельный стол на рабочий уровень. 3. Отрегулировать устройство контроля высоты стапеля. 4. Отрегулировать положение отделяющих присосов. 5. Отрегулировать положение транспортирующих присосов и установить в них величину вакуума в соответствии с характеристиками печатного материала. 6. Установить горизонтальные и вертикальные раздуватели относительно стопы таким обра_ зом, чтобы они «разрыхляли» струей сжатого воздуха несколько верхних листов стапеля. 7. Для проверки правильности установки раздувателей произвести пробное отделение верхнего листа стопы отделяющими присосами. 8. Отрегулировать положение горизонтальных и вертикальных раздувателей относитель_ но задней кромки верхнего листа таким образом, чтобы струя сжатого воздуха создава_ ла воздушную прослойку под всей нижней плоскостью поднятого присосами листа. 9. Отрегулировать положение разделяющих пластин, разделяющих щеток и щупа_сопла относительно стопы для предотвращения подачи сдвоенных листов. 10. Проверить цикловое включение/отключение вакуума в пневмораспределителе головки в момент перехвата отделенного листа транспортирующими присосами. 11. Выполнить заключительную точную регулировку уровня стапеля. |
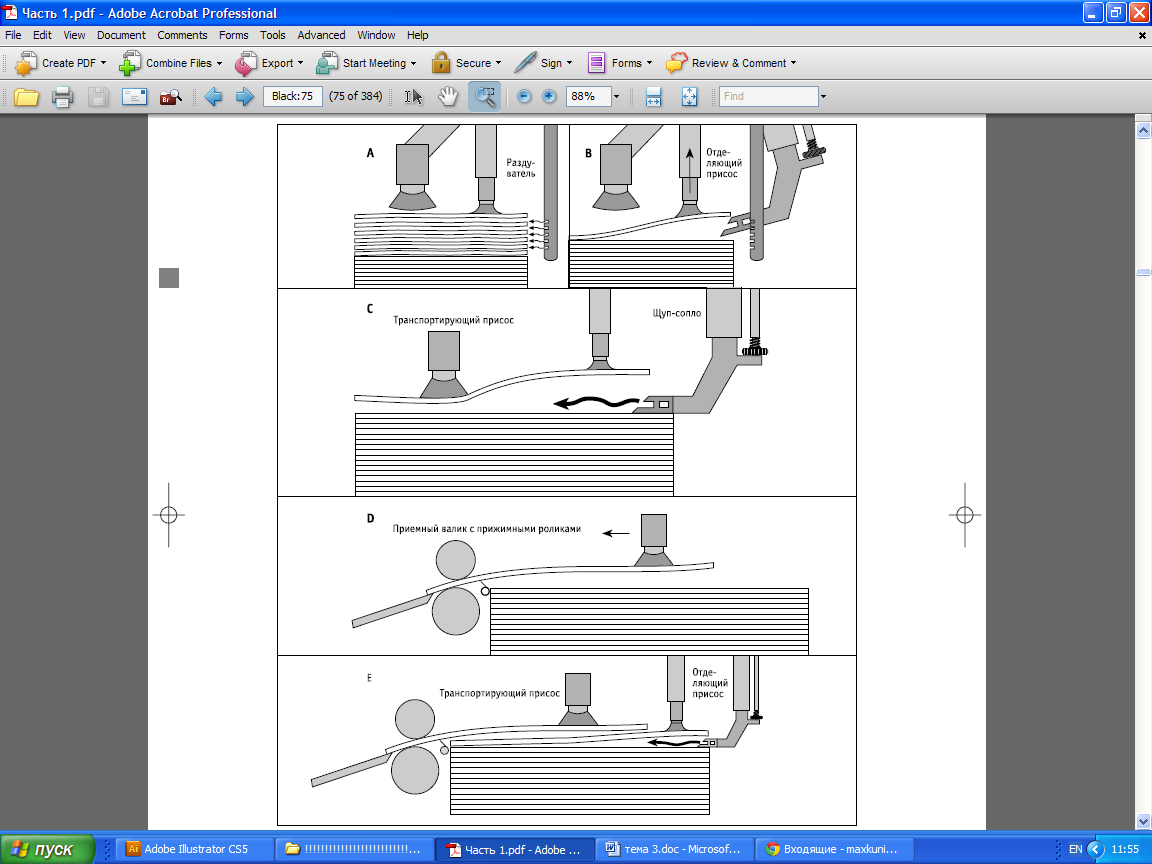
Рисунок 3.10 – Схема работы листоотделительной головки каскадного самонаклада: (A) раздуватели «распушают» верхние листы стопы; (B) отделяющие присосы начинают отделение верхнего листа от стопы за заднюю кромку, в этот момент щупсопло опускается на кромку стопы, удерживая от сдвига лежащие ниже листы; (C) щупсопло поддувает воздух под верхний лист, способствуя его окончательному отделению от стопы и перехвату транспортирующими присосами; (D) транспортирующие присосы подают лист на приемный валик с прижимными роликами; (E) цикловое взаимодействие отделяющих присосов, щупасопла и транспортирующих присосов в процессе подачи листов каскадом.

Положение щупа-сопла по высоте регулируется при помощи винта. Если регулировка положения щупа-сопла не предусмотрена, следует отрегулировать положение всей головки самонаклада по высоте. На некоторых печатных машинах применяется листоотделительная головка с регулируемым углом наклона относительно плоскости верхнего среза стопы. Если щуп-сопло регулируется по высоте, то поворот или наклон листоотделительной головки самонаклада также позволяет компенсировать неровность стапеля (рис. 3.15). Если положение щупа-сопла не регулируется, возможность углового отклонения листоотделительной головки позволяет также контролировать уровень стапеля относительно головки.
Ограничители стопы. Задние ограничители устанавливаются от боковых кромок стапеля на расстоянии равном приблизительно 1/4 его длины листа, при этом грузовые прижимы ограничителей должны свободно перемещаться вниз по мере опускания верхнего уровня стапеля (рис. 3.16). Для правильного расположения ограничителей рекомендуется согнуть тиражный лист бумаги на четыре равные доли и установить задние ограничители по линиям крайних сгибов. Боковые ограничители устанавливают на максимально приближенном расстоянии от боковых сторон стапеля с зазором около 0,5 мм (рис. 3.5).
Разделяющие щетки и пластины. Щетки и пластины предотвращают отделение присосами двух и более листов. Они должны устанавливаться таким образом, чтобы их передние края заходили на стопу примерно на 5 мм, а нижние края располагались выше стопы на 2 мм или почти касались ее (рис. 3.17). Установочное положение разделяющих щеток и пластин зависит от массы бумаги и толщины листов.
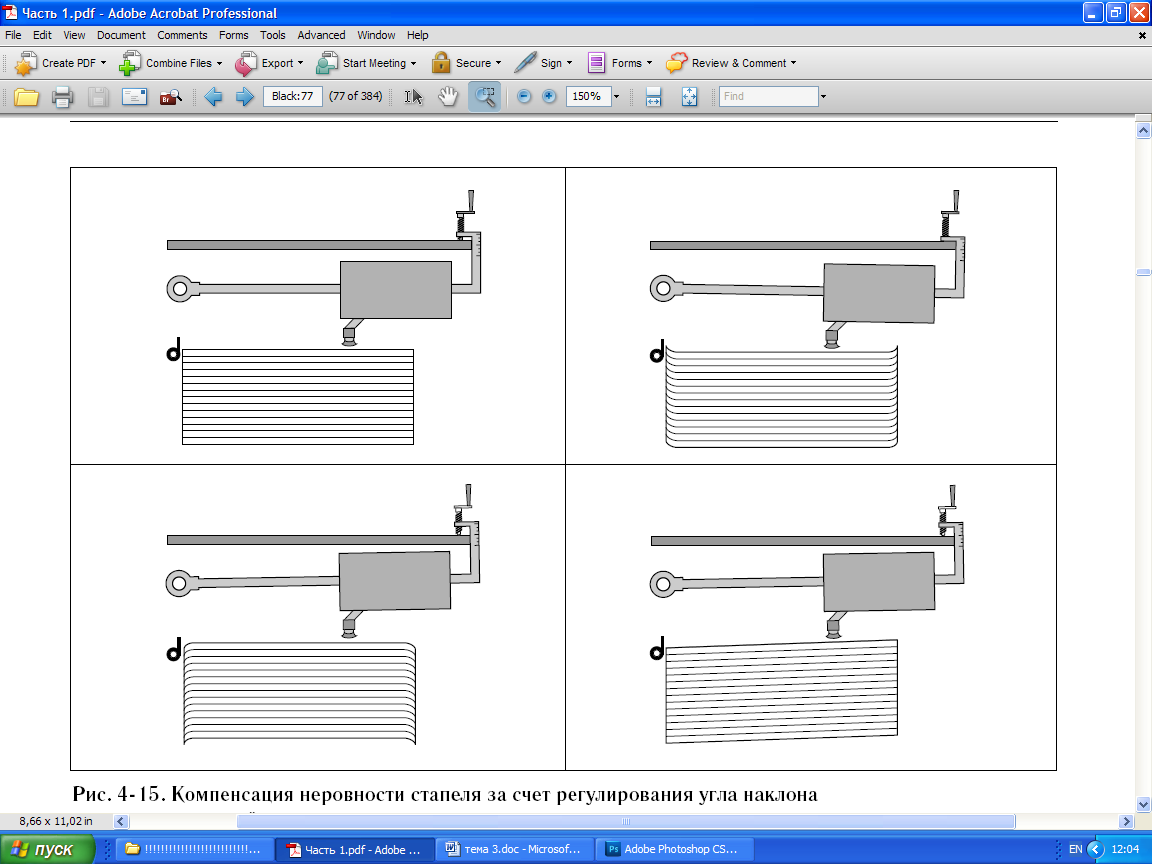
Рисунок 3.15 – Компенсация неровности стапеля за счет регулирования угла наклона

Рисунок 3.16 – Установочное положение ограничителей верхней части стопы
Отделяющие присосы. Для обеспечения
надлежащей транспортировки листа
необходима правильная регулировка
отделяющих присосов, служащих для
отделения верхнего листа от стапеля за
заднюю кромку. Отделяющие присосы при
помощи маховичка устанавливаются
параллельно стапелю после их опускания
в крайнее нижнее положение. На некоторых
машинах могут быть присосы, которые при
отделении листа немного поворачиваются.
При этом задняя кромка листа слегка
отгибается от стапеля. В образовавшуюся
между отделяемым листом и стапелем
клинообразную полость щуп-сопло подает
сжатый воздух. Это повышает эффективность
отделения верхнего листа от нижележащего
и предотвращает подачу сдвоенных листов.
На степень поворота присоса влияет
толщина применяемой бумаги. Кроме того,
от толщины бумаги зависит выбор типа
присосов и их штоков. Рекомендации по
выбору отделяющих присосов и штоков в
зависимости от толщины бумаги смотрите
в руководстве по эксплуатации печатной
машины.
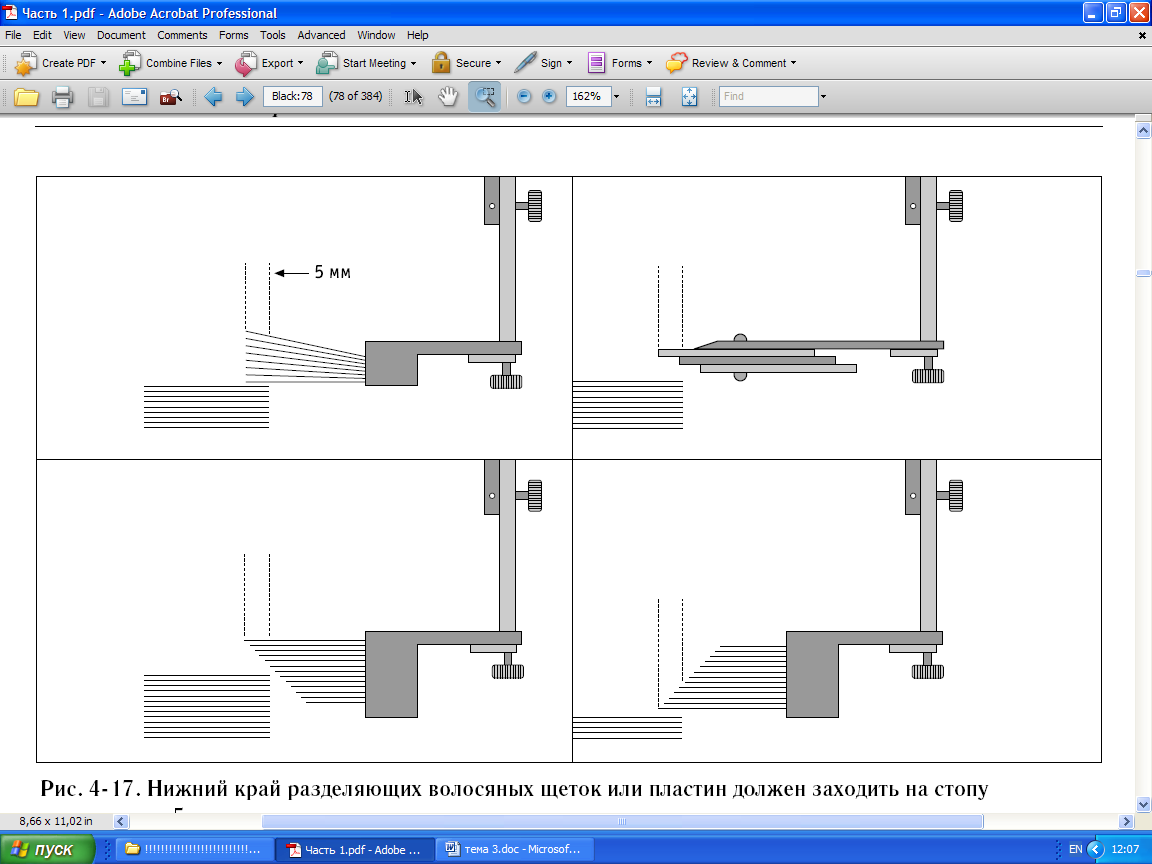
Рисунок 3.17 – Нижний край разделяющих волосяных щеток или пластин должен заходить на стопу примерно на 5 мм.
Транспортирующие присосы. Для обеспечения надлежащей подачи листа необходима правильная регулировка транспортирующих вакуумных присосов, подающих листы к приемному валику с прижимными роликами. Установка транспортирующих присосов в крайнее нижнее положение производится при помощи маховичка. При работе с бумагой рекомендуется, чтобы минимальное расстояние от присосов до стапеля составляло 2–4 мм; по возможности, транспортирующие присосы следует устанавливать с наклоном вниз во избежание провисания листов. При работе с картоном транспортирующие присосы следует устанавливать таким образом, чтобы они слегка касались верхнего листа в стапеле или находились с превышением на 1 мм параллельно стапелю без наклона. Некоторые транспортирующие присосы имеют автоматическую регулировку по высоте. Аналогично задним ограничителям, транспортирующие присосы устанавливаются от боковых сторон стапеля на расстоянии, равном примерно 1/4 длины листа.
Раздуватели. С целью обеспечения надлежащей подачи листа необходимо правильно отрегулировать задние раздуватели. Для регулировки давления сжатого воздуха следует последовательно включить воздушный агрегат, самонаклад, подачу воздуха в головку самонаклада и поворачивать маховичок ручного привода самонаклада до тех пор, пока воздух не начнет поступать из раздувателей. Давление сжатого воздуха должно быть достаточным для создания воздушной подушки под 6–10 верхними листами стапеля. Для «распушения» нужного количества верхних листов положение раздувателей регулируется по высоте.
Когда отделяющие присосы берут и поднимают лист, сжатый воздух, поступающий из щупа-сопла и/или раздувателей, должен создать между отделяемым листом и стапелем воздушную прослойку. Правильно отрегулированный поток воздуха обеспечивает окончательное отделение листа по всей плоскости стапеля от задней до передней кромки.
Если все компоненты головки самонаклада и уровень стапеля отрегулированы должным образом, отделенный от стапеля верхний лист подается транспортирующими присосами на приемный валик с прижимными роликами.
В идеале, воздушный агрегат, обслуживающий пневматическую систему самонаклада, должен быть расположен в специальном помещении вне печатного цеха. Это поможет снизить уровень шума и, самое главное, – степень загрязнения воздуха в печатном цехе.