9, 16. Изготовление машиностроительных профилей волочением. Технологические возможности.
заготовками для волочения служат прокатанные или прессованные прутки и трубы из стали, цветных металлов и их сплавов.
Волочение труб можно выполнять без оправки (для уменьшения внешнего диаметра) и с оправкой (для уменьшения внешнего диаметра и толщины стенки). На рис. 3.13, а показана схема волочения трубы 1 на короткой удерживаемой оправке 3. В этом случае профиль полученной трубы определяется зазором между волокой 2 и оправкой 3.
Поскольку тянущая сила, приложенная к заготовке, необходима не только для деформирования металла, но и для преодоления сил трения металла об инструмент, эти силы трения стараются уменьшить применением смазки и полированием отверстия в волоке.
Обычно для получения необходимых профилей требуется деформация, превышающая допустимую за один проход, поэтому применяют волочение через ряд постепенно уменьшающихся по диаметру отверстий. Но, поскольку волочение осуществляют в условиях холодной деформации, металл упрочняется. Для восстановления пластичности упрочненный волочением металл подвергают промежуточному отжигу.
Волочением обрабатывают различные сорта стали и цветные металлы: медь и ее сплавы, алюминий и его сплавы и др. Сортамент изделий, изготовляемых волочением, очень разнообразен: проволока диаметром 0,002— 5 мм и фасонные профили, примеры которых показаны на рис. 3.13, б (призматические и фасонные направляющие; сегментные, призматические и фасонные шпонки; шлицевые валики; опорные призмы и ножи и т. д.). Волочением калибруют стальные трубы диаметрами от капиллярных до 200 мм, стальные прутки диаметрами 3— 150 мм.
Поскольку волочение производят в условиях холодной деформации, оно обеспечивает точность размеров (стальная проволока диаметром 1 —1,6 мм имеет допуск 0,02 мм), низкую шероховатость поверхности, получение очень тонкостенных профилей.
В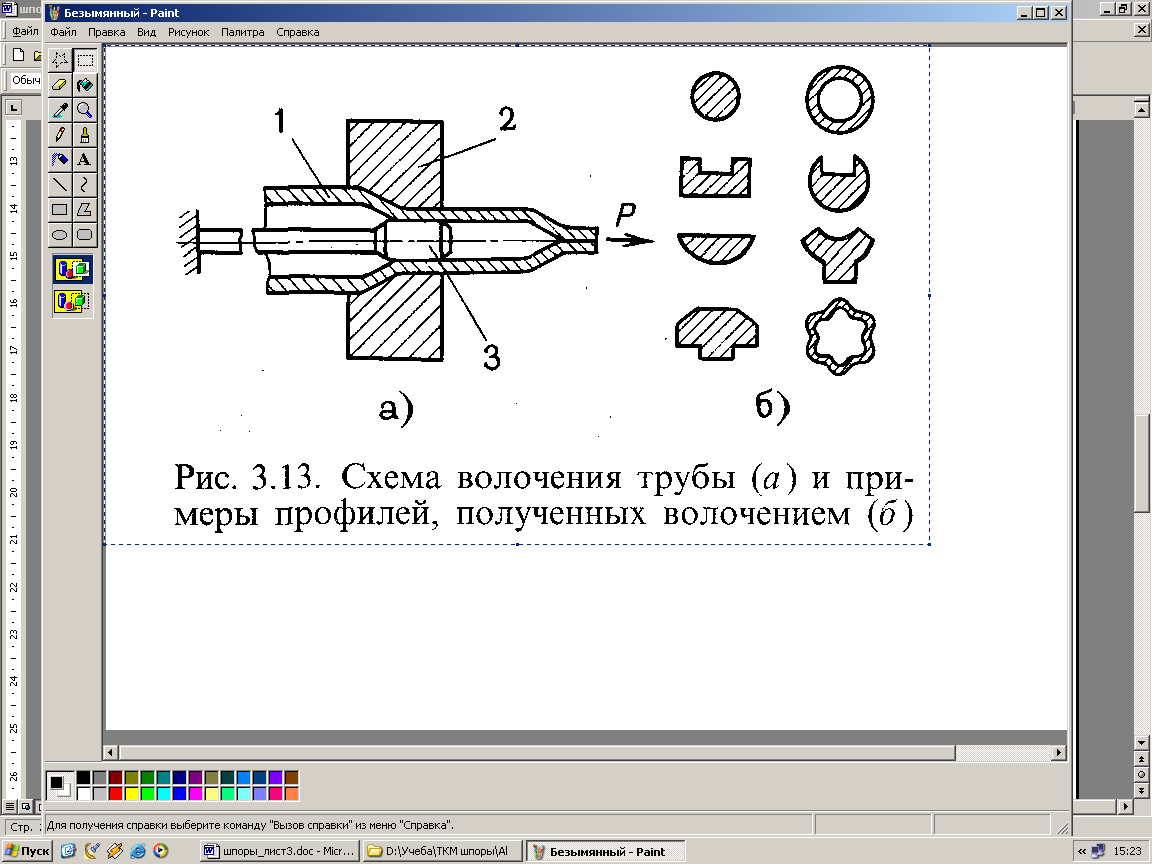 олочение
производят на барабанных и цепных
волочильных станах. Барабанные станы
служат для волочения проволоки, труб
небольшого диаметра, наматываемых в
бунты. Исходную заготовку в виде бунта
укладывают на барабан 1.
Предварительно
заостренный конец проволоки пропускают
через отверстие волоки 2 и закрепляют
на барабане 3,
который приводится во вращение от
электродвигателя через редуктор и
зубчатую передачу 4.
олочение
производят на барабанных и цепных
волочильных станах. Барабанные станы
служат для волочения проволоки, труб
небольшого диаметра, наматываемых в
бунты. Исходную заготовку в виде бунта
укладывают на барабан 1.
Предварительно
заостренный конец проволоки пропускают
через отверстие волоки 2 и закрепляют
на барабане 3,
который приводится во вращение от
электродвигателя через редуктор и
зубчатую передачу 4.
Кроме станов для однократного волочения, один из которых показан на рис. 3.14, существуют станы для многократного волочения. Последние имеют до 20 барабанов с установленными перед каждым из них волоками. На цепных станах тянущее устройство совершает прямолинейное возвратно-поступательное движение. Такие станы применяют для волочения прутков и труб, которые нельзя наматывать в бунты.
10. Изготовление машиностроительных профилей продольной прокаткой. Усл, необх для провед прокатки.
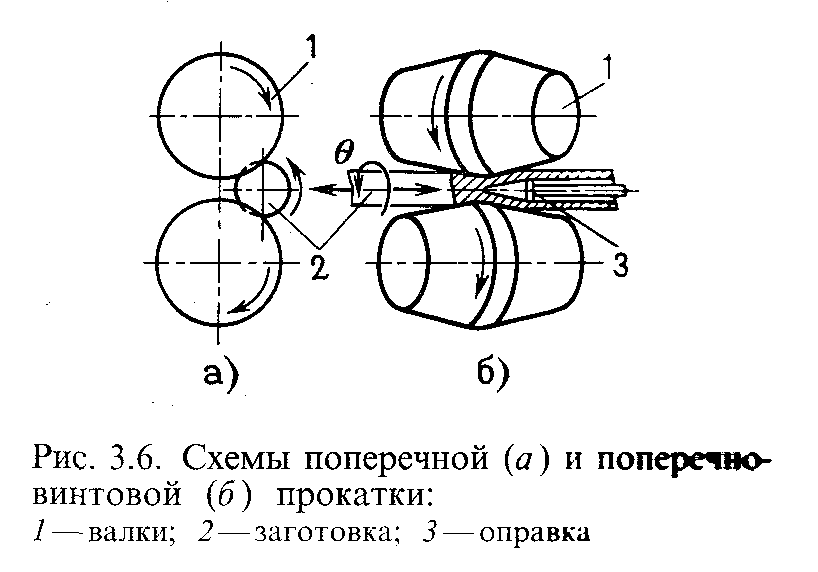
Прокатке подвергают до 90% всей выплавляемой стали и большую часть цветных металлов. При прокатке металл пластически деформируется вращающимися валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. Кроме наиболее распространенного вида прокатки — продольной (рис. 3.4,6) выделяют еще два вида— поперечную и поперечно-винтовую.
При поперечной прокатке (рис. 3.6,а) валки 7, вращаясь в одном направлении, придают вращение заготовке 2 и деформируют ее.
При поперечно-винтовой прокатке (рис. 3.6, б) валки 1 расположены пол углом и сообщают заготовке 2 при деформировании вращательное и поступательное движение.
Инструментом для прокатки являются валки, которые в зависимости от прокатываемого профиля могут быть гладкими, применяемыми для прокатки листов, лент и т. п.: ступенчатыми, например, для прокатки полосовой стали и ручьевыми для получения сортового проката. Ручьем называют вырез на боковой поверхности валка, а совокупность двух ручьев образует полость, называемую калибром. Каждая пара ручьевых валков обычно образует несколько калибров.
По назначению прокатные станы подразделяют на станы для производства полупродукта и станы для выпуска готового проката. К первой группе относят обжимные станы для прокатки слитков в полупродукт крупного сечения и заготовочные—для получения полупродукта более мелкого сечения. К станам для производства готового проката относят: сортовые, листовые, трубные и специальные.
Исходной заготовкой при прокатке служат слитки: стальные массой до 60 т, из цветных металлов и их сплавов обычно массой до 10 т. При производстве сортовых профилей стальной слиток массой до 15 т в горячем состоянии прокатывают на блюминге, получая заготовки квадратного (или близкого к нему) сечения, называемые блюмами. Блюмы поступают на заготовочные станы для прокатки заготовок требуемых размеров или сразу на станы для прокатки крупных профилей сортовой стали. На заготовочных и сортовых станах заготовка последовательно проходит через ряд калибров.
Разработку системы последовательных калибров, необходимых для получения того или иного профиля, называют калибровкой.
Все более широкое распространение находит бесслитковая прокатка — получение проката непосредственно после непрерывного литья, минуя операции отливки слитков в изложницы, их предварительной обработки в обжимных прокатных станах или ковкой. а также ряд вспомогательных операций
При производстве листового проката стальной слиток массой до 50т в горячем состоянии прокатывают на слябинге или блюминге, получая заготовку прямоугольного. называемую слябом.
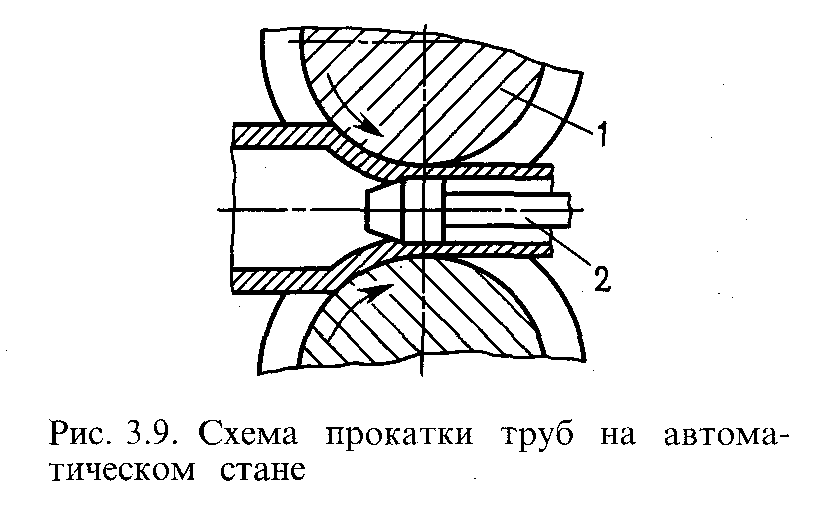
При прокатке бесшовных труб первой операцией является прошивка — образование отверстия в слитке или круглой заготовке. Эту операцию выполняют в горячем состоянии на прошивных станах. Наиб примен получ прошивные станы с бочкообр валками, оси ктр расп под углом 5-150 др к др. Оба валка вращ в одном напр. благод распо получ вращ и поступ дв. В Ме возн радиальн растяг напр, образуя внутр полость, и облегч прошивку отверстия оправкой 3, устан-ой на пути дв. заготовки.
Последующую прокатку прошитой заготовки в трубу требуемых диаметра и толщины стенки производят на раскатных станах. Затем для получения заданного диаметра трубы прокатывают в калибровочном многоклетьевом стане продольной прокатки без оправки.
Сварные трубы изготовляют из плоской заготовки — ленты (называемой штрипсом) или из листов, ширина которых соответствует длине (или половине длины) окружности трубы. Процесс изготовления сварной трубы включает следующие основные операции: гибку плоской заготовки в трубу, сварку кромок, уменьшение (редуцирование) диаметра полученной трубы. Для сварки чаще применяют следующие способы: печную сварку, сварку сопротивлением и дуговую под флюсом.
Электросваркой можно получать трубы большого диаметра (до 2500 мм) с тонкой стенкой (до 0,5 мм) из легированных сталей.
При производстве труб сваркой сопротивлением ленты или полосы гнут в холодном состоянии в трубу на непрерывных формовочных станах. При выходе из формовочного стана трубная заготовка поступает на трубоэлектросварочный стан, где кромки трубы прижимаются друг к другу двумя парами вертикальных валков и одновременно свариваются роликовыми электродами. После сварки трубу калибруют, разрезают на части.
Периодические профили в основном изготовляют поперечной и поперечно-винтовой прокаткой. На станах поперечно-винтовой прокатки получают не только периодические профили, но и заготовки шаров, роликов подшипников качения .