

5. Сущность и схема и технологические возможности штамповки в закрытых штампах.
Штамповка в закрытых штампах (рис. 3.23, б, в) характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование облоя в нем не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя—выступ (на прессах), или наоборот (на молотах). Закрытый штамп может иметь не одну, а две взаимно перпендикулярные плоскости разъема, т. е. состоять из трех частей (рис. 3.23, в).
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Следовательно, в этом случае процесс получения заготовки усложняется, поскольку отрезка заготовок должна обеспечивать высокую точность.
Существенное преимущество штамповки в закрытых штампах — уменьшение расхода металла, поскольку нет отхода в облой. Поковки, полученные в закрытых штампах, имеют более благоприятную структуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в облой. При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, чем в открытых штампах. Это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
К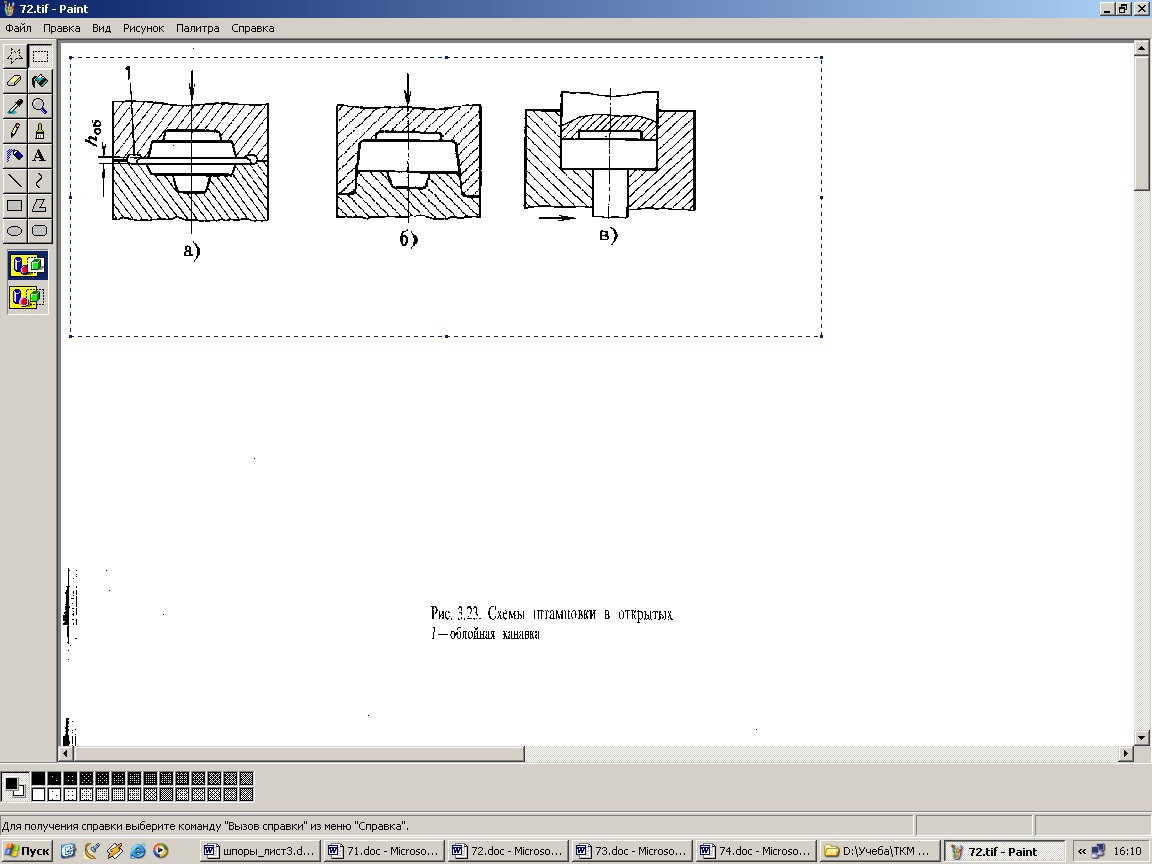 штамповке в закрытых штампах можно
отнести штамповку
выдавливанием и прошивкой, так
как штамп в этих случаях выполняют по
типу закрытого, и отхода в заусенец не
предусматривают. Деформирование металла
при горячей штамповке выдавливанием
и прошивкой происходит так же, как при
холодном прямом и обратном выдавливании.
штамповке в закрытых штампах можно
отнести штамповку
выдавливанием и прошивкой, так
как штамп в этих случаях выполняют по
типу закрытого, и отхода в заусенец не
предусматривают. Деформирование металла
при горячей штамповке выдавливанием
и прошивкой происходит так же, как при
холодном прямом и обратном выдавливании.
6. Формоизменяющие операции листовой штамповки (гибка, отбортовка, обжим формовка). Схемы и технологические возможности.
Отбортовка—получение бортов (горловин) путем вдавливания центральной части заготовки с предварительно пробитым отверстием в матрицу. При отбортовке кольцевые элементы в очаге деформации растягиваются, причем больше всего увеличивается диаметр кольцевого элемента, граничащего с отверстием. Допустимое без разрушения (без образования продольных трещин) увеличение диаметра отверстия при отбортовке составляет d6/d0 = 1,2...1,8 в зависимости от механических свойств материалазаготовки, а также от ее относительной толщины S/d0. Разрушению заготовки способствует наклепанный слой у кромки отверстия, образующийся при пробивке. Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие обработкой резанием (сверление с развертыванием), создающим меньшее упрочнение у края отверстия.
Ф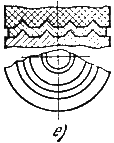 ормовка
— операция, при которой изменяется
форма заготовки в результате растяжения
отдельных ее участков. Толщина
заготовки в этих участках уменьшается.
Формовкой получают местные выступы на
заготовке, ребра жесткости и т. п. Часто
вместо металлического пуансона или
матрицы при меняют резиновую подушку.
С помощью резинового вкладыша (или
жидкости) можно увеличить размеры
средней части полой заготовки. При этом
резина или жидкость легко удаляются
из штампованной детали, а матрица должна
быть разъемной.
ормовка
— операция, при которой изменяется
форма заготовки в результате растяжения
отдельных ее участков. Толщина
заготовки в этих участках уменьшается.
Формовкой получают местные выступы на
заготовке, ребра жесткости и т. п. Часто
вместо металлического пуансона или
матрицы при меняют резиновую подушку.
С помощью резинового вкладыша (или
жидкости) можно увеличить размеры
средней части полой заготовки. При этом
резина или жидкость легко удаляются
из штампованной детали, а матрица должна
быть разъемной.
Г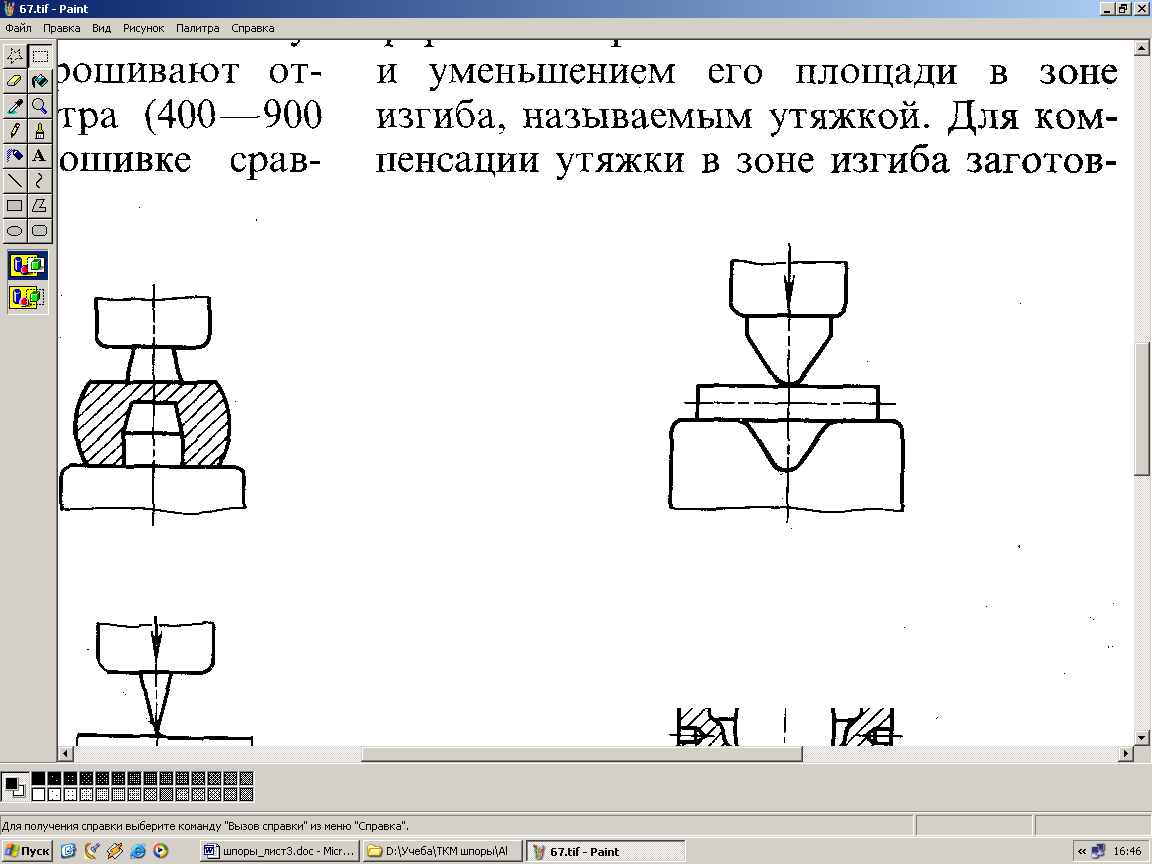 ибка
— операция придания заготовке
изогнутой формы по заданному контуру
(рис. ж). Этой операцией получают угольники,
скобы, крючки, кронштейны и т. п. Гибка
сопровождается искажением первоначальной
формы поперечного сечения заготовки и
уменьшением его площади в зоне изгиба,
называемым утяжкой.
ибка
— операция придания заготовке
изогнутой формы по заданному контуру
(рис. ж). Этой операцией получают угольники,
скобы, крючки, кронштейны и т. п. Гибка
сопровождается искажением первоначальной
формы поперечного сечения заготовки и
уменьшением его площади в зоне изгиба,
называемым утяжкой.
О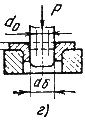 бжим
– операция, при ктр уменьш диаметр
краевой части полой заготовки в рез
заталкивания ее в сужающ-ся полость
матрицы. Обжимаемая заготовка получает
форму рабочей полости матрицы. Доп
уменьш диаметра при обзиме огранич-ся
появлением продольных складок в обж
части заготовки или поперечнх кольцевях
складок в ее недеф части. Сужение 0,7…0,8
за один проход. Толщина загот в обл пласт
деф увелич, причем больше утолщ краевая
часть.
бжим
– операция, при ктр уменьш диаметр
краевой части полой заготовки в рез
заталкивания ее в сужающ-ся полость
матрицы. Обжимаемая заготовка получает
форму рабочей полости матрицы. Доп
уменьш диаметра при обзиме огранич-ся
появлением продольных складок в обж
части заготовки или поперечнх кольцевях
складок в ее недеф части. Сужение 0,7…0,8
за один проход. Толщина загот в обл пласт
деф увелич, причем больше утолщ краевая
часть.