

22. Ковка: сущность и схемы деформирования, области рационального использования. Требования и конструкции кованных поковок.
Процесс ковки состоит из чередования в определенной последовательности основных и вспомогательных операций. Каждая операция определяется характером деформирования и применяемым инструментом.
К основным операциям ковки относятся осадка, протяжка, прошивка, отрубка, гибка.
Осадка — операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения. Осаживают заготовки между бойками или подкладными плитами.
П ротяжка
— операция удлинения заготовки или ее
части за счет уменьшения площади
поперечного сечения (рис. а). Протяжку
производят последовательными ударами
или нажатиями на отдельные участки
заготовки, примыкающие один к другому,
с подачей заготовки вдоль оси протяжки
и поворотами ее на 90° вокруг этой оси.
ротяжка
— операция удлинения заготовки или ее
части за счет уменьшения площади
поперечного сечения (рис. а). Протяжку
производят последовательными ударами
или нажатиями на отдельные участки
заготовки, примыкающие один к другому,
с подачей заготовки вдоль оси протяжки
и поворотами ее на 90° вокруг этой оси.
П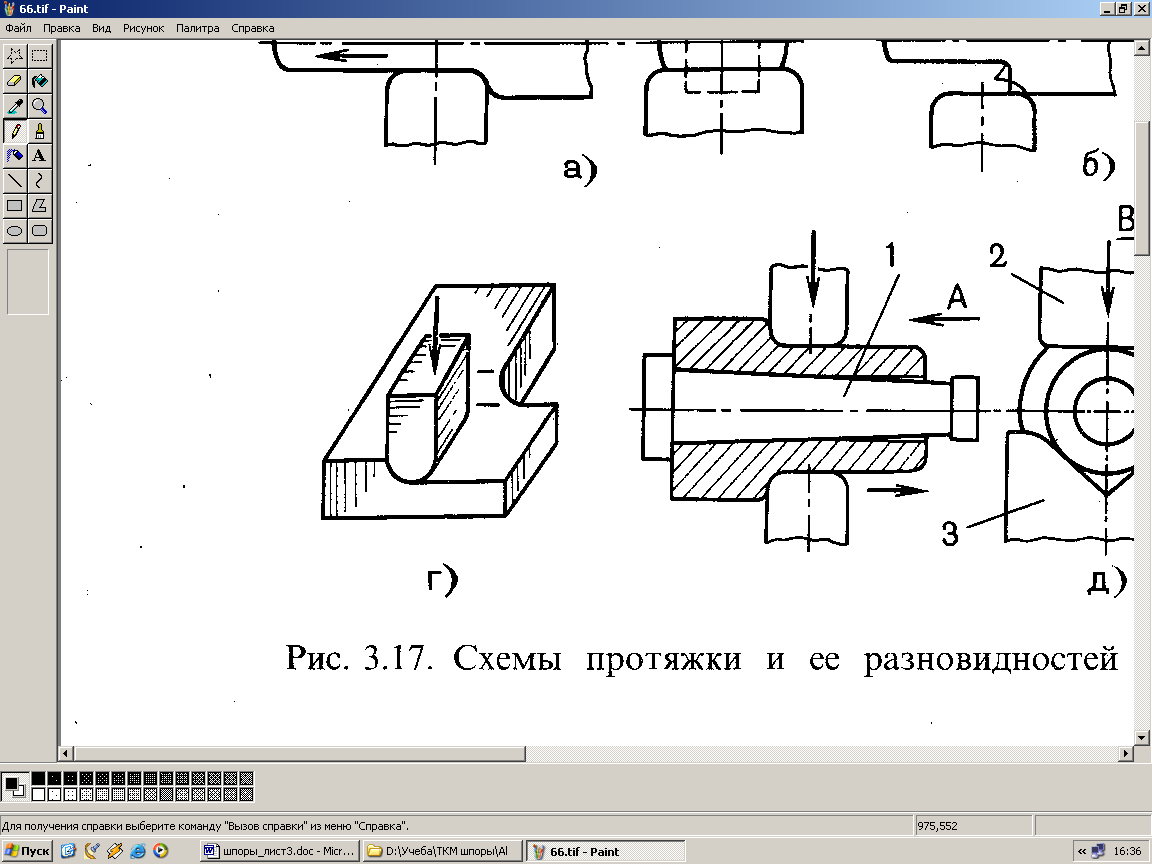 ротяжка
имеет ряд разновидностей.
ротяжка
имеет ряд разновидностей.
Разгонка — операция увеличения ширины части заготовки за счет уменьшения ее толщины (б).
П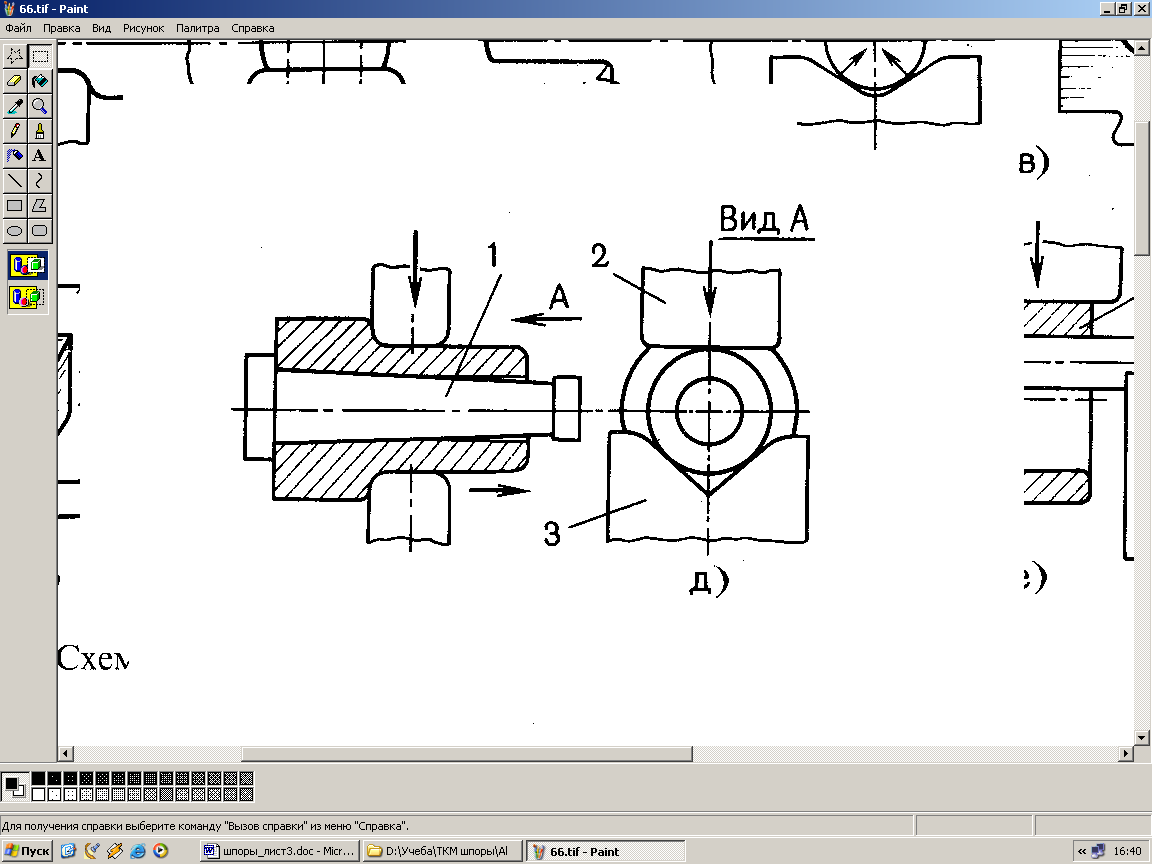
 ротяжка
с оправкой
— операция увеличения длины пустотелой
заготовки за счет уменьшения толщины
ее стенок (рис. в).
Протяжку
выполняют в вырезных бойках (или
нижнем вырезном 3
и верхнем
плоском 2) на слегка конической оправке
7. Протягивают в одном направлении — к
расширяющемуся концу оправки, что
облегчает ее удаление из поковки.
ротяжка
с оправкой
— операция увеличения длины пустотелой
заготовки за счет уменьшения толщины
ее стенок (рис. в).
Протяжку
выполняют в вырезных бойках (или
нижнем вырезном 3
и верхнем
плоском 2) на слегка конической оправке
7. Протягивают в одном направлении — к
расширяющемуся концу оправки, что
облегчает ее удаление из поковки.
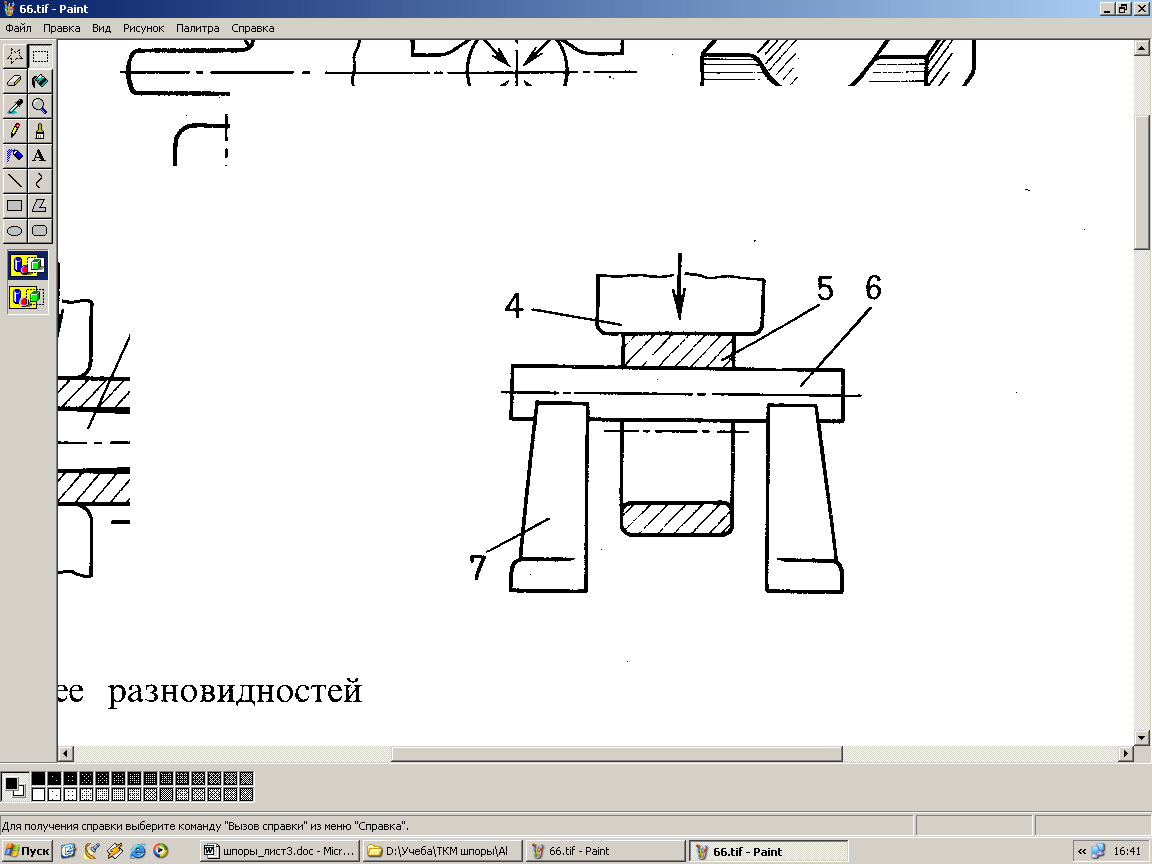
Раскатка на оправке — операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок (рис. г). Заготовка 5 опирается внутренней поверхностью на цилиндрическую оправку 6, устанавливаемую концами на подставках 7, и деформируется между оправкой и узким длинным бойком 4. После каждого нажатия заготовку поворачивают относительно оправки.
Прошивка — операция получения полостей в заготовке за счет вытеснения металла (рис. д). Прошивкой можно получить сквозное отверстие или углубление (глухая прошивка). Прошивка сопровождается отходом (выдрой).
О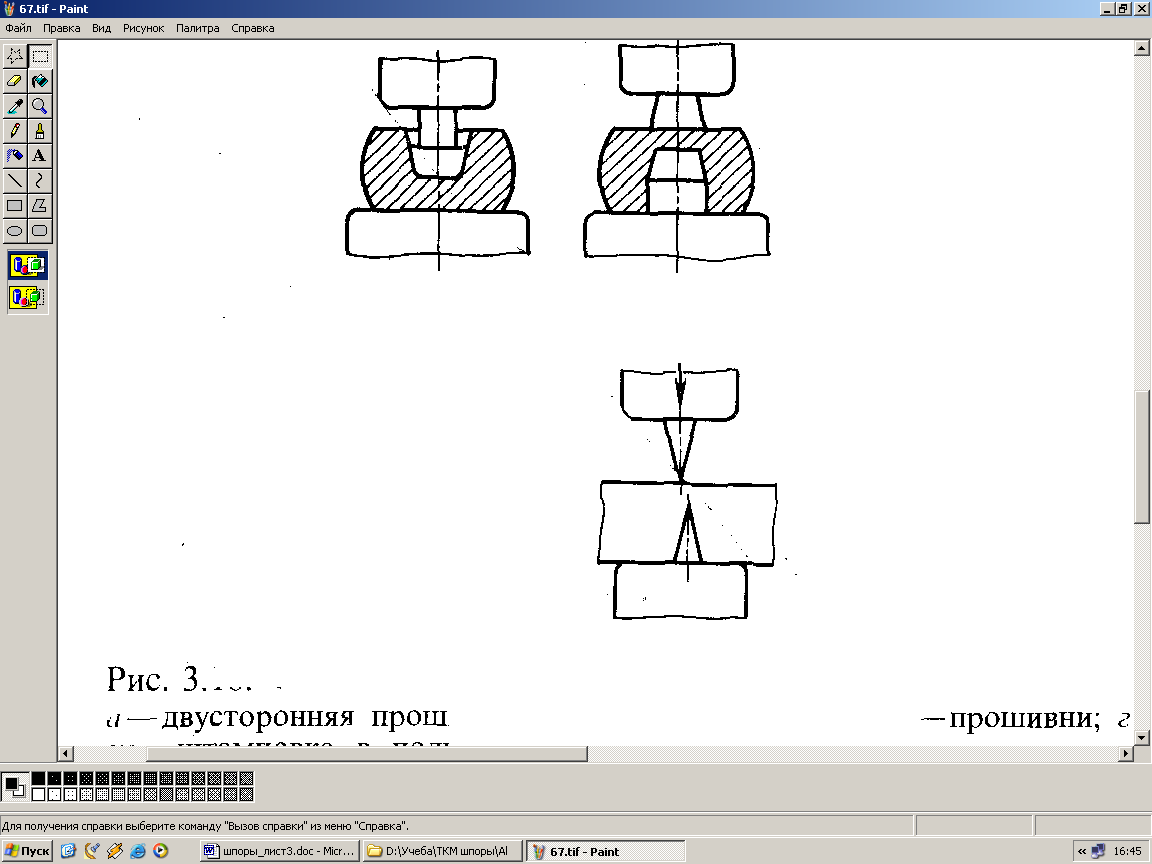 трубка
— операция отделения части заготовки
по незамкнутому контуру путем внедрения
в заготовку деформирующего
инструмента—топора (рис. е).
Отрубку
применяют для получения из заготовок
большой длины нескольких коротких, для
удаления излишков металла на концах
поковок, а также прибыльной и донной
частей слитков и т. п.
трубка
— операция отделения части заготовки
по незамкнутому контуру путем внедрения
в заготовку деформирующего
инструмента—топора (рис. е).
Отрубку
применяют для получения из заготовок
большой длины нескольких коротких, для
удаления излишков металла на концах
поковок, а также прибыльной и донной
частей слитков и т. п.
Г ибка — операция придания заготовке изогнутой формы по заданному контуру (рис. ж). Этой операцией получают угольники, скобы, крючки, кронштейны и т. п. Гибка сопровождается искажением первоначальной формы поперечного сечения заготовки и уменьшением его площади в зоне изгиба, называемым утяжкой.
Технологические требования к деталям, получаемым из кованых поковок, сводятся главным образом к тому, что поковки должны быть наиболее простыми, очерченными цилиндрическими поверхностями и плоскостями. В поковках следует избегать конических и клиновых форм. Необходимо учитывать трудности выполнения ковкой участков пересечений цилиндрических поверхностей между и с призматическими поверхностями. В поковках следует избегать ребристых сечений, бобышек, выступов и т. п., учитывая, что эти элементы в большинстве случаев изготовить ковкой невозможно. В местах сложной конфигурации приходится прибегать к напускам в целях упрощения конфигурации поковки, что вызывает удорожание детали. Кроме того, следует стремиться, чтобы конфигурация детали позволяла получать при ковке наиболее благоприятное расположение волокон.