

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ФГОУ СПО «Уфимский государственный колледж технологии и дизайна»
Технология швейных изделий
Методические рекомендации по выполнению курсового и дипломного проектов для студентов дневного и заочного отделений по специальности 260901 «Технология швейных изделий»
2009
ОДОБРЕНО цикловой комиссией спецдисциплин технологии и дизайна
Председатель цикловой комиссии ____________ И.Л. Папрецкене «___»_____________ 2009 г. |
Составлено в соответствии с Государственными требованиями к минимуму содержания и уровню подготовки выпускника по специальности 260901 «Технология швейных изделий» Заместитель директора по учебной работе ____________ Н.Г. Будрина «___»_____________ 2009 г. |
|
|
Авторы: |
Н.В. Новикова, преподаватель технологии швейных изделий УГКТиД |
К.Ш. Муллатагирова, преподаватель экономики УГКТиД |
|
Л.Н. Серая, к.т.н., преподаватель конструирования одежды УГКТиД |
|
Рецензенты: |
Л.Р. Гирфанова, доцент кафедры технологии и конструирования одежды УГАЭС, к.т.н. |
|
Н.Г. Будрина, зам. директора по УР, преподаватель технологии швейных изделий |
СОДЕРЖАНИЕ
Цели и задачи курсового и дипломного проектирования |
6 |
1 Общие положения |
7 |
1.1 Темы и задания на курсовое и дипломное проектирование |
7 |
1.2 Организация и порядок курсового и дипломного проектирования |
9 |
1.3 Состав и содержание курсового и дипломного проектов |
11 |
1.3.1 Оформление пояснительной записки |
11 |
1.3.2 Оформление титульного листа |
14 |
1.3.3 Оформление «Содержания» |
15 |
1.3.4 Оформление текстового материала пояснительной записки |
15 |
1.3.5 Оформление иллюстраций и приложений |
16 |
1.3.6 Оформление графической части |
17 |
1.4 Структура курсового и дипломного проектов |
20 |
2 Методические указания к выполнению основных разделов курсового и дипломного проектов |
24 |
2.1 Введение |
24 |
2.2 Реализация маркетинговой концепции производства |
26 |
2.2.1 Обоснование необходимости выпуска данного ассортимента швейных изделий |
27 |
2.2.2 Изучение потребительского спроса и обоснование выбора изделия |
27 |
2.2.3 Продвижение товара и его реклама |
28 |
2.2.4 Способы сбыта и распространения товара |
28 |
2.2.5 Установление цены |
29 |
2.3 Технологическая подготовка моделей |
29 |
2.3.1 Обоснование выбора моделей |
31 |
2.3.2 Рисунок моделей. Описание внешнего вида моделей |
32 |
2.3.3 Спецификация материалов на модели |
32 |
2.3.4 Спецификация деталей кроя |
32 |
2.3.5 Особенности технологической обработки |
36 |
2.3.6 Выбор оборудования. Характеристика оборудования потока |
36 |
2.3.7 Расчет эффективности |
38 |
2.4 Расчет и планировка потока |
39 |
2.4.1 Предварительный расчет потока. Трудоемкость изготовления моделей по узлам |
39 |
2.4.2 Обоснование выбора типа потока, вида запуска, транспортных средств |
43 |
2.4.3 Согласование операций потока |
45 |
2.4.4 Технологическая схема потока |
46 |
2.4.5 Анализ потока |
49 |
2.4.5.1 Анализ потока по коэффициенту согласования |
50 |
2.4.5.2 Анализ потока по графику синхронности |
50 |
2.4.5.3 Анализ потока по монтажному графику |
52 |
2.4.6 Сводная таблица численности рабочих потока |
53 |
2.4.7 Сводная таблица оборудования и рабочих мест |
55 |
2.4.8 Расчет ТЭП |
56 |
2.4.9 Расчет незавершенного производства |
57 |
2.4.10 Планировка швейного цеха |
58 |
2.4.11 Расчет дополнительных потоков |
62 |
2.4.12 Контроль качества и сертификация продукции |
62 |
2.4.13 Охрана труда, техника безопасности |
62 |
2.5 Конструкторская часть |
63 |
2.5.1 Система конструирования одежды и обоснование выбора |
63 |
2.5.2 Исходные данные для проектирования основного чертежа конструкции изделия (комплекта) |
64 |
|
64 |
|
64 |
2.5.3 Построение чертежа базовой конструкции (БК) |
65 |
2.5.4 Разработка модельных особенностей, построение МК |
67 |
2.6 Экономическая часть |
72 |
2.6.1 Исходные данные для расчёта |
72 |
2.6.2 Расчет объема производства и реализации продукции |
73 |
2.6.3 Расчет показателей по труду и заработной плате |
75 |
2.6.4 Расчет себестоимости проектируемого изделия |
79 |
2.6.5 Расчет цены, прибыли и рентабельности продукции |
84 |
2.6.6 Расчет показателей экономической эффективности проекта |
85 |
2.7 Выводы |
86 |
2.8 Литература |
88 |
3 Особенности содержания курсового и дипломного проектов, расчетов швейного цеха и экономической части в условиях индивидуального производства |
90 |
3.1 Реализация маркетинговой концепции производства |
|
3.2 Направление моды |
|
3.3 Обоснование выбора моделей |
|
3.3.1 Рисунок моделей. Описание внешнего вида |
|
3.3.2 Характеристика изделия минимальной сложности. Описание усложняющих элементов |
|
3.3.3 Спецификация материалов на модель |
|
3.3.4 Спецификация деталей кроя |
|
3.3.5 Особенности технологической обработки |
|
3.4 Выбор оборудования |
|
3.5 Расчет эффективности |
|
3.6 Разработка технологического процесса изготовления изделия |
|
3.6.1 Обоснование количества примерок и степени готовности изделия к примерке |
|
3.6.2 Составление схем сборки моделей |
|
3.6.3 Технологическая последовательность обработки моделей |
|
3.6.4 Сводная таблица оборудования и рабочих мест |
|
3.6.5 Анализ использования оборудования |
|
3.6.6 Расчет стоимости изготовления моделей |
|
3.6.7 Расчет технико-экономических показателей |
|
3.6.8 Планировка швейного цеха |
|
3.6.9 Раскладка лекал |
|
3.6.10 Изготовление образца модели |
|
3.6.11 Контроль качества и сертификация продукции |
|
3.6.12 Охрана труда, техника безопасности |
|
3.7 Конструкторская часть |
|
3.8 Экономическая часть |
|
3.8.1 Исходные данные для расчёта |
|
3.8.2 Расчет объема производства и реализации услуг |
|
3.8.3 Расчет показателей по труду и заработной плате |
|
3.8.4 Расчет величины расходов при оказании услуг |
|
3.8.5 Расчет себестоимости, прибыли и рентабельности |
|
3.8.6 Расчет технико-экономических показателей |
|
Список используемой литературы |
|
Приложении А (информационное) Примерный план и речевые стандарты для написания доклада на защите квалификационной работы |
|
Приложение Б Структура доклада |
|
Приложение В (справочное) Титульный лист курсового проекта |
|
Приложение Г (обязательное) Пример оформления и заполнения основной надписи на листе «Содержание» |
|
Приложение Д (обязательное) Пример выполнения основной надписи на чертежах форматах А3 и А4 |
|
Приложение Е (справочное) Требования к шрифту пояснительной записки |
|
Приложение Ж (справочное) Форматы чертежей |
|
Приложение И (справочное) Образцы основных надписей и их заполнение |
|
Приложение К (справочное) Типы линий и их применение |
|
Приложение Л (справочное) Условные изображения |
|
Приложение М (необходимое) Типовые нормы площади |
|
Приложение Н (справочное) Размеры рабочих столов |
|
Приложение П (обязательное) Раскладка лекал |
|
Приложение Р (справочное) Величины межлекальных отходов |
|
Приложение С (справочное) Трудоемкость ремонтных работ |
|
Приложение Т (справочное) Примеры оформления библиографических записей по ГОСТ 7.1 – 2003 |
|
Цели и задачи курсового и дипломного проектирования
Курсовое и дипломное проектирование являются одним из видов самостоятельной работы учащихся по специальности 260901 «Технология швейных изделий» и имеет своей целью:
− систематизацию, закрепление и углубление теоретических и практических знаний по специальности и применение этих знаний при решении конкретных научных, технических, экономических и других производственных задач;
− развитие навыков самостоятельной работы и творческого решения инженерных задач, умения пользоваться технической, справочной, информативной литературой;
− выяснение подготовленности студентов для самостоятельной работы.
Курсовой проект выполняется по окончании теоретической части дисциплины «Технология швейных изделий», обеспечивающей наличие знаний, достаточных для выполнения курсового проекта по данной дисциплине.
Выпускная квалификационная работа по специальности 260901 “Технология швейных изделий” выполняется в форме дипломного проекта и представляет собой законченную разработку.
Дипломный проект техника-технолога швейных изделий представляет собой работу, в которой решаются актуальные для швейной промышленности задачи по проектированию и оптимизации технологического процесса, обеспечивающего выпуск готовой конкурентоспособной продукции, с проработкой организационно-экономических, экономических, экологических вопросов и выполнением конструкторской части.
В работе выпускник должен показать умение формулировать цели и задачи проекта, анализировать композиционное построение изделия и выбирать оптимальное решение моделей, определять уровень художественного исполнения модели и составлять техническое описание, проектировать детали изделий из различных материалов, применять современные компьютерные технологии в сфере профессиональной деятельности.
В проекте должны быть использованы последние достижения науки, передовая техника и прогрессивная технология, новые материалы и сопутствующие товары. Особое внимание должно быть обращено на создание изделий с высокими эстетическими и утилитарными свойствами, отвечающими современным требованиям и вкусам различных возрастных групп населения.
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Темы и задания на курсовое и дипломное проектирование
Темы курсовых проектов должны соответствовать объему программы действующей дисциплины в учебном плане и отвечать учебным целям курсового проектирования. Тематика дипломного проектирования должна быть направлена на максимальное использование и закрепление знаний, которые приобретены студентами в течение всего периода обучения в колледже.
Перед выполнением проекта студент должен изучить рекомендованную литературу. Выбор темы проекта осуществляется студентом после ознакомления с тематикой проектов и собеседования с руководителем темы.
По своему объему и содержанию курсовой проект не должен дублировать дипломный проект.
Тематика курсового и дипломного проектов должна учитывать актуальность, современность ассортимента в соответствии с конъюнктурой рынка и реальность проектных решений. Разнообразие тем определяется видом и назначением одежды, видом материала, половозрастной характеристикой, условиями производства (серийное, индивидуальное). Задания для курсового и дипломного проектирования должны быть индивидуальными и разнообразными по содержанию. В целях приближения дипломного проектирования к реальным условиям производства задания целесообразно связывать с работой учащихся на производственной практике, а для лиц, обучающихся без отрыва от производства, с их работой на производстве.
Задания для курсового и дипломного проектирования утверждаются цикловой комиссией спецдисциплин технологии и дизайна по представлению преподавателя – руководителя курсового или дипломного проектирования. Задание на курсовое проектирование выдается за полтора месяца до срока сдачи курсового проекта. Задание на дипломное проектирование выдается учащимся не позднее, чем за две недели до начала производственной практики.
Курсовой и дипломный проекты являются самостоятельной работой студента, в которой студент должен показать знания и умения в разработке конструкции и конструкторской документации на проектируемую модель швейного изделия, соответствующую направлению моды и пользующуюся спросом.
Примерная тематика курсовых проектов:
Процесс изготовления платья (юбки, брюк мужских/женских, мужской сорочки и т.д.) для различных возрастных групп из различных материалов в условиях индивидуального (или массового) производства.
Процесс изготовления пальто (жакета, пиджака, плаща, куртки и т.д.) для различных возрастных групп из различных материалов в условиях индивидуального производства.
Процесс изготовления пальто (жакета, пиджака, плаща, куртки и т.д.) для различных возрастных групп из различных материалов в условиях серийного производства.
Заданием на диплом может быть проект швейного цеха по изготовлению швейных изделий для различных возрастных групп из различных материалов мелкими сериями или по индивидуальным заказам, реконструкция, перевооружение, совершенствование технологического процесса пошива на предприятиях различного типа.
Некоторые задания могут носить исследовательский характер с углубленной проработкой отдельных разделов.
Примерная тематика научно-исследовательских работ:
Исследование факторов, влияющих на эффективность технологических процессов.
Разработка базы данных по технологической подготовке производства.
Анализ типов технологических процессов швейных цехов, применяемых в отечественной промышленности и за рубежом.
Автоматизация технологической подготовки производства.
Исследование пошивочных свойств новых материалов для изготовления швейных изделий различного ассортимента.
При выполнении дипломного проекта необходимо широко использовать компьютерную технику и информационные технологии.
Дипломные проекты дополняются специальными заданиями для углубленной разработки отдельных вопросов, связанных с совершенствованием процесса и методов проектирования одежды, автоматизацией технологических процессов и др. Спецзадания могут выполняться по одному из разделов проекта за счет частичного сокращения объема материала, предусмотренного по другим разделам.
Темы спецзаданий выдаются студентам вместе с темой дипломного проекта.
Примерная тематика спецзаданий:
Анализ изменения технологии изготовления в зависимости от пошивочных свойств материалов.
Исследование пошивочных свойств новых материалов для изготовления швейных изделий (пальто, куртки, плащи, костюмы, платья).
Исследование современного рынка оборудования для изготовления швейных изделий (пальто, куртки, плащи, костюмы, платья).
1.2 Организация и порядок курсового и дипломного проектирования
Руководство курсовым проектированием осуществляется преподавателем дисциплины «Технология швейных изделий». Руководство дипломным проектом осуществляется руководителем дипломного проекта, за которым закреплен студент, а также выпускающим преподавателем – руководителем дипломного проектирования.
Перед началом курсового и дипломного проектирования проводится вводное занятие, на котором разъясняются задачи курсового и дипломного проектирования, его значение для подготовки специалистов специальности 260901 «Технология швейных изделий», сообщается примерный план и содержание пояснительной записки, требования, предъявляемые к выполнению текстовой и графической части проектов, примерное распределение времени на выполнение отдельных частей задания и т.д.
Проведение консультаций по курсовому и дипломному проектированию производится в часы, предусмотренные по данной дисциплине учебным планом.
Работа студентов над выполнением курсовых и дипломных проектов производится по графику, составленному преподавателем – руководителем курсового или дипломного проектирования; в графике указываются сроки выполнения основных разделов проектов.
Выполнение графика всеми студентами проверяется каждую неделю.
Законченные в установленный срок курсовые и дипломные проекты сдаются руководителю курсового или дипломного проектирования для проверки качества работы студентов и соответствия содержанию и объему, указанному в задании. На курсовой и дипломный проект должен быть получен отзыв руководителя.
После проверки пояснительная записка и графическая часть подписывается руководителем и возвращается студенту для ознакомления с исправлениями и указаниями преподавателя.
На дипломный проект должна быть получена рецензия. Рецензентом может быть руководитель преддипломной практики от организации или преподаватель дисциплины «Технология швейных изделий».
Приём курсовых проектов проводится в виде открытой защиты. Курсовой проект студент защищает перед комиссией, состоящей из преподавателей спецдисциплин. Прием дипломных проектов проводится в виде защиты Государственной аттестационной комиссии (ГАК).
Дата защиты определяется учебной частью согласно учебному плану.
Курсовой и дипломный проекты защищаются в устной форме. В докладе студент должен кратко изложить только суть проекта, а именно:
тему проекта;
актуальность разрабатываемой темы;
цель проекта;
поставленные задачи для достижения цели;
краткие результаты исследования (выводы), предлагаемые проектные решения.
Главным в докладе должно быть раскрытие темы, методика исследования, достижение результатов, заданных целью, выводы.
В приложении А представлен примерный перечень словесных клише для написания текста разделов курсового и дипломного проектов. Примерный план и речевые стандарты для написания доклада на защите квалификационной работы представлены в приложении Б.
Следует обратить внимание на некоторые моменты выступления:
Начинать доклад следует словами: «Уважаемая аттестационная комиссия (Государственная аттестационная комиссия). Вашему вниманию предлагается курсовой (дипломный) проект (Ф.И.О. студента в родительном падеже) на тему «Процесс по изготовлению…». Целью курсового (дипломного) проекта являлось удовлетворение спроса женщин младшей возрастной группы г. Уфы в одежде, гармоничной с их обликом (расширение ассортимента молодежной одежды…, повышение качества… и т.д.). Для достижения поставленной цели в проекте решался ряд задач, связанных с этапами технологической подготовки производства и расчета и планировки потока (швейного цеха). На первом этапе работ решался вопрос о целесообразности проектирования данного вида ассортимента для мелкосерийного (индивидуального) производства. А именно устанавливалось наименование и назначение проектируемых изделий, определялись требования к … На стадии расчета и планировки потока была выбрана производственная структура швейного цеха и организационные формы его работы … и т.д… Итогом работы является разработанная схема разделения труда рабочих (последовательность), выполненная планировка рабочих мест в цехе и расчет технико-экономических показателей проектируемого технологического процесса который может быть рекомендован для запуска в мелкосерийное (индивидуальное производство).
Важно правильно преподносить материал. Высказывания вроде «Я сделала вывод» не подходят для научно-исследовательской работы и технических дисциплин. В научных кругах говорят: «Мы провели исследование», «Мы сделали выводы». Или лучше говорить безличностно, т.е. «Было проведено исследование …», «На основе проведённой работы установлено …» и т.д.
Не допускается использование в докладе терминов и формул, которых студент не знает, не понимает или не может объяснить.
В конце доклада следует поблагодарить присутствующих на защите гостей и комиссию за внимание фразой: «Спасибо за внимание. Доклад окончен».
Для изложения доклада за 10-15 минут достаточно иметь 2-3 страницы текста, напечатанных 14 шрифтом Times New Roman, межстрочный интервал – полуторный.
Оценка курсового и дипломного проектов производится по результатам защиты с учётом качества выполнения и практической ценности работы. При этом учитываются содержание и полнота изложения материала в соответствии с заданием, самостоятельность.
Студенты, не представившие в установленный срок курсовой проект или не защитившие его по неуважительным причинам, считаются имеющими академическую задолженность.
Для них устанавливается срок повторной защиты.
1.3 Состав и содержание курсового и дипломного проектов
Курсовой и дипломный проекты состоят из пояснительной записки и графической части. При выполнении дипломного проекта также изготавливается образец проектируемого изделия, выполненного из рекомендуемого материала в натуральную величину. Изделие в готовом виде представляется студентом при защите.
Объем пояснительной записки курсового проекта не должен превышать 30-40 страниц машинописного текста, выполненного на одной стороне листа писчей бумаги. Объем пояснительной записки дипломного проекта – 80 машинописных листов. Работа должна быть переплетена с использованием скоросшивателей или другим способом, удобным для прочтения.
В пояснительной записке указывается литература, используемая при выполнении курсового или дипломного проектов.
Пояснительная записка должна содержать основные расчеты и краткие пояснения к ним, таблицы, а так же связанные с процессом технологии и конструирования изделия схемы, рисунки и материалы описательного характера, вопросы технологии и методики проведения проектируемых работ.
Текст описательного характера не должен быть переписан из учебников, пособий и журналов. Он должен соответствовать заданию, быть предельно кратким, обоснованным.
Графическая часть состоит из чертежей, схем, диаграмм и пр. Чертежи должны быть выполнены по правилам, установленным стандартами ЕСКД, как правило, карандашом.
1.3.1 Оформление пояснительной записки
Пояснительная записка должна быть грамотно и эстетично оформлена в соответствии с правилами и требованиями ГОСТ 2.105.95, ЕСКД и согласно стандартам предприятия СТП УГКТиД [29].
Выполнение курсового и дипломного проектов допускается только компьютерным способом с применением печатающих и графических устройств вывода ЭВМ (ГОСТ 2.004).
Пояснительная записка должна состоять из разделов, подразделов, пунктов и подпунктов. Построение пояснительной записки выполняется в следующей последовательности:
титульный лист;
заполненный бланк задания на проектирование;
содержание пояснительной записки с указанием нумерации листов по разделам, подразделам и пунктам;
введение;
разделы, последовательно включающие разработку технологического процесса изготовления швейных изделий;
вопросы, определяемые индивидуальным заданием для каждого студента;
выводы;
список используемой литературы;
перечень ГОСТов;
приложения обязательные и информационные по необходимости.
Основное содержание этапов проектирования должно раскрывать точку зрения студента по рассматриваемой проблеме, творческий подход к её решению. Материалы, являющиеся второстепенными при решении научно-исследовательских задач, выносятся в приложения.
Стиль текста должен соответствовать требованиям научного изложения. В нём значительную роль должна выполнить специальная лексика, терминология, состоящая из слов с точно определённым значением.
Текст документа должен быть кратким, четким и не допускать различных толкований. При изложении обязательных требований в тексте должны применяться слова «должен», «следует», «необходимо», «требуется», «чтобы», «разрешается», «только», «не допускается», «запрещается», «не следует». При изложении других положений следует применять слова – «могут быть», «как правило», «при необходимости», «может быть», «в случае» и т.д.
При этом допускается использовать повествовательную форму изложения текста документа, например «применяют», «указывают» и т.п.
Должны применяться только научно-технические термины, обозначения и определения, установленные соответствующими стандартами, а при их отсутствии – общепринятые в научно-технической литературе.
Если в пояснительной записке принята специфическая терминология, то в его конце (перед списком литературы) должен быть приведён перечень принятых терминов с соответствующими разъяснениями. Перечень включают в содержание документа.
В тексте документа не допускается:
применять обороты разговорной речи, техницизмы, профессионализмы;
применять для одного и того же понятия различные научно – технические термины, близкие по смыслу (синонимы), а также иностранные слова и термины при наличии равнозначных слов и терминов в русском языке;
применять произвольные словообразования;
применять сокращения слов, кроме установленных правилами русской орфографии, соответствующими государственными стандартами, а также в данном документе;
сокращать обозначения единиц физических величин, если они употребляются без цифр, за исключением единиц физических величин в головках и боковиках таблиц, и в расшифровках буквенных обозначений, входящих в формулы и рисунки.
Нумерация листов и приложений в пределах всей пояснительной записки сквозная. Номера листов указываются в соответствующей графе основной надписи в правом нижнем углу листа, начиная с листа «Содержание».
Титульный лист и задание не нумеруются (Титульный лист считается первым, но цифра «1» при этом не ставится. Лист задания на курсовое или дипломное проектирование считается вторым, но цифра «2», не ставится).
Содержание текстового материала разбивается на разделы и подразделы. Каждый раздел начинается с новой страницы.
Разделы должны иметь порядковые номера в пределах всей пояснительной записки и обозначаться арабскими цифрами без точки после них. Подразделы должны иметь нумерацию в пределах каждого раздела. Номера подразделов состоят из номеров раздела и подраздела, разделенных точкой. В конце подраздела точка не ставится. Разделы, как и подразделы, могут состоять из одного или нескольких пунктов.
Например,
1 Технологическая подготовка моделей
1 .1
.1
Нумерация пунктов первого раздела документа
1.3
2 Расчет и планировка потока
2 .1
.1
2.2 Нумерация пунктов второго раздела документа
2.3
Если документ имеет подразделы, то нумерация пунктов должна быть в пределах подраздела и номер пункта должен состоять из номеров раздела подраздела и пункта, разделенных точками, например:
-
1 Технологическая подготовка моделей
1
Нумерация пунктов первого подраздела первого раздела документа
.1 Обоснование выбора моделей1
 .1.1
Рисунки моделей. Описание внешнего
вида
.1.1
Рисунки моделей. Описание внешнего
вида1.1.2 Спецификация материалов на модели
1.1.3 Спецификация деталей кроя
Заголовки должны четко и кратко отражать содержание разделов, подразделов. Заголовки следует печатать с прописной буквы без точки в конце, не подчеркивая. Переносы слов в заголовках не допускаются. Если заголовок состоит из двух предложений, их разделяют точкой.
Каждый раздел пояснительной записки рекомендуется начинать с нового листа (страницы).
1.3.2 Оформление титульного листа
Титульный лист является первым листом пояснительной записки, но он не нумеруется.
Рекомендуемая форма титульного листа приводится в приложении В.
Следует обратить внимание на то, что в титульном листе не допускается дублирование слов «проектирование» и «проект». Поэтому в рассматриваемом примере в теме вместо «Проект швейного потока по изготовлению двух моделей женского костюма, состоящего из жакета и юбки, со сменным выпуском 150 единиц» должно быть записано: «Швейный поток по изготовлению двух моделей женского костюма, состоящего из жакета и юбки, со сменным выпуском 150 единиц».
Пояснительная записка должна иметь буквенно-цифровую структуру обозначения, однозначно определяющая данный курсовой или дипломный проект (рис. 1.1):
260901. ТШИ. Ш-06-19. 00. 00. ПЗ
|
|
|
|
|
буквенный индекс пояснительной записки |
|
|
|
|
номер темы по приказу |
|
|
|
|
номер протокола цикловой комиссии, на котором утверждена тема |
||
|
|
номер учебной группы |
|||
|
наименование дисциплины |
||||
шифр специальности и специализации |
|||||
Рисунок 1.1 – Шифр курсового и дипломного проектов
Например: 260901.тшИ.Ш-06-19.00.16.ПЗ
где 260901. – шифр специальности;
ТШИ. – наименование дисциплины – «Технология швейных изделий»;
Ш-06-19 – номер группы;
00. – номер приказа, по которому выдана тема проекта;
16. – номер темы по приказу (№ по основному списку в журнале);
ПЗ – Пояснительная записка.
Индивидуальное задание на курсовое или дипломное проектирование помещается студентом после титульного листа, но не нумеруется.
1.3.3 Оформление «Содержания»
Содержание пояснительной записки помещается на заглавном и при необходимости на последующих листах. Слово «Содержание» записывают в виде заголовка (симметрично тексту) с прописной буквы. Наименования, включенные в содержание, записывают строчными буквами, начиная с прописной буквы.
Содержание должно включать в себя номера и наименования разделов и подразделов пояснительной записки с указанием порядковых номеров листов.
Содержание пояснительной записки должно соответствовать индивидуальному заданию на курсовое или дипломное проектирование и включать в себя список использованной литературы.
Лист пояснительной записки, на котором приводится её «Содержание», выполняется на формате А4 с размером по внешней стороне листа 210x297 мм. Основная надпись выполняется согласно ГОСТу 2.104-68 по форме 2 (Приложение Г). Пример заполнения основной надписи на чертежах формата А3 и А4 дан в приложении Д.
1.3.4 Оформление текстового материала пояснительной записки
Введение и все последующие разделы пояснительной записки, разработка которых предусмотрена индивидуальным заданием, должны быть оформлены согласно ГОСТу 2.405-95.
Каждый лист пояснительной записки должен иметь рамку. Границы рамки на листе располагаются от верхнего, нижнего и правого срезов листа на 5мм, а от левого на 20 мм.
Расстояние от рамки формы до границ текста в начале и в конце строк – не менее 3мм. Расстояние от верхней или нижней строки текста, до верхней или нижней линий рамки должно быть не менее 10мм.
Абзацы в тексте начинают отступом, равным пяти ударам пишущей машинки (15-17мм) или 1,25-1,27 пт.
Требования к шрифту пояснительной записки согласно СТП УГКТиД [29] даны в приложении Е.
Допускается вписывать в текст пояснительной записки отдельные слова, формулы, условные знаки рукописным способом, а также выполнять иллюстрации черными чернилами, пастой или тушью.
Введение является первым разделом пояснительной записки. Введение и последующие разделы пояснительной записки выполняются на листах формата А4; с размером по рамке листа 210х297. Основная надпись на листах всех разделов пояснительной записки оформляется согласно ГОСТу 2.104.68 по форме 2а (рисунок 1.2).

Рисунок 1.2 – Форма выполнения надписи на листах пояснительной записки (кроме первого листа)
1.3.5 Оформление иллюстраций и приложений
Количество иллюстраций должно быть достаточным для пояснения излагаемого текста. Иллюстрации могут быть расположены как по тексту документа (возможно ближе к соответствующим частям текста), так и в конце его. Иллюстрации должны быть выполнены в соответствии с требованиями стандартов ЕСКД и СПДС (система проектной документации для строительства). Иллюстрации, за исключением иллюстраций приложений, следует нумеровать арабскими цифрами сквозной нумерацией. Если рисунок один, то он обозначается «Рисунок 1».
Иллюстрации каждого приложения обозначают отдельной нумерацией арабскими цифрами с добавлением перед цифрой обозначения приложения. Например, в приложении А – Рисунок А.1, рисунок А.2 и т.д.
Допускается нумеровать иллюстрации в пределах раздела. В этом случае номер иллюстрации состоит из номера раздела и порядкового номера иллюстрации, разделенных точкой. Например, в разделе 1 – Рисунок 1.2.
При ссылках на иллюстрации следует писать «…в соответствии с рисунком 2» при сквозной нумерации и «…в соответствии с рисунком 1.2» при нумерации в пределах раздела.
Иллюстрации, при необходимости, могут иметь наименование и пояснительные данные (подрисуночный текст). Слово «Рисунок» и наименование помещают после пояснительных данных и располагают следующим образом: Рисунок 1 – Модель А.
При оформлении подрисуночного текста в пояснительной записке (ПЗ) с помощью текстового процессора Word устанавливаются следующие параметры:
-
Формат/Шрифт
Тип –
Times New Roman
Начертание –
обычное
Размер –
14
Видоизменение –
нет
Формат/Абзац
Выравнивание –
выравнивание по центру
Интервалы –
перед – 12 пт
Междустрочный интервал –
одинарный
Материал, дополняющий текст документа, допускается помещать в приложениях. Приложениями могут быть, например, таблицы большого формата, расчеты, описания аппаратуры и приборов, описания алгоритмов и программ задач, решаемых на ЭВМ, графический материал и т.д.
Приложение оформляют как продолжение данного документа на последующих его листах или выпускают в виде самостоятельного документа.
Приложения могут быть обязательными и информационными.
Информационные приложения могут быть рекомендуемого и справочного характера. В тексте документа на все приложения должны быть даны ссылки. Степень обязательности приложений при ссылках не указывается. Приложения располагают в порядке ссылок на них в тексте документа, за исключением информационного приложения «Библиография», которое располагают последним.
Каждое приложение следует начинать с новой страницы с указанием наверху посередине страницы слова «Приложение» и его обозначения, а под ним в скобках для обязательного приложения пишут слово «обязательное», а для информационного – «рекомендуемое» или «справочное».
Приложение должно иметь заголовок, который записывают симметрично относительно текста с прописной буквы отдельной строкой.
Приложение обозначают заглавными буквами русского алфавита, начиная с А, за исключением букв Ё, З, Й, О, Ч, Ь, Ы, Ъ. После слова «Приложение» следует буква, обозначающая его последовательность.
Если в документе одно приложение, оно обозначается «Приложение А».
Приложения должны иметь общую с остальной частью документа сквозную нумерацию страниц.
Все приложения должны быть перечислены в содержании документа (при наличии) с указанием их номеров и заголовков.
1.3.6 Оформление графической части
Графическая часть курсового проекта включает в себя:
лист 1 – Анализ потока по синхронному графику;
лист 2 – Анализ потока по монтажному графику;
лист 3 – Планировка потока
и оформляется на миллиметровой бумаге.
Графическая часть дипломного проекта состоит из:
лист 1 – Анализ согласования потока;
лист 2 – Планировка потока;
лист 3 – Технико-экономические показатели проекта
и оформляется в виде чертежей или в виде презентации, выполненной в программе MS PowerPoint.
Все чертежи должны выполняться на чертежной бумаге основного или дополнительного форматов по ГОСТ 2.301-68 приведенных в [29] (Рис. 1.3).
ГОСТ 2.301 - 68 устанавливает пять основных форматов бумаги чертежей (рис. 1.3, а) и ряд дополнительных (рис. 1.3, б) форматов, обозначения и размеры которых должны соответствовать указанным величинам в таблице Ж.1 приложения Ж.
|
Рисунок 1.3 – Форматы основные (а) и дополнительные (б) |
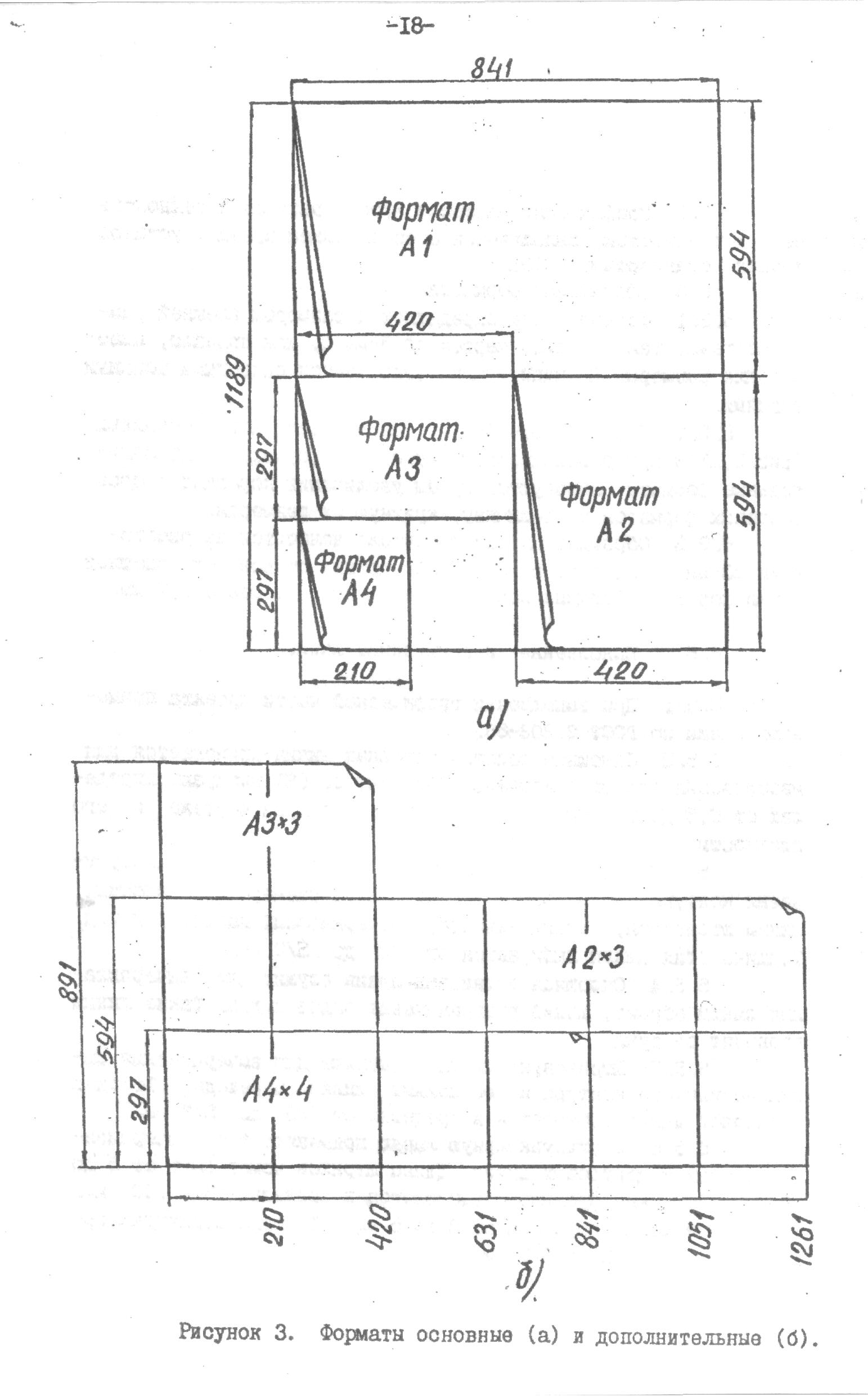
Допускается применение дополнительных форматов, образуемых увеличением коротких сторон основных форматов на величину, кратную размерам формата А4, при этом коэффициент увеличения должен быть целым числом. Обозначается дополнительный формат, как и основной, но с добавлением его кратности, например А2х3 (размеры 594х1261 мм), А4х8 и т.д. Обозначения и размеры дополнительных форматов даны в таблице Ж.2 (приложение Ж).
Предельные отклонения сторон формата приведены в таблице Ж.3.
Обрамляющая линия чертежа наносится на расстоянии 20 мм слева и по 5 мм со всех других сторон от внешней рамки формата. Толщина обрамляющей линии - не менее 0,7 мм.
Чертежи выполняются в карандаше и должны соответствовать требованиям ГОСТ ЕСКД, условным обозначениям, шрифтам [29, 46]. Выбор формата листа и масштаба может осуществлять руководитель проекта. На чертежах проставляются основные данные, предусмотренные нормативно-технической документацией (НТД).
Спецификация графической части проекта прикладывается к пояснительной записке проекта.
Иллюстрации (схемы, рисунки, таблицы) в пояснительной записке выполняются карандашом, фломастером или тушью в удобном для прочтения масштабе.
Перечень оборудования (элементов) выполняется на чертеже над основной надписью или отдельно на листах формата А4 в соответствии с требованиями к текстовым конструкторским документами, разделенным на части.
Графики и схемы на чертежах должны выполняться в соответствии с требованиями Единой системы конструкторской документации (ЕСКД) и иметь основную надпись, приведенную в [29]. Приложение И, рис. И.1.
Таблицы, графики, диаграммы, схемы, не являющиеся конструкторскими документами выполняются в соответствии с требованиями Единой системы конструкторской документации (ЕСКД), представляются в виде плаката и могут быть оформлены в цвете.
Ссылки на листы чертежей даются в виде: лист 1, лист 2 – в случае единой нумерации листов по всей графической части.
Выполнение и применение линий:
При выполнении графической части проекта применяют линии по ГОСТ 2.303-68.
Сплошная толстая линия применяется для изображения видимого контура. Толщину её (S) выбирают в зависимости от размеров чертежа и его сложности.
Сплошная линия применяется для вычерчивания контура наружного сечения, линий размерных, выносных, линий штриховки, линий-выносок, подчеркивания надписей и т.д. толщина этих линий выбирается от S/3 до S/2 мм.
Сплошная волнистая линия применяется для вычерчивания линий обрыва, линий разграничения видов и т.п. Такие линии проводят от руки.
Штриховую линию применяют для вычерчивания линий невидимого контура и невидимых линий перехода. Толщина штриховой линии выбирается в пределах от S/3 до S/2 мм.
Штрихпунктирную линию применяют для вычерчивания осевых и центровых линий. Длина штрихов может быть от 5 до 30 мм, но, как правило, выбирается в пределах 15, …, 20 мм.
Расстояние между штрихами от 3 до 5 мм. Толщина штрихпунктирных линий от S/3 до S/2 мм.
Сплошную тонкую линию с изломами применяют для вычерчивания длинного края оборванного изображения детали. Толщина от S/3 до S/2 мм.
Типы линий и их применение представлены в приложении К (табл. К.1).
1.4 Структура курсового и дипломного проектов
Структура курсового проекта состоит из введения, основных разделов, раскрывающих этапы проектирования швейного потока (цеха), выводов, списка используемой литературы и обязательных приложений:
ВВЕДЕНИЕ |
1 Технологическая подготовка моделей |
1.1 Обоснование выбора моделей |
1.1.1 Рисунки моделей. Описание внешнего вида |
1.1.2 Спецификация материалов на модели |
1.1.3 Спецификация деталей кроя |
1.1.4 Особенности технологической обработки |
1.2 Выбор оборудования |
2 Расчет и планировка потока |
2.1 Предварительный расчет потока. Таблица трудоемкости изделия |
2.2 Обоснование выбора типа потока, вида запуска, транспортных средств |
2.3 Согласование операций потока |
2.4 Технологическая схема потока |
2.5 Анализ потока |
2.5.1 Анализ потока по коэффициенту согласования |
2.5.2 Анализ потока по графику синхронности |
2.5.3 Анализ потока по монтажному графику |
2.6 Сводная таблица численности рабочих |
2.7 Сводная таблица оборудования и рабочих мест потока |
2.8 Расчет ТЭП |
2.9 Расчет незавершенного производства |
2.10 Планировка потока |
ВЫВОДЫ |
ЛИТЕРАТУРА |
Приложение А (обязательное) Синхронный график |
Приложение Б (обязательное) Монтажный график |
Приложение В (обязательное) Планировка потока |
Пояснительная записка дипломного проекта должна содержать следующие разделы и подразделы:
Вариант 1
ВВЕДЕНИЕ |
1 Реализация маркетинговой концепции производства |
1.1 Концепция управления маркетингом (совершенствование товара, совершенствование производства) |
1.2 Оценка конъюнктуры рынка |
1.2.1 Анализ конъюнктуры среды |
1.2.2 Анализ поставщиков |
1.2.3 Анализ сезонных колебаний спроса (в %) |
1.3 Сегментирование рынка |
1.3.1 Определение емкости рынка |
1.3.3 Позиционирование товара |
1.4 Разработка товара |
1.4.1 Характеристика товара |
1.4.2 Решение об использовании товарной марки |
1.4.3 Решение относительно маркировки товара |
1.4.4 Решение относительно упаковки товара |
1.5 Реклама товара |
2 Технологическая подготовка моделей |
2.1 Обоснование выбора моделей |
2.1.1 Рисунки моделей. Описание внешнего вида |
2.1.2 Спецификация материалов на модели |
2.1.3 Спецификация деталей кроя |
2.1.4 Особенности технологической обработки |
2.2 Выбор оборудования |
3 Расчет и планировка потока |
3.1 Предварительный расчет потока. Таблица трудоемкости изделия |
3.2 Обоснование выбора типа потока, вида запуска, транспортных средств |
3.3 Согласование операций потока |
3.4 Технологическая схема потока |
3.5 Анализ потока |
3.5.1 Анализ потока по коэффициенту согласования |
3.5.2 Анализ потока по графику синхронности |
3.5.3 Анализ потока по монтажному графику |
3.6 Сводная таблица численности рабочих |
3.7 Сводная таблица оборудования и рабочих мест потока |
3.8 Расчет ТЭП |
3.9 Расчет незавершенного производства |
3.10 Планировка цеха |
3.11 Расчет дополнительных потоков |
3.12 Контроль качества и сертификация продукции |
3.13 Охрана труда, техника безопасности |
4 Конструкторская часть |
4.1 Система конструирования одежды и обоснование выбора |
4.2 Исходные данные для проектирования основного чертежа конструкции изделия |
4.2.1 Размерная характеристика фигуры человека |
4.2.2 Обоснование прибавок на свободное облегание |
4.3 Построение чертежа базовой конструкции (БК) |
4.4 Разработка модельных особенностей, построение МК |
5 Экономическая часть |
5.1 Исходные данные для расчета |
5.2 Расчет объема производства и реализации продукции |
5.3 Расчет показателей по труду и заработной плате |
5.4 Расчет себестоимости проектируемого изделия |
5.5 Расчет цены, прибыли и рентабельности продукции |
5.6 Расчет основных технико-экономических показателей |
ВЫВОДЫ |
ЛИТЕРАТУРА |
Графическая часть: |
Лист 1 Анализ согласования потока |
Лист 2 Планировка потока |
Лист 3 Технико-экономические показатели проекта |
Некоторые дипломные проекты не содержат раздел «Реализация маркетинговой концепции производства». В соответствии с этим содержание дипломного проекта меняется:
Вариант 2
ВВЕДЕНИЕ |
1 Технологическая подготовка моделей |
1.1 Обоснование выбора моделей |
1.1.1 Рисунки моделей. Описание внешнего вида |
1.1.2 Спецификация материалов на модели |
1.1.3 Спецификация деталей кроя |
1.1.4 Особенности технологической обработки |
1.2 Выбор оборудования |
2 Расчет и планировка потока |
2.1 Предварительный расчет потока. Таблица трудоемкости изделия |
2.2 Обоснование выбора типа потока, вида запуска, транспортных средств |
2.3 Согласование операций потока |
2.4 Технологическая схема потока |
2.5 Анализ потока |
2.5.1 Анализ потока по коэффициенту согласования |
2.5.2 Анализ потока по графику синхронности |
2.5.3 Анализ потока по монтажному графику |
2.6 Сводная таблица численности рабочих |
2.7 Сводная таблица оборудования и рабочих мест потока |
2.8 Расчет ТЭП |
2.9 Расчет незавершенного производства |
2.10 Планировка потока |
2.11 Расчет дополнительных потоков |
2.12 Контроль качества и сертификации продукции |
2.13 Охрана труда, техника безопасности |
3 Конструкторская часть |
3.1 Система конструирования одежды и обоснование выбора |
3.2 Исходные данные для проектирования основного чертежа конструкции изделия |
3.2.1 Размерная характеристика фигуры человека |
3.2.2 Обоснование прибавок на свободное облегание |
3.3 Построение чертежа базовой конструкции (БК) |
3.4 Разработка модельных особенностей, построение МК |
4 Экономическая часть |
4.1 Исходные данные для расчета |
4.2 Расчет объема производства и реализации продукции |
4.3 Расчет показателей по труду и заработной плате |
4.4 Расчет себестоимости проектируемого изделия |
4.5 Расчет цены, прибыли и рентабельности продукции |
4.6 Расчет показателей экономической эффективности |
ВЫВОДЫ |
ЛИТЕРАТУРА |
Графическая часть: |
Лист 1 Анализ согласования потока |
Лист 2 Планировка потока |
Лист 3 Технико-экономические показатели проекта |
Примечание. Если по теме дипломного проекта не предусмотрен расчет показателей экономической эффективности, то подраздел 4.6 должен иметь название «Расчет основных технико-экономических показателей» |
2 Методические указания к выполнению основных разделов дипломного (курсового) проектов
2.1 ВВЕДЕНИЕ
Вводная часть – ВВЕДЕНИЕ - должна излагаться кратко и она должна содержать следующие основные вопросы:
характеристику актуальных задач при создании модных, конкурентоспособных и экономически эффективных моделей одежды, промышленных коллекций массового производства, моделей малых серий и по индивидуальным заказам и т.д.;
обоснование актуальности темы курсового или дипломного проектов. Объяснение актуальности должно быть немногословным. Актуальность – степень важности темы в данный момент, в конкретной ситуации для решения данной проблемы. Актуальность исследования заключается в объяснении теоретической новизны и положительного эффекта, которые будут достигнуты в результате выполнения работы. Фактически требуется решить, насколько назрел для практики вопрос, который студент пытается решить. Новизна может заключаться в новом объекте исследования, в использовании новых подходов или методов изучения, получения нового знания, являющегося результатом обобщения и критического анализа литературных источников;
Необходимо указать, для какого производства проектируется изделие (массового, производства моделей малыми сериями или по индивидуальным заказам населения; указать предполагаемый регион сбыта продукции). Охарактеризовать состояние предприятий швейной промышленности в настоящее время, их передовой опыт в области техники и технологии, организации производства и управления качеством. Определить основные мероприятия по их развитию (т.е. какие требования к проектированию новых моделей одежды диктует рыночная экономика и как это необходимо учитывать);
необходимость определяющей роли маркетинга в деятельности предпринимательской структуры в рыночных условиях хозяйствования. Для чего необходимо описать основы, цели, принципы и концепции маркетинга, обосновать выбор концепции маркетинга, в соответствии с которой будет выполняться курсовой или дипломный проекты. Можно обосновать применение определенной стратегии маркетинга для осуществления гибкой маркетинговой деятельности предприятия, базирующейся на высокой ответственности перед покупателем.
при переходе к рыночной экономике качество продукции, её конкурентоспособность приобретают первостепенное значение. Требуется пояснить, что в условиях относительно насыщенного рынка и преобладающей неценовой конкуренции качество продукции является важнейшим критерием функционирования швейных предприятий.
показать определяющую роль потребителя в решении задач ассортиментной политики. В этой связи очень важно исследование признаков свойств одежды, обеспечивающих её ценность для потребителя. Это связано с тем, что именно от модели, её конструкции, выбранных методов обработки и оборудования зависит успех работы на всех последующих стадиях проектирования потока (швейного цеха), то есть такие показатели, как трудоёмкость изготовления изделия, производительность труда, стоимость обработки и себестоимость изделия, а также такие важные экономические показатели, как прибыль и рентабельность.
Обосновать целесообразность разработки проекта, его основную цель, задачи, которые необходимо решить для достижения поставленной цели при проектировании потока (швейного цеха), пути решения поставленных задач, методы и средства проектирования, используемые в проекте.
В конце раздела ВВЕДЕНИЕ необходимо сформулировать цель курсового или дипломного проекта и определить задачи для достижения поставленной цели.
Цель исследования – это то, что необходимо получить в результате работы, чего достичь, наличие какой закономерной связи показать. Формулирование цели заключает в себе вопрос: «Что и для чего это нужно делать?». Она часто определяется на основании более конкретного описания темы исследования и констатирует направление поиска решения проблемы. Формулировка цели должна быть ясной до такой степени, чтобы из неё были понятны границы исследования.
Цель не должна быть сформулирована как тема. Под целью работы обычно понимают ожидаемый конечный результат, то есть то, что студент желал бы получить по окончании работы. В этой связи описание цели обычно начинается словами: «Цель проекта – определить (разработать, оценить, изучить и т.д.)».
Например, целью проекта может быть:
удовлетворение спроса женщин (мужчин, детей) конкретной возрастной группы в красивой модной одежде;
повышение качества потребительских свойств швейных товаров в процессе проектирования и т.п.
Для достижения поставленной цели необходимо определить достаточно конкретные задачи, на которые требуется получить ответ после выполнения работы. Формулировка задач для достижения поставленной цели обычно делается в виде перечисления:
выявить…;
определить…;
изучить…;
описать…;
апробировать… и т.д.
Постановку этих задач необходимо делать как можно более тщательно, поскольку описание их решения составляет содержание глав разделов работы.
Часто задачи определяются как конкретизация цели исследования.
По литературным источникам может определяться круг нерешённых, слабо освещённых или требующих уточнения вопросов. Указываются методы, подходы, пути проведения исследования и выбранные способы обработки данных.
Сведения из литературы должны быть изложены словами самого студента. Если, фраза цитируется полностью, то указывается так: По мнению И.Н. Савельевой (2007) «…» (и приводится цитата, заключённая в кавычки), а далее делается ссылку на литературный источник согласно списку литературы в квадратных скобках с указанием страницы, откуда эта цитата взята. Например, [1, c. 45]. Если смысловой нагрузки фамилия автора не несёт, когда ссылка идёт одновременно на несколько авторов, то тогда в квадратных скобках указывается только один или несколько литературных источников. Например, [1, 4, 15]
Критерий «Практическая значимость» не является обязательным. Вместе с тем желательно особенно в современных социально-экономических условиях студенту давать такую оценку работе. Еще лучше, если практическая значимость будет сочетаться с коммерческой перспективой реализации выполненной работы. Естественно, что практическая значимость может быть ориентирована на будущее. Но в любом случае указание предполагаемой области применения обязательно. Ещё лучше, если значимость подтверждается актами внедрения.
Объём раздела ВВЕДЕНИЕ – 2-4 страницы.
В приложении А данных указаний приводится аспект-маркер по написанию раздела «Введение» (таблица А.2).
2.2 Реализация маркетинговой концепции производства
Деятельность предприятий швейного производства в условиях развития рыночных отношений характеризуется широкой хозяйственной самостоятельностью, полным распоряжением выпускаемой продукцией, прибылью, остающейся после уплаты налогов и других обязательных платежей. Формы, системы и размеры оплаты труда и другие виды доходов работников определяются предприятиями самостоятельно с учетом действующего законодательства.
Так как главной целью хозяйственной деятельности предприятия является получение прибыли (это объективный закон рынка), то надо производить такую продукцию, которая сможет найти покупателя-потребителя, т.е. будет удовлетворять потребительский спрос населения. Достижение второй цели обеспечивается маркетинговой деятельностью.
В концепцию маркетинга заложены идеи удовлетворения нужд потенциальных потребителей. Эта научная система направляет экономику на решение главного вопроса маркетинга.
Маркетинговые исследования дают возможность описать рынок и разбить его на сегменты; оценить нужды, запросы и предпочтения потребителей в рамках целевого рынка; посредством цены донести до потребителя идею ценности товара; выбрать умелых посредников, чтобы товар оказался широкодоступным и хорошо представленным; рекламировать и продвигать товар с целью его выгодного сбыта.
При выполнении дипломного проекта, содержание которого соответствует варианту 1, необходимо изложить материал в такой последовательности:
- обоснование необходимости выпуска данного ассортимента швейных изделий для удовлетворения потребительского спроса населения;
- обоснование выбора изделия, предлагаемого для производства;
- способы продвижения товара и его рекламы;
- способы сбыта и распространения своей продукции;
- порядок установления цены на изделие, обеспечивающей получение прибыли.
Исходя из концепции маркетинга, следует изложить действия применительно к проектируемому изделию, предприятию, месту нахождения этого предприятия в предложенной последовательности с учетом кратких рекомендаций по каждому подпункту темы.
2.2.1 Обоснование необходимости выпуска данного ассортимента швейных изделий
Какие нужды потребителей удовлетворяет данный ассортимент швейных изделий в предполагаемых районах его продажи?
Какова степень удовлетворенности потребительского спроса на данный ассортимент?
2.2.2 Изучение потребительского спроса и обоснование выбора изделия
Для кого предназначено изделие?
Каким моделям, цветам, размерам и т.п. отдается предпочтение?
Где живут покупатели - в столице, в провинции, в маленьких городах или в сельской местности?
В каком количестве данных изделий нуждаются покупатели? Могут ли они позволить себе покупку по предложенной цене? В состоянии ли предприятие продать все изделия?
По какому признаку сегментируется рынок?
Как проводился анализ потребителей?
Кто является основными конкурентами?
Поиск ответов на эти вопросы называется изучением рынка.
Сведения могут быть получены с помощью следующих средств:
- книг заказов производителя изделия;
- торговых представителей предприятия (фирмы);
- оптовиков и розничных торговцев, которым Вы предлагаете свою продукцию;
- покупателей, которые пользуются Вашими изделиями;
- каталогов других производителей.
Для оценки потенциального или реального объема реализации товара при сложившемся соотношении спроса и предложения рассчитывается емкость рынка.
Потенциальная емкость – это максимально возможный объем продаж, когда все потенциальные потребители приобретают товар, исходя из максимального уровня его потребления.
Среднегодовая ёмкость рынка, на основе данных об интенсивности потребления товара, определяется по формуле 2.1:
Е = (П×Т)/ tэкс , (2.1)
где П – число потенциальных потребителей продукции, тыс. чел.;
Т – кратность покупок;
tэкс – средняя продолжительность полного цикла эксплуатации товара.
Поскольку рынок насыщен разнообразной швейной продукцией и на нём существует значительная конкуренция, необходимо учитывать, что реальная ёмкость рынка будет меньше, в зависимости от того, какую долю рынка предприятие занимает или может отвоевать у конкурентов.
2.2.3 Продвижение товара и его реклама
Продвижение товара - это совокупность средств, направленных на его реализацию.
Цель рекламы - распространение информации о выпускаемой Вами продукции, с тем чтобы ее выгодно продать. Реклама должна быть такой, чтобы покупатель, познакомившись с ней, отдал большее предпочтение Вашей продукции, чем продукции Ваших конкурентов. Для рекламы можно пользоваться любыми средствами информации, кроме устной речи (газеты, журналы, радио, телевидение, кино, афиши, витрины).
2.2.4 Способы сбыта и распространения товара
Распространение товара – это его доставка от производителя к конечному потребителю. Оно включает в себя покупку и перепродажу товаров оптовым и розничным торговцам и транспорт, используемый для товародвижения на каждом этапе.
Существуют различные способы и места продажи товаров. Как правило, товары широкого потребления сначала движутся от производителя к оптовику, затем к другому оптовику и потом – в небольших количествах (партиях) - к розничным торговцам или на рынок.
Существуют несколько каналов распределения товаров:
- производитель – оптовик – розничный торговец – потребитель;
- производитель – оптовик – потребитель;
- производитель – потребитель.
Определяя для себя оптимальные методы сбыта и распространения товаров, Вы должны подумать над тем, какими будут:
- издержки при продаже (будут ли расходы на оплату труда торговых агентов и издержки покрыты более высокой ценой товара, чем та, которую Вы можете предложить оптовику?);
- продажа товара (будут ли торговые агенты продвигать Ваши товары лучше, чем это сделает оптовый торговец? Смогут ли они продать достаточное количество товаров – больше, чем оптовый торговец, чтобы покрыть издержки и получить большую прибыль?);
- складирование (товарные запасы для продажи в разных регионах страны могут храниться в районах продажи. Что выгоднее – пользоваться услугами оптового торговца или иметь собственный склад на месте?);
- поставка (какой способ доставки товаров в другие регионы предпочтительнее: с помощью собственного транспорта, арендуемого или услуг агентства по транспортным перевозкам?).
2.2.5 Установление цены
Установление правильной цены на изделие – это залог настоящей и будущей рентабельности организации. Цены обеспечивают предприятию запланированную прибыль, конкурентоспособность продукции, спрос на нее.
Исходя из целей ценообразования – обеспечения сбыта; максимизации текущей прибыли; завоевания (выживания или удержания) доли рынка; лидерства по показателям качества – выбираются конкретные методы ценообразования.
Прежде чем установить цену, Вы должны:
- знать свои затраты;
- постоянно быть в курсе цен Ваших конкурентов;
- знать, как дорого покупатели готовы заплатить за товар;
- сравнивать цены на новые товары с ценами на те товары, которые уже находятся в продаже.
Определяемая цена должна содержать в себе общую сумму затрат и разумную прибыль.
2.3 Технологическая подготовка моделей
Целью этапа является определение требований к проектируемым моделям изделия исходя из его целевого назначения.
В этой части проекта необходимо изложить основные потребительские (социальные, функциональные, эстетические, эргономические и эксплуатационные требования) и производственно – технические требования к разрабатываемому изделию. Особое внимание следует уделить требованиям к моделям как объекту потребления.
Эргономические требования:
допускаемая (желаемая) масса одежды, кг;
допускаемое давление на отдельные участки тела (сосуды, органы и др), Па;
допускаемые параметры пододёжного микроклимата (t, С, влажность, содержание углекислоты и др.);
допускаемые параметры и признаки свойств материалов, обеспечивающие нормальное функционирование кожных покровов в местах соприкосновения с телом (жёсткость, теплозащитность, скольжение, липкость, гигроскопичность, очищаемость и др.);
требования к одежде в динамике (перечислить, свободу каких движений, обусловленных условиями эксплуатации, должна обеспечить одежда);
требования к соответствию одежды размерам и форме тела человека в статике (перечислить, какие допускаются отклонения в качестве посадки при некотором несоответствии одежды размерам и форме тела, какие особенности телосложения желательно сделать незаметными по ростам, размерам, полнотам и другим признакам с учётом модного направления);
требования к одежде, обусловленные психофизиологическими и психологическими характеристиками человека (удобство пользования, надевания, места разъёмов, застёжек, карманов и др.).
Требования к надёжности:
срок эксплуатации до физического износа (лет);
срок эксплуатации до морального износа (лет);
требования к прочности и формоустойчивости основных элементов конструкции и материалов (прочность соединений на разрыв, устойчивость к деформациям, изгибам, кручениям и др.);
какие свойств одежды и на сколько процентов могут быть снижены в течение срока эксплуатации и в процессе ухода за вещью;
в соответствии с условиями эксплуатации указать места (участки) изделий, требующие усиление конструкции;
требования к безопасности эксплуатации (невозгораемость, отсутствие токсических выделений, безопасности передвижения, пользования в транспорте и т.п.).
Эстетические требования:
степень модности (укажите тип потребителя по отношению к моде;
эстетическая и параметрическая комплектуемость с другими предметами и элементами костюма;
гармоничность моделей с окружающей средой (экологической, предметной, социальной и т.п.);
гармоничность (эстетическая и параметрическая) с образом и типоразмерными характеристиками человека.
Промышленные требования к одежде – это требования стандартизации и унификации, технологичности конструкции, экономичности.
Требования к изделию как объекту промышленного производства
трудоёмкость;
материалоёмкость;
процент межлекальных потерь (выпадов);
коэффициент унификации;
коэффициент механизации;
уровень качества;
коэффициент потребительской новизны и разнообразия моделей;
коэффициент конструктивной, технологической однородности и однородности систем моделей по сложности обработки, одновременно изготовляемых в конкретном потоке.
Экономические требования:
рентабельность;
источники экономического эффекта (например, повышение производительности труда, уменьшение межлекальных потерь, рациональное использование отходов).
2.3.1 Обоснование выбора моделей
Целью подраздела является проектирование серии моделей на одной конструктивной основе (базовой конструкции).
Выбор моделей производится в соответствии с темой проекта. Модели заданного вида изделия выбирают в соответствии с направлениями моды. Конструкция каждой модели должна быть технологична и экономична, а также конкурентоспособна.
Технический прогресс швейной промышленности связан с концентрацией и специализацией производства. Обязательным условием их успешной реализации является максимальная производственно-технологическая однородность выпускаемой продукции (совместимость и взаимозаменяемость моделей).
Модели одного потока должны изготовляться из материалов со сходными пошивочными свойствами и цветовой гаммой; с помощью однородных видов оборудования, приспособлений и устройств, методов обработки; технологически неделимые операции при этом должны быть близки по времени, номенклатуре и последовательности; рабочая сила должна быть однородной по квалификации и специальности.
Применительно к одежде наиболее целесообразно использовать основные теоретические положения неполной взаимозаменяемости: внешней и конструктивной.
Внешняя заменяемость заключается в том, что в результате изменения или замены элементов композиции без изменения конструкции добиваются внешнего разнообразия моделей. Этот вид взаимозаменяемости положен в основу разработки модифицированных систем моделей одежды и моделей на одной конструктивной основе, которые способствует расширению ассортимента одежды при сравнительно небольших затратах, максимальное сокращение пути модного изделия от моделирующей организации до потребителя.
Конструктивная взаимозаменяемость широко используется при разработке вспомогательных, подкладочных и прокладочных деталей одежды, что обеспечивает решение таких технических проблем производства, как механизация и автоматизация технологических процессов.
Базовая модель по конструкции должна обладать наибольшим количеством родственных признаков (размерных, конструктивных и технологических), присущих всем моделям.
Число моделей, запускаемых в поток, составляет для курсового проекта – не менее двух, для дипломного проекта – не менее трех.

Рисунок 2.1 – Модель А
2.3.2 Рисунок моделей. Описание внешнего вида моделей
Целью подраздела является проектирование основных моделей, которые могут быть рекомендованы для конкретного типа производства (массового, серийного, индивидуального).
Рисунок каждой модели изделия выполняют на одной странице пояснительной записки в двух проекциях: вид спереди – на типовой фигуре в динамике, вид сзади – без фигуры, уменьшенный, в статике и помещается справа от модели (рис. 2.1).
Описание внешнего вида модели составляют по следующей схеме:
наименование и назначение изделия, используемый материал, рекомендуемый материал;
форма изделия, силуэт, длина, покрой рукава, застежка;
характеристика конструкции и декоративного оформления каждого узла (полочка, спинка, рукав, воротник);
характеристика подкладки и утепляющей прокладки;
вид отделки.
Поясные изделия должны быть охарактеризованы по силуэту, количеству продольных и поперечных швов, вытачек, виду застежки, карманов, количеству складок, виду манжет.
После описания внешнего вида модели указывают, для какого размера, роста, полнотной и возрастной группы рекомендуется изготавливать модель.
2.3.3 Спецификация материалов на модели
Целью подраздела является обоснование требований к материалам для пакета проектируемых моделей с учётом назначения, сезона, направления моды, требований промышленности и потребителя и выбор пакета материалов с учетом этих требований.
Одним из условий получения высококачественного изделия является правильный и обоснованный выбор материалов для его пакета. В этой связи необходимо сформулировать основные свойства, которыми должны обладать материалы (основные, подкладочные, приклада, отделочные, утепляющие и скрепляющие), из которых следует изготавливать проектируемое изделие. Выбираемые материалы на изделие должны соответствовать требованиям, предъявляемым к проектируемому изделию.
Ниже предлагаются словесные клише для написания подраздела:
На требования к материалам верха влияют, в первую очередь, назначение изделия, сезон, направление моды, требования потребителя и др.
Так как проектируемое изделие (пальто, плащ, жакет и юбка,…) нарядное (для повседневной носки, многофункциональное,…), наиболее оптимальным выбором основной ткани (материала верха) будет ….
В качестве подкладки предполагается использование … Обязательными показателями для подкладочных материалов являются…
Таблица 2.1 – Характеристика рекомендуемых материалов пакета изделия
Наименование материала, образец |
Ширина, см |
Розничная цена, 1п.м, руб. |
Расцветка, способ нанесения рисунка |
Волокнистый состав |
Переплетение |
Раздвижка нитей в швах |
Примечание (скольжение, осыпаемость, повреждения при строчке и др.) |
|
по основе |
по утку |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Для верха проектируемого изделия |
||||||||
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
Для подкладки |
||||||||
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
Для прокладки |
||||||||
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
Для утепляющей прокладки |
||||||||
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
Скрепляющий материал |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Фурнитура |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В качестве прокладочных материалов планируется использовать…. Это связано с тем, что прокладочные материалы применяют для придания деталям определенной формы и ее сохранения, для упрочнения участков деталей и предохранения их от растяжения.
Для соединения деталей и отделочных строчек предполагается использование …. Они обеспечивают получение ниточных швов с необходимыми показателями прочности и износостойкости.
В качестве фурнитуры предполагается использование …
По рекомендуемым для пакета одежды материалам и фурнитуре составляется конфекционная карта по форме таблицы 2.1.
2.3.4 Спецификация деталей кроя
Спецификацию (перечень) деталей кроя и лекал верха, подклада, приклада приводят в форме таблицы 2.2.
Лекала верха, подклада и приклада зарисовываются в произвольном масштабе с соблюдением пропорций в размерах, с указанием нити основы, номера рисунка детали по спецификации.
Рисунки лекал деталей подкладки и приклада выполняются с последующим нанесением условного изображения материала (Приложение Л, табл. Л.1). Пример оформления иллюстраций приведен на рисунке 2.2.
Таблица 2.2 – Спецификация деталей кроя
№ рисунка |
№ детали |
Наименование детали |
Количество, ед. по моделям |
|||||
лекал |
деталей кроя |
|||||||
А |
Б |
В |
А |
Б |
В |
|||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Из основного материала |
||||||||
2.2 |
1А |
Центральная часть полочки |
1 |
|
|
2 |
|
|
2.2 |
2А |
Боковая часть полочки |
1 |
|
|
2 |
|
|
|
|
И т.д. |
|
|
|
|
|
|
Из подкладочной ткани |
||||||||
|
|
|
|
|
|
|
|
|
Из прокладочного материала |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1А |
2А |
3А |
4А |
5А |
|
|
|
|
|
6А |
10А |
|||
|
|
|||
7А |
8А |
9А |
|
|

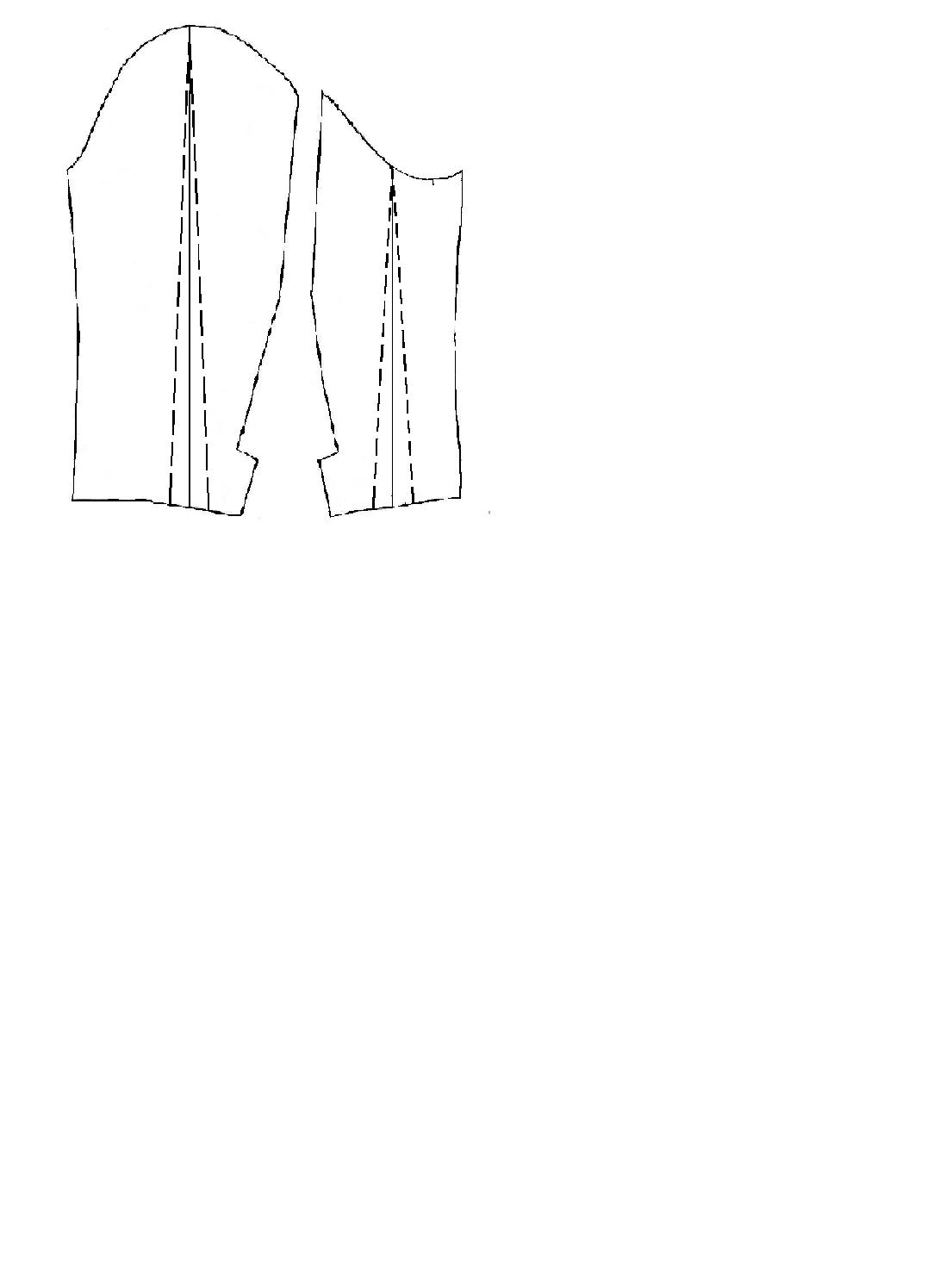


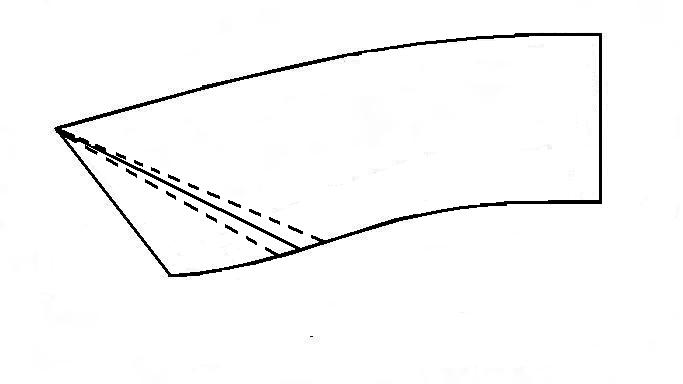
Рисунок 2.2 – Детали кроя из материала верха модели А
2.3.5 Особенности технологической обработки
Целью подраздела является обоснование выбора методов технологической обработки проектируемых моделей. Этот подраздел является наиболее важным этапом проектирования, т.к. методы обработки определяют уровень качества исполнения изделий.
Выбор методов обработки производят на основе изучения рекомендуемой литературы, действующей НТД, собственных предложений студента.
Из существующих многообразных методов обработки узлов, следует выбирать наиболее совершенные, современные, максимально экономичные, пригодные для рекомендуемых материалов.
Особое внимание следует уделить использованию методов параллельной и параллельно-последовательной обработки, повышению доли машинных работ, применению приспособлений малой механизации.
Дается подробное описание наиболее сложных узлов с указанием технических условий (ТУ), применяемого оборудования и средств малой механизации.
Методы обработки всех узлов изделия иллюстрируются в виде рисунков узлов в разрезе, на которых цифрами указывают последовательность выполнения машинных операций, показанных в сечении узла (рис. 2.3).
2.3.6 Выбор оборудования. Характеристика оборудования потока
Выбор оборудования должен быть произведён применительно к виду изделия, свойствам материалов и выбранной технологии пошива. Оборудование следует брать современных марок и классов, применяемых в массовом производстве одежды. При выборе дорогостоящего оборудования следует обеспечить его полную загрузку. В этом же разделе описывается оснастка рабочих мест и приспособления малой механизации.
Рекомендации по выбору оборудования могут быть сведены в таблицы 2.3, 2.4. В текстовой форме описывается назначение оборудования.
Таблица 2.3 – Технологическая характеристика швейных машин
Класс машины, завод- изготовитель (фирма) |
Тип стежка |
|
|
|
|
|
|
|
|
|
Например: |
|
|
|
|
|
|
|
|
|
|
31- 31+ 50 ОАО «Завод «Легмаш» |
301 |
5000 |
1,7 - 3,5 |
6,0 |
3,0 |
0052-02 №80 -90 |
|
|
|
|
и т.д. |
|
|
|
|
|
|
|
|
|
|
Обозначения символов, используемых в таблице 3, приведены в приложении Л (табл. Л.2).
А-А |
Б-Б |
||
|
|
||
В-В |
|
Д-Д |
|
|
|
||
Г-Г |
Е-Е |
||
|
|
||
Рисунок 2.3 – Методы обработки модели А |
|||








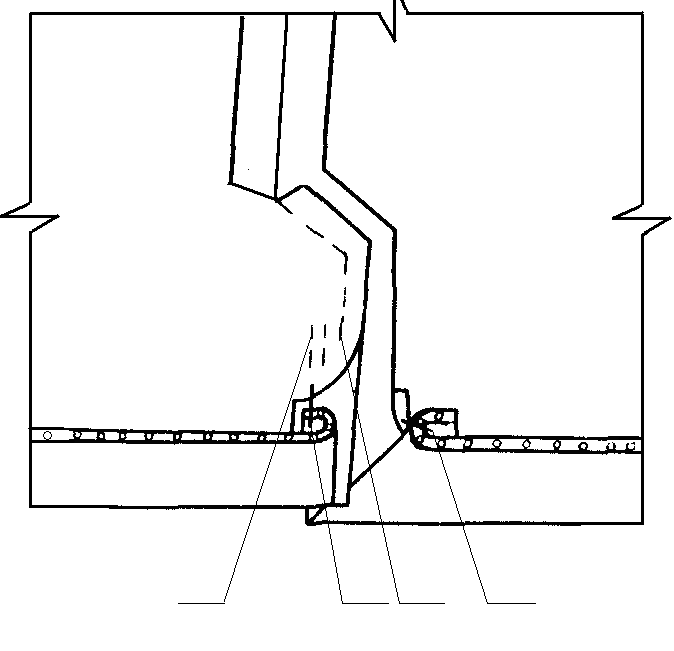

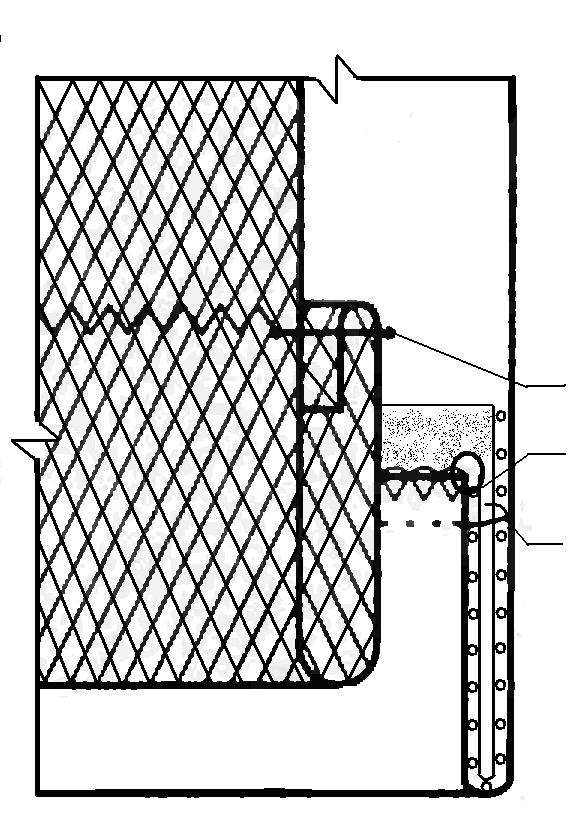


Таблица 2.4 – Технологическая характеристика оборудования для ВТО
Наименование оборудования |
Марка, завод-изготовитель (фирма) |
Производительность |
Усилие прессования, кПа |
Тип привода |
Масса, кг (для утюга) |
Температура нагрева рабочих органов, С |
Время прессования, с |
Габариты, мм |
Дополнительные сведения |
Утюжильный стол |
ART Rotondi |
- |
- |
Электропитание 290/1/150 |
- |
до 100 |
- |
1300*650 |
мощность 0,8 кВТ |
Утюг |
ART Rotondi |
- |
- |
Электропитание 220/1/50 |
1,6 |
100 - 200 |
30-40 |
120* 205 |
мощность 800 Вт |
|
|
|
|
|
|
|
|
|
|
2.3.7 Расчет эффективности
Данный подраздел выполняется для проектов разрабатываемых, на базе действующего предприятия.
Сравнительный анализ способов обработки изделия приводят в форме таблицы 2.5.
Таблица 2.5 – Эффективность выбранных методов обработки
Действующий поток |
Проектируемый поток |
Экономия времени, с |
||||
номер, содержание неделимой операции |
норма времени, с |
оборудование, приспособления |
номер, содержание неделимой операции |
норма времени, с |
оборудование, приспособления |
|
1 Измененные методы обработки |
|
|
|
|
|
|
итого |
|
|
|
|
|
|
2 Остальные узлы |
|
|
|
|
|
|
Итого по изделию |
|
|
|
|
|
|
После таблицы выполняется расчет роста производительности труда и экономической эффективности по формулам 2.2 и 2.3:
![]() (2.2)
(2.2)
где: РТП – рост производительности труда, %;
Тд – трудоемкость изделия в действующем потоке, с;
Тпр – трудоемкость изделия в проектируемом потоке, с.
![]() (2.3)
(2.3)
где: Эф – экономическая эффективность, %.
2.4 Расчет и планировка потока
2.4.1 Предварительный расчет потока. Трудоемкость изготовления моделей по узлам
Проектирование потока начинают с выполнения предварительного расчёта потока.
Цель предварительного расчёта – получение исходных данных для проектирования потока.
Задание для проектирования потока содержит:
1 – ассортимент изделий и количество моделей;
2 – технологическую последовательность;
3 – мощность потока.
1. Для определения вида запуска моделей в поток необходимо найти разницу в трудоемкости между изделиями по формуле 2.4:
![]() (2.4)
(2.4)
Где: TА – трудоемкость изготовления модели А, с;
ТБ – трудоемкость изготовления модели Б, с;
Причем ТА – больше ТБ.
2. Выбор вида запуска моделей производится на основе расчета разницы трудоемкости, при этом последовательный запуск применяется при однотипных методах обработки, однотипном оборудовании, однотипных материалах, если разница в трудоемкости в потоках большой мощности составляет 3%, средней мощности - 7%, малой мощности - 15% (до 6 различных моделей). Предварительный расчет основных параметров проводится не по каждой модели, а по усредненной средней трудоемкости (если ∆Т составляет 5-7%), определяемой по формуле 2.5:
![]() , (2.5)
, (2.5)
где: Тср – средняя трудоемкость, с;
ТА, ТБ, ТВ – трудоемкости по моделям А, Б, В, с;
3 – количество моделей.
Зная среднее время на изготовление изделия Тср и количество рабочих, можно определить среднерасчётный такт потока τср, по формуле 2.6:
![]() (2.6)
(2.6)
где N – количество рабочих потока, чел.
Расчет основных параметров для последовательного запуска резко отличающихся друг от друга моделей, когда ∆Т составляет 10% и более, а также план выпуска по моделям различен, выполняется отдельно по каждой модели.
![]() (2.7)
(2.7)
![]() (2.8)
(2.8)
![]() (2.9)
(2.9)
Расчет основных параметров для цикличного запуска изделий со значительными отклонениями по трудоемкости, когда ∆Т составляет 15÷20%, а также план выпуска по моделям различен, выполняется по средним показателям по формуле 2.10:
![]() (2.10)
(2.10)
где Тi – трудоёмкость изготовления изделия по моделям, с;
С – цикл согласования изготовления изделий (или количество моделей).
Цикловой такт потока τц, вычисляют по формуле 2.11:
![]() (2.11)
(2.11)
где τ ср – среднерасчётный такт потока, определяется по формуле 2.6.
3. Предварительный расчет потока выполняется как при проектировании новых, так и при реорганизации действующих потоков.
Исходными данными являются: трудоемкость (по последовательности) и мощность. Мощность потока может быть задана выпуском изделий в смену или количеством рабочих в потоке и в зависимости от этого порядок предварительного расчёта потока различен.
1 Мощность потока задаётся количеством рабочих – N.
Сменный выпуск изделий (мощность) Мсм, рассчитывают по формуле 2.12:
![]() (2.12)
(2.12)
где Rсм – продолжительность рабочей смены, 28800 с.
2 Мощность потока задаётся сменным выпуском изделий - Мсм.
В этом случае сначала рассчитывают среднерасчётный τср и цикловой τц (по формуле 8) такты и затем число рабочих в потоке N, по формулам 2.13, 2.14:
![]() (2.13)
(2.13)
![]() (2.14)
(2.14)
В дальнейшем предварительный расчет ведут одинаково.
Количество рабочих мест в потоке Кр.м., вычисляют по формуле 2.15:
![]() (2.15)
(2.15)
где Кср – коэффициент, учитывающий нестандартные рабочие места:
Кср= 1,10÷1,15 (лёгкое платье, бельё);
Кср= 1,15÷1,20 (костюм);
Кср= 1,20÷1,25 (пальто).
Длину потока Lп.л, определяют по формуле 2.16:
![]() (2.16)
(2.16)
где Lр.м. – шаг рабочего места, м:
L р.м.= 1,1÷1,15 м (бельё);
L р.м.=1,15÷1,20 м (платье, костюмы);
L р.м.= 1,20÷1,25 м (пальто).
Определение площади потока Sп, выполняют по формуле 2.17:
![]() (2.17)
(2.17)
где N – расчётное (или заданное) количество рабочих потока, чел.;
Sн – площадь, приходящая на 1 рабочего всего по потоку (Приложение М, табл. М.1), м2:
Sн.= 5,3 м2 (бельё);
Sн = 6,1 м2 (юбка, платье, сорочка);
Sн = 6,8÷7,8 м2 (костюм, пальто).
В пояснительной записке предварительный расчет потока представляют в форме таблицы 2.6.
Таблица 2.6 – Предварительный расчет многомодельного потока
Наименование параметра |
Ед. изм. |
Расчетная формула |
Расчет |
Трудоемкость средняя |
с |
|
|
Средний такт |
с |
|
|
Сменный выпуск |
ед. |
|
|
Количество рабочих мест |
р.м. |
|
|
Длина поточной линии |
м |
|
|
Площадь потока |
м2 |
|
|
4. Расчет трудоемкости изготовления модели по узлам приводится в пояснительной записке в табличной форме в зависимости от типа запуска потока (таблицы 2.7, 2.8). Расчет площади заготовительной, монтажной и отделочной секций выполняют по формуле 2.17, используя типовые нормы площади соответствующих секций цеха (приложение М).
Таблица 2.7 – Трудоемкость изготовления изделия (для последовательного запуска)
Наименование секции, узла |
Затрата времени на изготовление по моделям, с |
Количество рабочих по моделям, чел. |
Площадь, м² |
||||
А |
Б |
В |
А |
Б |
В |
||
Запуск |
|
|
|
|
|
|
|
Заготовительная секция |
|||||||
|
|
|
|
|
|
|
|
Итого по заготовке |
|
|
|
|
|
|
|
Монтаж |
|
|
|
|
|
|
|
Отделка |
|
|
|
|
|
|
|
Итого по изделию |
|
|
|
|
|
|
|
Таблица 2.8 – Трудоемкость изготовления изделия (для цикличного запуска)
Наименование секции, узла |
Затрата времени на изготовление, с |
Количество рабочих, чел. |
Площадь, м² |
||||
по моделям |
общая |
средняя |
|||||
А |
Б |
В |
|||||
Запуск |
|
|
|
|
|
|
|
Заготовительная секция |
|||||||
|
|
|
|
|
|
|
|
Итого по заготовке |
|
|
|
|
|
|
|
Монтаж |
|
|
|
|
|
|
|
Отделка |
|
|
|
|
|
|
|
Итого по изделию |
|
|
|
|
|
|
|
Средние затраты времени на изготовление изделий (Тср) распределяют по заготовительной и монтажной секции и в соответствии с этими данными определяют количество рабочих в каждой секции по формулам 2.18, 2.19:
![]() (2.18)
(2.18)
![]() (2.19)
(2.19)
где Тср.з.- среднее время на изготовление изделия в заготовительной секции, с;
Т ср.м.- среднее время на изготовление изделия в монтажной секции, с;
Nз - количество рабочих в заготовительной секции, чел.;
Nм - количество рабочих в монтажной секции, чел.
Определение длины заготовительной и монтажной секций потока (при условии разделения потока на эти секции) проводят, исходя из данных по количеству рабочих в заготовительной Nз и монтажной секции Nм, по формулам 2.20, 2.21:
![]() (2.20)
(2.20)
![]() (2.21)
(2.21)
где Lпл.з .- длина заготовительной секции потока, м;
Lпл.м.- длина монтажной секции потока, м.
Для расчёта количества участков поточной линии nп.л., в потоке используют формулу 2.22:
![]() (2.22)
(2.22)
где L п.л. - длина поточной линии, м. L п.л.=(20÷45) м.
Длину всех участков поточной линии рекомендуется брать одинаковой; число участков принимать нечетным, с тем, чтобы запуск и выпуск изделий производились в разных концах цеха.
2.4.2 Обоснование выбора типа потока, вида запуска, транспортных средств
На основании исходных данных и параметров предварительного расчета потока выбираются и обосновываются вид и способ запуска изделий в поток, тип потока, его структура, транспортные средства.
Обоснование перечисленных характеристик должно быть конкретным, кратким, с раскрытием положительных и отрицательных сторон и выводов, почему выбран тот или иной вид запуска, вид потока, средства транспортировки и пр. Здесь необходим творческий подход студента, ясное представление о достижениях предприятий.
Необходимо обосновать проектируемый поток с позиций:
мощности (малой, средней, большой, рациональной или оптимальной);
степени прерывности (секционные, несекционные);
количества секций и размещения их на плане цеха, направления грузопотока и т.д.;
количества одновременно прошиваемых моделей, изделий (одномодельный, многомодельный, многофасонный потоки);
ритма потока (свободный, регламентированный);
способа передачи полуфабриката и использования транспортных средств (конвейер, транспортер периодического действия, бесприводные транспортные устройства и т.д.);
вида движения предметов труда (параллельные, последовательные, комбинированные);
запуска деталей в поток (поштучный, пачковый);
характера питания потока по месту подачи кроя (централизованный, децентрализованный);
способа запуска моделей в поток (цикличный, последовательный);
метода передачи полуфабрикатов между сменами.
При выборе потока следует отдавать предпочтение высокопроизводительным многомодельным секционным потокам и одной из разновидностей – синхропотокам (поузловым, агрегатно-групповым со свободным ритмом и пачковой обработкой деталей).
Следует использовать комплексно-механизированные потоки, гибкие потоки.
В соответствии с опытом работы промышленности при изготовлении верхней одежды рекомендуются следующие потоки:
в заготовительной секции – агрегатно-групповые с выделением групп по обработке отдельных узлов и деталей, с последовательным или цикличным запуском моделей пачками и перемещением полуфабриката с помощью тележек или других транспортных устройств;
в монтажной секции – агрегатные с последовательным запуском, с одной или несколькими параллельными поточными линиями;
в отделочной секции – агрегатные или конвейерные (подвесные) с последовательным запуском Обязательным условием является единство суммарных мощностей по всем секциям.
При изготовлении легкой одежды рекомендуются потоки:
в заготовительной секции – круговые, агрегатные или агрегатно-групповые с последовательным или цикличным запуском пачками;
в монтажной и отделочной секциях – агрегатные, круговые с последовательным запуском.
При изготовлении сорочек рекомендуются потоки:
в заготовительной секции – агрегатно-групповые с последовательным запуском;
в монтажной секции - агрегатные с последовательным запуском моделей и передачи деталей поштучно или пачками;
в отделочной секции – агрегатные и конвейерные (подвесные) с поштучным или пачковым запуском.
При выборе способа запуска следует помнить, что при последовательно-ассортиментом запуске, применяемом при всех организационных формах потока, различия в трудоемкости моделей не должны превышать в агрегатных потоках малой мощности 15%, средней – 7%, большой – 3%. При цикличном запуске отклонения допустимы 15-20%. В агрегатно-групповых потоках различия в трудоемкости в целом и по отдельным узлам должно быть не более 5%, в круговых потоках – не более 5-7%. При последовательно-ассортиментном запуске при небольших различиях моделей по трудоемкости (до 2%) допускается расчет потока производить по средне взвешенной трудоемкости и средневзвешенному такту. Если различия в трудоемкости проектируемых моделей не соответствуют вышеуказанным условиям, рекомендуется производить расчет параметров потока по такту отдельно по каждой модели, оставляя постоянным количество рабочих в потоке.
При решении реальной темы проекта по реорганизации или реконструкции действующего цеха раздел проекта необходимо разрабатывать, исходя из конкретных условий (предполагаемой производственной площади, ассортимента, цели проекта и т.п.), и обоснование проектируемых мероприятий вести в соответствии с данными действующего потока.
2.4.3 Согласование операций потока
В подразделе указываются особенности согласования операций для выбранного типа потока и транспортных средств, приводится расчет условий согласования.
В конвейерных потоках со строгим ритмом отклонение времени организационной операции от такта потока не должно превышать ± 5%, в потоках со свободным ритмом ± 10%.
Для агрегатно – группового потока со свободным ритмом с последовательным запуском условие согласования примет вид:
![]() (2.23)
(2.23)
для потоков со свободным ритмом с цикличным запуском:
![]() (2.24)
(2.24)
где tо.о – затраты времени на организационную операцию, с;
k – кратность операции, равная количеству рабочих на организационной операции,
(0,9 ÷ 1,1) - коэффициент допускаемых отклонений от такта потока,
С – цикл,
τ, τср – такт и средний такт потока, с.
Данные расчета условий согласования времени операций целесообразно свести в таблицу 2.9.
Таблица 2.9 – Расчет условий согласования потока
Кратность |
Минимальное отклонение от такта |
Максимальное отклонение от такта |
1 |
|
|
2 |
|
|
3 |
|
|
2.4.4 Технологическая схема потока
Технологическая схема потока составляется на основе последовательности технологической обработки и результатов предварительного расчета.
Комплектование неделимых операций в организационные проводят с целью определения объёма работы по каждой организационной операции в соответствии с тактом потока.
При составлении технологической схемы следует выполнять все необходимые условия комплектования операций:
сохранение последовательности организационных операций в соответствии с последовательностью обработки изделий;
объединение неделимых операций, сходных по виду выполняемых работ и по типу применяемого оборудования;
комплектование неделимых операций с одинаковыми, либо со смежными разрядами;
время организационных операций должно входить в условия согласования.
При составлении технологической схемы потока с последовательным запуском учитываются следующие дополнительные условия:
однородность содержания организационных операций по моделям;
сохранение одинакового количества рабочих по моделям.
При составлении технологической схемы потока с цикличным запуском учитываются следующие дополнительные условия:
выравнивание времени операций с тактом потока производится на нескольких моделях, входящих в такт;
допускаются операции с неполным циклом согласования, то есть такие организационные операции, на которых обрабатывается одна модель.
Комплектование неделимых операций в организационные представляют в зависимости от типа потока в форме таблицы 2.10 или 2.11.
Ассортимент - |
Трудоемкость изготовления, с |
ТА = |
|
|
|
|
ТБ = |
|
|
|
ТВ = |
Выпуск в смену, ед. |
модель А, МсмА = |
Количество рабочих расчетное, чел. |
Nр = |
|
модель Б, МсмБ = |
|
|
|
модель В, МсмВ = |
|
|
Такт потока, с |
|
|
|
Таблица 2.10 – Технологическая схема многомодельного потока с последовательным запуском
Номер организационной операции |
Номер неделимой операции, содержание операции |
Специальность |
Разряд |
Модель А |
Модель Б |
Оборудование, приспособления |
||||||||
Норма времени, с |
Количество рабочих, чел |
Норма выработки, ед. |
Расценка, руб. |
Норма времени, с |
Количество рабочих, чел. |
Норма выработки, ед. |
Расценка, руб. |
|||||||
расчетное |
фактическое |
расчетное |
фактическое |
|||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ассортимент - |
Трудоемкость изготовления, с |
ТА = |
|
|
|
|
ТБ = |
|
|
|
ТВ = |
Выпуск в смену, ед. |
|
|
Тобщ = |
|
|
|
Тср = |
Такт цикловой, с |
|
Количество рабочих расчетное, чел. |
Nр = |
Таблица 2.11 – Технологическая схема многомодельного потока с цикличным запуском
Номер организационной операции |
Номер неделимой операции, содержание операции |
Специальность |
Разряд |
Затраты времени, с |
Количество рабочих, чел. |
Норма выработки, ед. |
Расценка, руб. |
Оборудование |
||||
модель А |
модель Б |
общая, с |
средняя, с |
расчетное |
фактическое |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Технико-экономические показатели по каждой организационной операции рассчитываются следующим образом:
- количество рабочих по каждой организационной операции рассчитывается по формуле 2.25:
![]() (2.25)
(2.25)
- норма выработки по каждой организационной операции рассчитывается по формуле 2.26:
![]() (2.26)
(2.26)
где Hв – норма выработки;
- расценка по каждой неделимой операции рассчитывается по формуле 2.27, тарифная сетка представлена в таблице 2.12:
![]() (2.27)
(2.27)
где СТСi – секундная тарифная ставка i – го разряда, руб.
tiн.о. – время выполнения неделимой операции i – го разряда, с
- расценка по организационной операции определяется как сумма расценок входящих в нее неделимых операций и рассчитывается по формуле 2.28:
![]() (2.28)
(2.28)
Таблица 2.12 – Тарифная сетка, ЧТС1 = 24,44 руб.
Разряд |
Тарифный коэффициент |
Секундная тарифная ставка СТС, руб. |
1 |
1,060 |
|
2 |
1,802 |
|
3 |
2,014 |
|
4 |
2,173 |
|
5 |
2,333 |
|
6 |
2,544 |
|
2.4.5 Анализ потока
Анализ технологической схемы потока проводится по следующим этапам:
определение загрузки потока в целом;
графический анализ загрузки (синхронности) организационных операций;
графический анализ структуры потока;
анализ характеристики технического уровня потока.
2.4.5.1 Анализ потока по коэффициенту согласования
Для проверки правильности согласования времени выполнения организационных операций всего потока необходимо определить коэффициент согласования Кс по формуле 2.29:
![]() (2.29)
(2.29)
где Тизд. – затраты времени на изготовление изделия, с;
Nф- фактическое количество рабочих, чел.;
τ - такт потока, с.
Для многомодельных потоков с последовательно – ассортиментным запуском Кс рассчитывается по каждой модели; при цикличном – по суммарному времени и цикловому такту. Nф – берётся из расчетов таблицы комплектования операций (таблицы 2.10 или 2.11).
Для потоков с регламентируемым временем Кс= 0,99÷1,1; для потоков со свободным ритмом Кс=0,98÷1,02.
Если Кс вышел за допустимые пределы, то необходимо уточнить такт потока и его мощность, принимая Кс=1 или перекомплектовать технологическую схему. Если Кс<1, то поток в целом недогружен, если Кс>1, то поток в целом перегружен.
Уточнённый такт τ ут , и выпуск Мут , потока определяют по формулам 2.30, 2.31:
![]() (2.30)
(2.30)
![]() (2.31)
(2.31)
2.4.5.2 Анализ потока по графику синхронности
Одновременно с технологической схемой составляют график согласования затрат времени операций (график синхронности).
Данный график (рисунок 2.4) наглядно показывает загрузку по каждой организационной операции потока в отдельности и загрузку потока в целом.
Для многофасонного потока с последовательно – ассортиментным запуском график строят по каждой модели, но разного цвета; при цикличном запуске – по суммарному времени организационных операций.
После построения графика его оценивают с точки зрения равномерности загрузки всего потока, каждой секции и по каждой операции.
Если имеются отдельные организационные операции с затратами, превышающими допустимые отклонения от времени такта потока, то эти отклонения от времени должны быть устранены. Следует предложить конкретные
КсА=1,00
КсБ=0,99
КсВ=1,003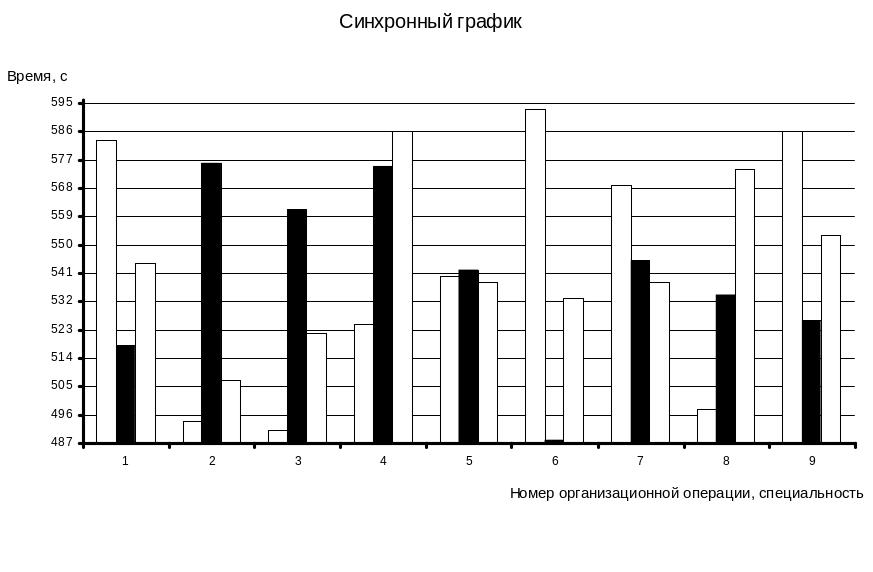
-

Время однократной операции модель А

Время однократной операции модель Б

Время однократной операции модель В
Рисунок 2.4 – Синхронный график
мероприятия, обеспечивающие рациональное использование затрат времени операции:
замена оборудования на более совершенное высокоскоростное или с элементами автоматики. Применение всевозможных приспособлений;
замена утюгов прессами или изменение режимов обработки в допустимых пределах (t°, p, W);
замена ниточных креплений деталей клеевым. Замена последовательных методов обработки параллельно-последовательными;
передача передовых методов работы новаторов производства. Подбор высококвалифицированных рабочих. Учет индивидуальных способностей рабочих.
2.4.5.3 Анализ потока по монтажному графику
Одновременно со схемой разделения труда составляется монтажный график (рисунки 2.5, 2.6). Построение монтажного графика проводят строго по технологической схеме.
Монтажный график даёт возможность представить структуру и последовательность обработки и сборки деталей, узлов в потоке, порядок адресования отдельных деталей и узлов на рабочие места, порядок укладки деталей в гнёзда конвейера при запуске изделия в поток.
Каждая организационная операция условно обозначается квадратом, с указанием номера, специальности и кратности операции.
Сначала дается перечень всех деталей, участвующих в обработке, каждая их которых нумеруется снизу вверх, порядок написания деталей соответствует упоминанию этих деталей в схеме разделения труда. Организационные операции записываются напротив той детали, которая обрабатывается в ней, если таких деталей несколько, то организационная операция записывается напротив главной детали. Если выделяется группа, то они должны просматриваться на монтажном графике.
Перемещение деталей от одной операции к другой изображается сплошной линией со стрелкой. Возврат деталей показывается пунктирной линией со стрелкой и указанием № детали, которая возвращается.
Монтажный график каждой секции строится отдельно. В заготовительной секции название деталей – боковая часть полочки, центральная часть полочки, кокетка полочки и т. д. В монтажной – полочка, спинка, воротник, подкладка. В отделочной секции – готовое изделие.
При анализе потока по монтажному графику необходимо выявить положительные и отрицательные стороны в организации потока и определить мероприятия для устранения недостатков. При наличии операций, имеющих возвратные движения или переброску полуфабрикатов, необходимо обосновать возможность нормальной работы потока и указать мероприятия, обеспечивающие ритмичную работу потока.
С учётом монтажного графика в дальнейшем выполняют планировку рабочих мест в потоке.
Пояс 5
Вешалка 4
Шлевки 3 Задняя
часть
юбки 2
Передняя
часть
юбки 1











































Рисунок 2.6 - Монтажный график монтажно-отделочной секции
2.4.6 Сводная таблица численности рабочих потока
Для расчетного анализа технологической схемы потока составляют сводку рабочей силы.
Сводку рабочей силы представляют по потоку в целом (таблица 2.13). В её основе лежат сведения по расчётному количеству рабочих неделимых и организационных операций.
При последовательном запуске сводку рабочей силы составляют по каждой модели отдельно, при цикличном – по средним значениям.
В самой нижней строке таблицы «Удельный вес по специальности», %, определяют из соотношения 2.32:
![]() (2.32)
(2.32)
Сумму разрядов Σ ТРi (гр. 11 табл. 2.13) определяют путём умножения расчётного количества рабочих данного разряда Ni (гр. 9 табл. 2.13) на номер разряда ri (гр. 1 табл. 2.13):
![]() (2.33)
(2.33)
Сумма всех тарифных разрядов определяется суммированием итогов по разрядам (по вертикали).
Сумму тарифных коэффициентов Σ ТКi (гр. 13 табл. 2.13) определяют путём умножения расчётного количества рабочих данного разряда Ni (гр. 9 табл. 2.13) на тарифный коэффициент ТКi (гр. 12 табл. 2.13), данного разряда.
![]() (2.34)
(2.34)
Сумма тарифных коэффициентов для всех разрядов определяется суммированием итогов по тарифным коэффициентам (по вертикали).
Таблица 2.13 – Сводка численности рабочих
Разряд |
Время по виду работ, с |
Итого |
Сумма разрядов |
Тарифный коэффициент |
Сумма тарифных коэффициентов |
|||||||
М |
Р |
С |
Пр |
У |
ПА |
время, с |
Nр, чел |
% соотношение |
||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
1 |
|
|
|
|
|
|
|
|
|
|
1,060 |
|
2 |
|
|
|
|
|
|
|
|
|
|
1,802 |
|
3 |
|
|
|
|
|
|
|
|
|
|
2,014 |
|
4 |
|
|
|
|
|
|
|
|
|
|
2,173 |
|
5 |
|
|
|
|
|
|
|
|
|
|
2,333 |
|
6 |
|
|
|
|
|
|
|
|
|
|
2,544 |
|
Итого: время |
|
|
|
|
|
|
|
- |
100 |
|
- |
|
Кол-во раб. по спец-ти |
|
|
|
|
|
|
|
|
- |
- |
- |
- |
Уд. вес по спец-ти, % |
|
|
|
|
|
|
100 |
- |
- |
- |
- |
- |
После составления сводки рабочей силы проводится анализ технологической схемы потока по следующим показателям:
- средний разряд, рассчитывается по формуле 2.35:
![]() (2.35)
(2.35)
где ΣТР – сумма разрядов (гр. 11 табл. 2.13), полученная сложением по вертикали;
Nр – расчетное количество рабочих потока (гр. 9 табл. 2.13).
- средний тарифный коэффициент, рассчитывается по формуле 2.36:
![]() (2.36)
(2.36)
где ΣТК – сумма тарифных коэффициентов, полученная сложением по вертикали (гр. 13 табл. 2.13);
Nр – расчетное количество рабочих потока (гр. 9 табл. 2.13).
Количество рабочих по каждой специальности и разряду устанавливают на основании технологической схемы. После определения итоговых показателей по каждой специальности находят удельный вес по отношению к общему количеству рабочих потока.
2.4.7 Сводная таблица оборудования и рабочих мест
Сводку оборудования технологического потока составляют по форме таблицы 2.14.
Количество основного оборудования определяют по технологической схеме потока.
Расчет количества запасного оборудования проводят только по стачивающим машинам, некоторым видам специальных машин из расчёта 5÷10 % от основного. Запасное оборудование устанавливают в потоке.
Резервное оборудование проектируют на поток или весь цех. На поток предусматривают 5÷10 % от основного, но не менее 1 машины каждого вида. Резервное оборудование находится в механической мастерской и на плане цеха не указывается.
Габаритные размеры рабочих мест зависят от назначения и вида выбранного оборудования.
Таблица 2.14 – Сводка оборудования
Марка машины, завод – изготовитель |
Количество оборудования |
Рабочее место |
|||||
основное |
резервное |
запасное |
всего |
наименование |
габариты, в мм |
количество |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
По наибольшему количеству оборудования по моделям |
|
|
|
|
|
|
Итого: |
|
|
|
|
|
|
|
2.4.8 Расчет технико-экономических показателей
Технико-экономические показатели (ТЭП) лучше представлять в форме таблицы 2.15.
Производительность труда одного рабочего в смену ПТ определяется по формуле 2.37:
![]() , (2.37)
, (2.37)
где Мсм – выпуск изделий в смену, ед.
Nф – количество рабочих фактическое, чел.
О степени механизации потока, загрузки каждой машины судят по показателям Кмех и Ки.о., которые рассчитывают по формулам 2.38 и 2.39:
![]() (2.38)
(2.38)
где Т мех о.о– затраты времени на все механизированные работы по организационным операциям, с;
Тизд – затраты времени на изготовление изделия, с;
Кмех. – коэффициент механизации,
![]() (2.39)
(2.39)
где Т мех н.о. – затраты времени на все механизированные работы по неделимым операциям, с;
Ки.о. – коэффициент использования оборудования.
Стоимость изготовления изделия или величина заработной платы за единицу изделия, рассчитывается по формуле 2.40:
![]() (2.40)
(2.40)
где ЧIТС – часовая ставка I разряда;
ΣТК – сумма тарифных коэффициентов;
Мсм – выпуск изделия в смену, ед.
Таблица 2.15 – Технико-экономические показатели
Наименование показателя |
Ед. изм. |
Расчетная формула |
Расчет |
1 |
2 |
3 |
4 |
Производительность труда |
шт. |
|
|
Средний тарифный разряд |
|
|
|
Продолжение таблицы 2.15
1 |
2 |
3 |
4 |
Средний тарифный коэффициент |
|
|
|
Коэффициент механизации |
|
|
|
Коэффициент использования оборудования |
|
|
|
Расценка сдельная |
руб. |
|
|
|
|
На основании приведенных данных по ТЭП (таблица 2.15) делают вывод о рациональности проектируемого технологического потока.
2.4.9 Расчет незавершенного производства
Незавершенное производство включает в себя полуфабрикаты на запуске, на каждом рабочем месте, между секциями, на выпуске и на комплектовке. Количество полуфабрикатов на запуске принимается равным сменному заданию (Мсм). На каждом рабочем месте количество полуфабрикатов зависит от формы организации потоков и определяется следующим образом:
в конвейерных потоках – по одной единице на каждом рабочем месте;
в агрегатно-групповых потоках – по одной пачке на каждой операции;
на выпуске – не менее одной пачки на каждом рабочем месте.
Между секциями запас равен одной пачке. Размер пачки в зависимости от ассортимента выпускаемой продукции различен:
для лёгкого платья – 25÷30 ед.;
для костюма – 15 ед.;
для пальто – 10 ед.
Расчет сводится в таблицу 2.16.
Таблица 2.16 – Расчет незавершенного производства
№ п/п |
Ассортимент |
Форма организационной операции |
Количество операций |
Количество полуфабрикатов на каждой операции |
Количество полуфабрикатов на потоке, ед. |
Количество полуфабрикатов на запуске |
Количество полуфабрикатов на выпуске |
Норма технологического задела полуфабрикатов, ед. |
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
2.4.10 Планировка швейного цеха
Планировка швейного цеха с размещением агрегатов, оборудования и рабочих мест, устройств для хранения предметов труда и необходимых транспортных средств представляет собой модель цеха.
Разработка модели швейного цеха включает два этапа:
размещение агрегатов в цехе;
размещение оборудования и рабочих мест в агрегатах.
Размещение агрегатов в швейном цехе (см. рис. 2.7) выполняют в соответствии с данными предварительного расчета (см. разд. 2.4.1, табл. 2.6), принимая во внимание технологическую схему потока, монтажный график, условия размещения потока на производственной площади (размещение лифтов, размеры помещений, сетку колонн и естественного освещения).
Площадь потока Sут.п., уточняют с учётом количества рабочих мест в потоке Кр. м., и площади, приходящейся на 1 рабочего Sн., м2:
![]() (2.41)
(2.41)
Количество рабочих мест в потоке Кр.м. определяют на основе суммы количества основного и запасного оборудования (таблица 2.14).
Площадь, приходящаяся на 1 рабочего Sн, определяется из справочника с учетом вида пошиваемого изделия и типа потока (Приложение М).
|
Рисунок 2.7 – Предварительное размещение потоков на плане цеха |

При размещении агрегатов в швейном цехе необходимо соблюдать следующие требования:
рациональное использование площади;
обеспечение запуска и выпуска в разных концах швейного . цеха;
соблюдение техники безопасности и охраны труда.
В каждом агрегате предусматривается стол запуска, который может иметь различные размеры в зависимости от мощности бригад, секций, количества деталей в обрабатываемых изделиях. Для бригад средней и большой мощности с ручной передачей длина стола запуска принимается равной 1500-2000 мм, для бригад малой мощности — 800-1000 мм.
При формировании планировочного решения швейного цеха необходимо соблюдать следующие требования:
недопустимо пересечение людских и грузопотоков;
расстояние от торцевых стен до агрегатов должно быть не менее 2,5÷3 м;
расстояние от боковых стен до рабочих мест должно быть не менее 1,2 м;
расстояние между агрегатами должно быть не менее 1,5÷2 м;
расстояние от колонн до рабочих мест должно быть не менее 0,4 м;
главный проход в цехе должен быть не менее 3,0÷3,5 м.
Размещение рабочих мест в агрегате должно обеспечивать:
рациональное использование площади цеха;
обеспечение максимума комфорта и безопасности работы исполнителя;
научную организацию труда на рабочем месте;
кратчайший путь движения предметов труда в процессе обработки изделия.
Исходными данными для размещения оборудования и рабочих мест являются: организационно-технологическая схема процесса, схема движения деталей по рабочим местам, тип процесса сводка оборудования и рабочих мест.
Перед выполнением планировки выбирают типы и размеры рабочих мест по операциям процесса. В основе выбора рабочих мест находится свободное размещение предметов труда. Тип рабочего места должен обеспечивать свободные и короткие движения рук исполнителей при выполнении работ.
Рабочая зона состоит из рабочего стола или оборудования и зоны для размещения исполнителя. В зависимости от вида выполняемых операций, вида изделия и оборудования применяют различные рабочие столы (Приложение Н).
Зона для размещения исполнителя может быть также различной и зависит от характера выполняемых работ. Минимальные размеры зоны составляют:
|
- 500 мм |
|
- 550 мм |
|
- 750 мм |
|
- 800 мм |
Суммарная ширина рабочего стола и зоны для размещения исполнителя образует шаг рабочей зоны. Он зависит от вида изделий и составляет, мм:
для изделий пальтово-костюмного ассортимента — 1200-1300;
платьево-блузочного ассортимента — 1150—1200.
Расположение рабочих мест по отношению к междустолью агрегата может быть поперечным, продольным и под углом (см. рис. 2.8, 2.9, 2.10).
|
|
|
|||
а |
б |
в |
|||
Рисунок 2.8 – Варианты расположения рабочих мест: а — поперечное; б — продольное; в — под углом |
|||||
|
|
|
|
||
а |
б |
в |
г |
||
Рисунок 2.9 – Варианты расположения рабочих мест под прямым углом друг к другу |
|||||
|
|||||
Рисунок 2.10 – Варианты расположения рабочих мест под углом 450 друг к другу: а – в один ряд; б – в два ряда |
|||||


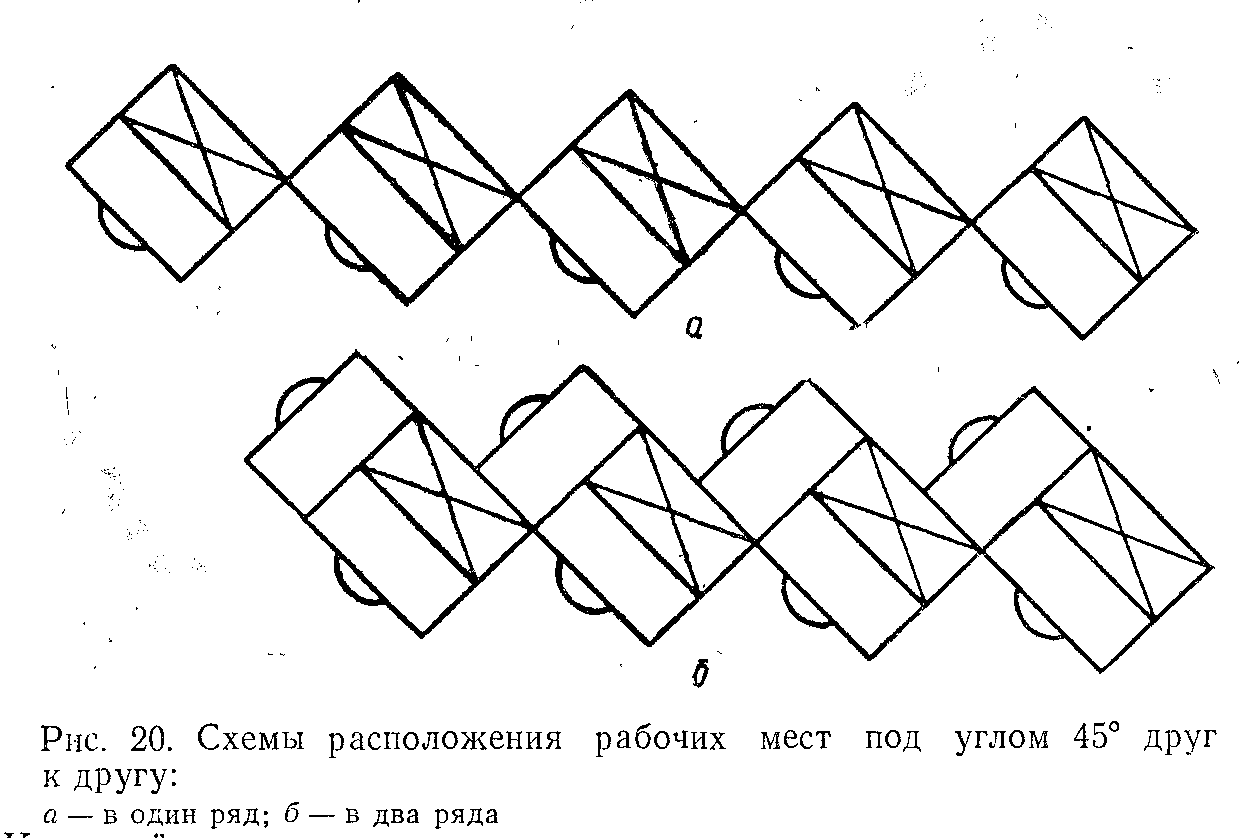
Наиболее распространенным является поперечное расположение рабочих мест. Оно обеспечивает наиболее короткий путь движения предметов труда и создает индивидуальную зону для каждого исполнителя. Рабочие места в агрегате располагают так, чтобы исполнитель брал и возвращал детали с междустолья левой рукой. Расположение рабочих мест под углом («елочка») также обеспечивает наиболее короткие движения рук исполнителя при выполнении приемов «взять и отложить деталь», увеличивает естественную освещенность рабочей зоны, увеличивает зону для размещения деталей на рабочем месте. Однако оно затрудняет возвратные и зигзагообразные движения предметов труда. Продольное расположение рабочих мест не имеет никаких преимуществ, поэтому редко встречается в практике.
Размещение оборудования и рабочих мест в агрегате может быть выполнено с постоянным и переменным шагом рабочей зоны.
При постоянном шаге меняется размер зоны размещения исполнителя (зависит от ширины рабочего стола). Но во всех случаях размер этой зоны не должен быть меньше допускаемого предела (см. ранее).
При переменном шаге сохраняется допустимая величина размера зоны размещения исполнителя. Поскольку при изготовлении изделий выполняются разные виды работ, иногда возникает необходимость использования в одном процессе разного шага рабочей зоны.
Размещение рабочих мест с постоянным шагом рабочей зоны является приоритетным, так как обеспечивает универсальность агрегата при изменении организационно-технологической схемы процесса.
Планировку швейного цеха выполняют в масштабе 1:100, нанося контуры агрегатов и рабочих мест. На междустолье агрегата указывают наименование изделия и число рабочих, а на рабочем месте — номер организационной операции и вид работ.
На плане цеха должны быть нанесены оборудование для хранения кроя, готовых изделий; устройства для транспортировки предметов труда; межэтажные транспортные средства и т. д. Указывают места запуска и выпуска, направление грузопотока, направление передачи полуфабриката по рабочим местам, длину и ширину агрегата, цеха, ширину проходов, сетку колонн, вид изделия, выпуск в смену.
Пример планировочного решения швейного цеха приведен на рисунке 2.11.
|
Рисунок 2.11 – Планировочное решение швейного цеха |

На оставшейся площади рассчитывают по укрупненным показателям и размещают потоки других (не основных) изделий.
2.4.11 Расчет дополнительных потоков
Выбор ассортимента изготовления изделий на не основном потоке учитывает специализацию швейного цеха. Трудоемкость изготовления изделий берется по среднеотраслевые нормативам затрат времени на данные изделия, либо по типовой технической документации, либо по данным передовых действующих предприятий.
Исходными данными для расчета служат затрата времени на изготовление изделия и площадь части цеха, оставшаяся после размещения проектируемого потока. По этим данным определяют расчетное количество рабочих, мощность, такт. Расчетное количество рабочих определяют по формуле 2.42:
![]() (2.42)
(2.42)
где Sдоп.п - площадь дополнительного потока, м2;
Sн – типовая норма площади, м2.
Результаты расчетов представляют в форме таблицы 2.17.
Таблица 2.17 – Данные процессов, рассчитанных по укрупненным показателям
Наименование изделия |
Сменный выпуск, шт. |
Количество рабочих, чел. |
Затрата времени на единицу изделия, с |
Площадь дополнительного потока, м2 |
Тип потока |
|
|
|
|
|
|
2.4.12 Контроль качества и сертификация продукции
В этом подразделе должны быть отражены мероприятия по обеспечению и поддержанию качества работы на всех этапах и стадиях производственного процесса на предприятии, в цехе, на потоке, которые позволят повысить качество изделий.
Необходимо предложить конкретные мероприятия, применение которых на проектируемом потоке позволит обеспечить увеличение доли выпуска первосортной продукции в общем объеме ее производства; отразить вопросы сертификации.
2.4.13 Охрана труда, техника безопасности
В пояснительной записке должны быть отражены основные законодательные и руководящие материалы по охране труда, кратко и конкретно раскрыты мероприятия по охране труда и технике безопасности, производственной санитарии, гигиены труда и противопожарной защите в швейном цехе. Необходимо предложить мероприятия по исключению травматизма и профзаболеваний.
2.5 Конструкторская часть
Цель этапа – выявление окончательных конструктивно - технологических решений базовой модели, обеспечивающих получение рационального экономического и социального эффекта от принятых проектных решений.
В ходе выполнения этого этапа необходимо решить следующие задачи:
обеспечить реализацию показателей, установленных техническим заданием и последующими стадиями разработки проекта;
добиться рационального экономического (оптимальных материальных и трудовых затрат) и социального эффекта от принятых проектных решений.
Для реализации этих задач необходимо использовать передовой опыт промышленных предприятий, последние достижения науки и техники, результаты патентного поиска. На стадии технического проекта для разработки первичных чертежей новой модели производится:
выбор и обоснование методики конструирования;
установление и обоснование исходных данных для построения чертежей основных деталей изделия;
расчет конструкции и построение чертежа базовой конструкции деталей по методике конструирования;
разработка модельных особенностей на чертеже базовой конструкции по эскизу модели, путем нанесения на БК модельных особенностей.
2.5.1 Система конструирования одежды и обоснование выбора
Целью подраздела является обоснование выбора наиболее совершенной системы конструирования одежды. Критериями выбора являются степень точности построения чертежа, научность и практичность расчётов.
Начинают работу с обоснования выбора методики построения чертежей деталей одежды, обеспечивающей рациональное решение поставленных выше задач. Обычно для их реализации используют ЕМКО СЭВ, Единый метод конструирования одежды, изготовляемой по индивидуальным заказам населения (ЕМКО ЦОТШЛ), Методику конструирования одежды ЦНИИШП, методику РосЗИТЛП или МГУДТ, ЦНИИШП, систему кроя «М. Мюллер и сын» и др.
Возможно использование систем автоматизированного расчета и проектирования конструкций, например, САПР «Ассоль» и др.
Кроме того, на персональных компьютерах можно выполнить расчеты в программе Excel или использовать стандартную программу Auto Cad для вычерчивания контуров лекал и корректирования их в зависимости от телосложения заказчика.
Анализ и обоснование выбранного метода конструирования можно выполнить по следующей схеме:
Соответствие данного метода цели проектирования (для массового производства или по индивидуальным заказам).
Анализ исходных данных (количество размерных признаков, прибавки, расчётные таблицы).
Особенность построения базисной сетки и оформления контурных срезов чертежа.
Точность расчетных формул конструкции.
Универсальность метода конструирования и возможность стандартизации.
Преимущества и недостатки выбранного метода конструирования.
При анализе самой конструкции изделия необходимо охарактеризовать конструктивные решения, позволяющие получить из плоского материала изделия пространственной формы и объяснить, как при этом учитывались свойства материалов.
2.5.2 Исходные данные для проектирования основного чертежа конструкции изделия
Исходными данными для проектирования основного чертежа конструкции изделия являются размерная характеристика фигуры человека и величины прибавок на свободное облегание изделия в целом и по участкам, а так же данные по направлению моды (выбор конструктивных линий (швов, вытачек, рельефов), характер их оформления и мест расположения, обеспечивающих проектируемую форму модели).
2.5.2.1 Размерная характеристика фигуры человека
При проектировании изделия на типовую фигуру величины размерных признаков, необходимые для построения основного чертежа конструкции одежды, сводятся в таблицу 2.18, данные берут по ОСТ 17-326-81 (ОСТ 17-325-86).
Таблица 2.18 – Величины размерных признаков
Номер размерного признака по ОСТ |
Условное обозначение |
Абсолютная величина размерного признака |
Номер размерного признака по ОСТ |
Условное обозначение |
Абсолютная величина размерного признака |
1 |
2 |
3 |
4 |
5 |
6 |
1 |
Р |
|
61 |
ДтпII |
|
13 |
Сш |
|
35 |
ВгII |
|
14 |
СгI |
|
46 |
Цг |
|
15 |
СгII |
|
- |
ВпрзII |
|
16 |
СгIII |
|
41 |
ВпкII |
|
18 |
Ст |
|
47 |
Шс |
|
19 |
Сб |
|
31 |
Шп |
|
45 |
Шг |
|
28 |
Оп |
|
45 |
ШгII |
|
68 |
Др |
|
43 |
ДтсII |
|
- |
Ди |
|
2.5.2.2 Обоснование прибавок на свободное облегание
Целью подраздела является выбор прибавок на свободное облегание в соответствии с модным направлением согласно эскизу модели.
Конструктивные прибавки (прибавки на свободное облегание) выбирают, анализируя размеры готовых изделий современных конструкций или ориентируясь на имеющиеся рекомендации в зависимости от вида одежды, её покроя, силуэта модели. Конструктивные прибавки окончательно уточняются в процессе изготовления образца модели.
Величины выбранных прибавок представляют в форме таблицы 2.19.
Таблица 2.19 – Величины прибавок на свободное облегание
Наименование прибавки |
Условное обозначение |
Величина прибавки, см |
|
рекомендуемой |
принятой |
||
1 |
2 |
3 |
4 |
Прибавка к полуобхвату груди |
Пг |
|
|
Прибавка к полуобхвату талии |
Пт |
|
|
Прибавка к полуобхвату бедер |
Пб |
|
|
Прибавка по ширине спинки |
Пшс |
|
|
Прибавка по ширине переда |
Пшг |
|
|
Прибавка на свободу проймы по глубине |
Пспр |
|
|
Прибавка к длине спинки до линии талии |
Пдтс |
|
|
Прибавка к ширине горловины |
Пшг |
|
|
Прибавка к высоте горловины спинки |
Пвгс |
|
|
Прибавка к глубине горловины переда |
Пггп |
|
|
Прибавка к обхвату плеча |
Поп |
|
|
2.5.3 Построение чертежа базовой конструкции (БК)
Построение чертежа базовой конструкции (БК) спинки и полочки с учётом использования любой методики конструирования включает построение базовой сетки чертежа, а затем контурных линий деталей.
В пояснительной записке привести все необходимые расчёты построения типовой схемы чертежа базовой модели, расчёт и чертёж БК (МК) изделия, выполненный в масштабе 1:4.
Расчёты для построения чертежа БК выполняют в форме таблицы 2.20.
В качестве примера в таблице 2.20 показано заполнение колонок 1, 2 при использовании ЕМКО ЦОТШЛ.
Таблица 2.20 – Расчёт конструкции изделия
Наименование участка конструкции (отрезка) |
Цифровые и (или) буквенные обозначения |
Расчётная формула |
Расчёт |
Величина участка (отрезка) в чертеже, см |
1 |
2 |
3 |
4 |
5 |
Предварительный расчёт базисной сетки чертежа конструкции |
||||
А0а1 |
Сг3 +Пг +0,3…1,5+0,…2,0 |
|
|
|
А0а |
Шс+Пш |
|
|
|
а1а2 |
Шг+(Сг2 –Сг1)+Пшп |
|
|
|
аа2 |
А0а1- А0а- а1а2 |
|
|
|
А0у |
0,4Дтс2 Пдтс |
|
|
|
Продолжение таблицы 2.20
1 |
2 |
3 |
4 |
5 |
А0Г |
Впрз2 +Пспр +0,5Пдтс |
|
|
|
А0Т |
Дтс2 +Пдтс |
|
|
|
ТБ |
0,5Дтс2 –2,0 |
|
|
|
Расчёт конструкции спинки |
||||
ТТ1 |
1,0…2,5 |
|
|
|
А0А2 |
Сш /3 +Пшг |
|
|
|
А2А1 |
А0А2 /3 +Пвгс |
|
|
|
А2П1 |
Шп +раствор вытачки+Ппос |
|
|
|
Т1П1 |
Впк2 +Пдтс +прибавка на плечевую прокладку |
|
|
|
Расчёт конструкции полочки |
||||
т3т8 |
0…1,5 |
|
|
|
т8а3 |
Дтп2 +Пдтс +У |
|
|
|
а31а4 |
Сш /3+Пшг |
|
|
|
г3г6 |
Цг +0,5пшп |
|
|
|
а4г7 |
Вг2 |
|
|
|
а4а9 |
2(сг2 –сг1)+2,0 |
|
|
|
Расчёт конструкции рукава |
||||
Высота оката |
002 |
001-002, 002=2,0-2,5 |
|
|
Построение передней части рукава |
||||
|
П62П63 |
1,0÷3,0 |
1,0 |
|
|
П63Р1 |
П62Г2+0,5 |
|
|
|
Г14÷21 |
Г4÷2,0+0,5 |
|
|
|
0111 О11 |
1,0 ÷3,0 |
1,0 |
|
Построение задней части рукава |
||||
|
П31П32=П62П63 |
0,5÷1,5 |
1,0 |
|
|
П32Р |
П31Р2 + +0,5÷1,0 |
1,5 |
|
|
0112 О12 |
0111 О11 + +0,5÷1,0 |
|
|
В дипломном проекте целесообразно выполнять расчёт базовой конструкции на ЭВМ. Если чертёж базовой модельно-конструктивной основы строится в САПР СТАПРИМ, то в этом случае таблица расчётов опускается. А в тексте пояснительной записки указывается что, «расчет конструкции выполнялся в автоматизированном режиме САПР СТАПРИМ, это не является целью работы, а потому опущено».
Построение чертежей деталей одежды в дипломном проекте выполняется в соответствии с общими требованиями ЕСКД. Чертежи деталей одежды строят на листах чертежной бумаги формата А4 и А3 в масштабе 1:4. При оформлении чертежей используют рекомендации [12] и приложение К для обозначения различных вариантов конструктивных линий.
Особое место занимает расчёт посадки оката рукава. Фактическую посадку оката рукава Ппос распределяют по участкам в процентном отношении или с учётом средней фактической нормы Нср и коэффициента посадки на конкретном участке.
Для этого окат рукава и пройма делятся на 6 участков (рисунок 2.12) и определяется их процентное соотношение.
Рисунок 2.12 –
Распределение посадки
Расчет посадки по окату рукава относительно проймы проектируемого изделия сводится в таблицу 2.21.
Таблица 2.21 – Распределение посадки по окату рукава относительно проймы
Участок проймы |
Величина посадки |
Норма посадки Н, см/см |
||
номер |
длина, % |
см |
% |
|
1 |
7 |
|
5,5 |
|
2 |
14 |
|
8,5 |
|
3 |
20 |
|
30,0 |
|
4 |
23 |
|
31,0 |
|
5 |
20 |
|
17,0 |
|
6 |
16 |
|
8,0 |
|
Итого: |
100 |
|
100 |
Нср= |
2.5.4 Разработка модельных особенностей, построение МК
Целью подраздела является построение модельной конструкции (МК) в соответствии с эскизом модели (см. рис. 2.13) на базовой конструктивной основе.
Модельные особенности проектируют на чертеже БК с использованием способов конструктивного моделирования, таких как: перенос вытачек на полочке и спинке, параллельное и коническое расширение для создания фал, сборок и складок. А также с помощью переноса фасонных особенностей: построение кокеток, рельефов, изменение степени прилегания и силуэтной формы в области талии, изменение формы и глубины горловины, воротника, карманов и других мелких деталей.
Перенос фасонных особенностей с рисунка на чертеж в натуральную величину не дает точных сведений об истинных размерах будущего изделия и зависит от квалификации конструктора. При работе с рисунком модели необходимо, прежде всего, определить его масштаб (или коэффициент) подобия. Рекомендуется определять продольный и поперечный масштаб. Это связано с особенностями графической подачи моделей, некоторой вытянутостью на рисунках. Для установления продольного масштаба за модуль принимают размер головы, поперечный масштаб удобно определять через ширину плеча (Шп).
При этом следует иметь в виду, что пропорциональность в размерах эскиза и чертежа существуют только во фронтальной плоскости, все остальные участки (боковые части) имеют перспективные искажения.
Перенос фасонных особенностей рекомендуется выполнять в следующей последовательности:
На технический рисунок модели1 (рис. 2.14) с видом спереди, сзади и сбоку наносятся линии основных конструктивных уровней: середины переда и спинки, линии плеч, груди, талии, бедер, колена, низа.
1 Примечание: Если технический рисунок выполняется в САПР АССОЛЬ, то эти линии на абрис фигуры нанесены автоматически.
Проводятся линии, определяющие расстояния от середины до рельефа, кокетки, карманов и других деталей модели.
Для установления масштаба измеряется расстояние между двумя точками рисунка во фронтальной плоскости и определяется это же расстояние на чертеже в натуральную величину.
Масштаб рисунка вычисляется по формуле 2.43:
М=![]() , (2.43)
, (2.43)
где: М – масштаб (или коэффициент) подобия, горизонтальный или вертикальный;
Рнат – размер детали в натуральную величину (на чертеже или лекалах), см;
Ррис – размер детали на рисунке модели, см.
Натуральные размеры детали на чертеже устанавливаются по формуле 2.44:
Рнат=М Ррис, (2.44)
Наклон карманов и других деталей и линий определяется с помощью вычислений положения конечных точек по вертикали и горизонтали (рис. 2.12).
Данные расчётов сводятся в таблицу 2.22.

Рисунок 2.14 –
Технический рисунок модели. Комплект
женский. Жакет и брюки
Таблица 2.22 – Расчёт участков переноса модельных особенностей изделия
Наименование участка переноса модельных особенностей на рисунке |
Условное обозначение участка |
Размер участка на рисунке, см; Ррис. |
Масштаб (или коэффициент) подобия М |
Размер участка на чертеже, см; Рнат. |
Расстояние от середины переда до верхней точки кармана |
А |
0,5 |
15,0 |
7,5 |
и т.д. |
|
|
|
|
При проектировании новых моделей в процессе конструктивного моделирования могут возникнуть значительные погрешности. Поэтому необходимо тщательно проверять детали новой конструкции на соответствие длины монтируемых срезов: боковых, среднего шва спинки, переднего и локтевого швов рукава, монтажных надсечек и т. д. Обязательно нужно проверить сопряжённость срезов горловины, проймы, оката рукава, низа.
Характеристика поэтапного моделирования в масштабе 1:6 с указанием величин модельных особенностей, расширения (заужения) и т.д. представляется на рисунке (рис. 2.15 – 2.17). Количество этапов моделирования зависит от модельных особенностей каждой конкретной модели.
|
Нанести линию горловины и линию низа изделия согласно техническому эскизу
|
Рисунок 2.15 – Нанесение модельных особенностей на полочке |
|

|
Нагрудную вытачку закрыть и перенести в талиевую |
Рисунок 2.16 – Размоделирование нагрудной вытачки |
|

|
Вытачка на выпуклость лопаток закрывается и переносится в горловину спинки |
Рисунок 2.17 – Размоделирование вытачки на выпуклость лопаток |
|

2.6 Экономическая часть
Данные, необходимые для расчета технико-экономических показателей проектируемого изделия, цеха (потока) или его реорганизации следует брать на конкретном предприятии, где учащийся проходил преддипломную практику.
2.6.1 Исходные данные для расчёта
Таблица 2.23 – Исходные данные
№ п\п |
Показатели |
Ед. изм. |
Обозначение |
Значение |
1 |
2 |
3 |
4 |
5 |
1 |
Количество календарных дней |
дн. |
Дк |
365 |
Продолжение таблицы 2.23
1 |
2 |
3 |
4 |
5 |
2 |
Количество праздничных дней |
дн. |
Дпр |
|
3 |
Количество выходных дней |
дн. |
Двых |
|
4 |
Количество дней очередного отпуска |
дн. |
Дотп |
|
5 |
Продолжительность смены |
ч. |
Rсм |
8 |
6 |
Количество смен |
|
S |
|
7 |
Трудоемкость проектируемого изделия |
ч. |
Т |
|
8 |
Численность рабочих в потоке |
чел. |
N |
|
9 |
Сдельная расценка за пошив изделия |
руб. |
Рсд |
|
10 |
Норма обслуживания контролера |
шт. |
Ноб.к |
|
11 |
Норма обслуживания механика |
усл.ед. |
Ноб.м |
|
12 |
Норма обслуживания электрика |
усл.ед. |
Ноб.эл. |
|
13 |
Норма обслуживания уборщицы |
м2 |
Ноб.уб. |
|
14 |
Площадь предприятия, в том числе: |
м2 |
S |
|
- швейный цех |
S1 |
|
||
- служебные и бытовые помещения |
S2 |
|
||
15 |
Количество часов сокращения рабочей смены в предпраздничные дни |
ч. |
Rс |
|
16 |
Ставка НДС |
% |
Стндс |
18,0 |
17 |
Транспортно-заготовительные расходы |
% |
ТЗР |
|
18 |
Реализация отходов |
% |
РО |
|
19 |
Доплаты и премии основным рабочим |
% |
Пр |
|
20 |
Дополнительная заработная плата |
% |
Дзп |
14,5 |
21 |
Единый социальный налог (ЕСН) |
% |
ЕСН |
26,0 |
22 |
Расходы коммерческие |
% |
Рк |
|
23 |
Тариф за 1кВт∙ч электроэнергии |
руб. |
Цэл |
|
24 |
Ставка арендной платы за месяц |
руб. |
Цар |
|
25 |
Тариф за 1Гкал тепловой энергии |
руб. |
Цт |
|
26 |
Тариф за 1м³ воды |
руб. |
Цв |
|
27 |
Коэффициент использования оборудования |
|
Кио |
|
28 |
Ставка налога на прибыль |
% |
Стпр |
24,0 |
29 |
Отчисления в фонд потребления |
% |
Фп |
|
30 |
Отчисления в фонд накопления |
% |
Фн |
|
31 |
Отчисления в резервный фонд |
% |
Фр |
|
2.6.2 Расчет объема производства и реализации продукции
В данном подразделе рассчитываются показатели выпуска продукции в натуральном и стоимостном выражении. Для расчёта показателей плана производства продукции определяется планируемое время работы предприятия в год в рабочих днях по формуле 2.45:
Др = Дк – Дпр – Двых – Дотп,. (2.45)
где Др – количество рабочих дней в году;
Дк – количество календарных дней в году;
Дпр – количество праздничных дней;
Двых – количество выходных дней;
Дотп – количество дней отпуска.
Выпуск изделий по видам в смену определяется по формуле 2.46:
Всм i = (N∙Rсм)/Тi, шт. (2.46)
где N – количество основных рабочих в потоке, чел.;
Тi – средняя трудоёмкость i -го изделия, ч.;
Rсм – продолжительность смены, ч.
Выпуск изделий в год определяется по формуле 2.47:
Вг = ∑(Всм i ∙ s ∙ Дрi), шт. (2.47)
где s – количество смен;
Др i – количество рабочих дней в году, которые планируются для изготовления i -го изделия.
Трудоёмкость годового выпуска определяется по формуле 2.48:
Тг = ∑(Вгi ∙ Тi), ч. (2.48)
Данные расчетов заносятся в таблицу 2.24.
Таблица 2.24 - План производства продукции
Наименование ассортимента |
Трудоёмкость единицы изделия, ч. |
Выпуск изделий в смену, шт. |
Выпуск продукции в год, шт. |
Трудоёмкость годового выпуска, ч. (гр.2 × гр.4) |
1 |
2 |
3 |
4 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Итого: |
– |
– |
|
|
Таблица 2.25 – Выпуск товарной продукции
Наименование ассортимента |
Выпуск продукции в год, шт. |
Цена оптовая, руб. |
Товарная продукция, руб. (гр.2 × гр.3) |
1 |
2 |
3 |
4 |
|
|
|
|
|
|
|
|
|
|
|
|
Итого: |
|
– |
|
В проекте объем производства продукции условно принимается за объем реализуемой продукции.
Примечание. Стоимость товарной продукции рассчитывается после определения цены изделия в подразделе 2.6.5.
2.6.3 Расчет показателей по труду и заработной плате
В данном подразделе рассчитываются следующие показатели:
численность всех категорий работников;
фонд заработной платы;
показатели производительности труда;
среднемесячная заработная плата.
Расчёт численности рабочих должен быть приведён на основе нормативов по труду по всем категориям работников.
− Численность основных производственных рабочих (швей) берётся из технологического расчёта потока – N;
− Численность закройщиц определяется по формуле 2.49:
Nз = (Всм ∙ Тр)/ Rсм, чел. (2.49)
где Тр – затраты времени на раскрой основного изделия, ч.
(Затраты времени на раскрой одного изделия – 10-15% от затрат времени на пошив основного изделия).
– Численность рабочих для приемки и контроля качества ткани определяется по формуле 2.50:
Nк = (Всм ∙ Тк)/ Rсм, чел. (2.50)
где Тк – затраты времени на приемку и проверку качества ткани, ч.
(Затраты времени на приемку и проверку качества ткани – 5% от затрат времени на пошив основного изделия).
– Численность вспомогательных рабочих определяется исходя из объёма работ по каждой профессии и норм обслуживания. Для определения численности ремонтного персонала рассчитывается годовая трудоемкость ремонтных работ. Трудоемкость ремонтных работ по видам оборудования определяется по данным таблицы в приложении С.
Таблица 2.26 – Объём работ по обслуживанию технологического оборудования
Перечень оборудования, класс, тип |
Количество в цехе, шт. |
Периодичность ремонта |
Категория сложности ремонта, усл.ед. |
Объём работ, усл.ед. |
||
механ. часть |
электр. часть |
механ. (гр2∙гр3∙гр4) |
электр. (гр2∙гр3∙гр5) |
|||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Итого: |
|
– |
– |
– |
|
|
Численность вспомогательных рабочих определяется по формуле 2.51:
Nвсп = (Vi/Ноб.i) ∙ s, чел. (2.51)
где Vi – объём работ для i – го рабочего, усл.ед.;
Hоб.i - норма обслуживания, нормированное задание i - го рабочего, усл.ед.
Таблица 2.27 - Численность вспомогательных рабочих
Профессия |
Разряд |
Ед. изм. |
Объём работ |
Норма обслуживания, нормированное задание |
Количество рабочих, чел. |
|
в смену |
в день |
|||||
Механик |
|
усл.ед. |
|
|
|
|
Электрик |
|
усл.ед. |
|
|
|
|
Контролёр ткани |
– |
|
|
|
|
|
Контролёр готовой продукции |
|
шт. |
|
|
|
|
Уборщица |
– |
м2 |
|
|
|
|
Водитель |
– |
|
|
|
|
|
Итого: |
– |
– |
– |
– |
|
|
Примечание. Если по проекту планируется работа в одну смену, то таблицу 2.27 можно упростить, объединив две последние графы.
− Численность управленческого персонала (руководителей, специалистов, служащих) определяется исходя из структуры управления предприятием в форме таблицы 2.28.
Таблица 2.28 – Численность управленческого персонала
Перечень должностей |
Количество |
Директор |
|
Зам. директора |
|
Начальник цеха |
|
Мастер |
|
Технолог |
|
Бухгалтер |
|
Итого: |
|
Примечание. В таблицах 2.27 и 2.28 приведен примерный перечень наименований должностей и профессий.
− Общая численность всего персонала определяется по формуле 2.52:
Nобщ = N+Nз+Nвсп+NУП , чел. (2.52)
− Фонд заработной платы швей определяется по формуле 53:
ФЗПшв = ∑(Рсдi ∙Вгi), руб. (2.53)