

Вопрос 20 - 6
Какой вид напряженно-деформированного состояния имеет место при вытяжке с прижимом в указанной на рис. 5 зоне детали.
1) Двухосное сжатие (рис. 5а
2) Одноосное сжатие с растяжением (рис. 56);
3) Двухосное сжатие с растяжением (рис. 5в
4) Двухосное растяжение со сжатием (рис. 5г
Вопрос 20 – 9
Производят ли вспомогательные режущие кромки лезвийных инструментов (резцов, фрез, верл и т.д.) работу резания?
1) Не производят
2) Производят только при обратном ходе (подаче) инструмента
3) Производят только при выходе инструмента из детали (обработка на проход)
4) Производят
Вопрос 20 – 10
Укажите совокупность действий, соответствующих производственной категории «технологическая операция»
1) Обработка нескольких поверхностей детали при неизменном положении револьверной головки токарно-револьверного станка
2) Транспортировка партии деталей с токарного на фрезерный участок
3) Установка детали в кондуктор для последующего сверления группы отверстий
4) Электрополирование детали
Вопрос 20 - 11
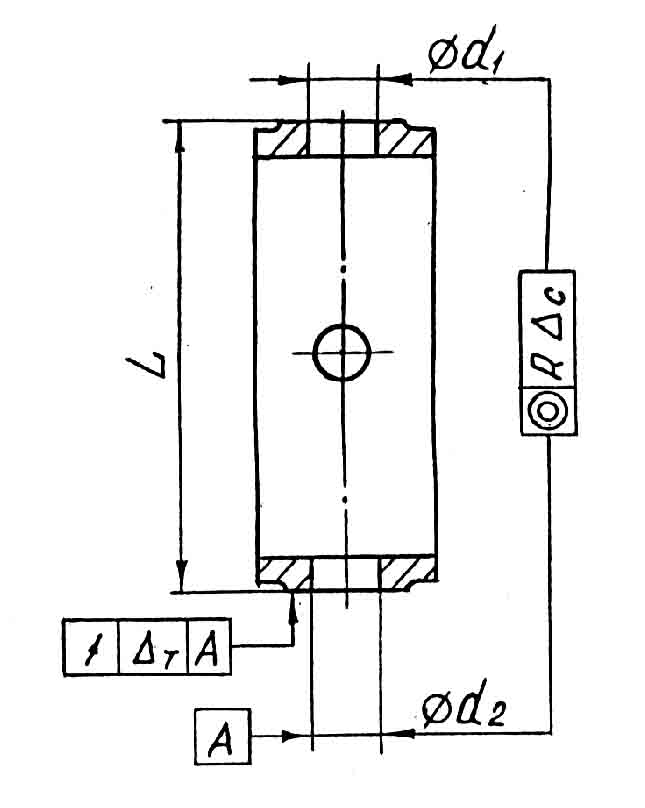
При контроле соосности отверстий Æd1 и Æd2 корпусных деталей приборов (см. рисунок) используют расчетное значение допустимого биения t поверхности, - так называемый комплексный допуск. Комплексный допуск определяют суммированием раздельно заданных в чертеже детали допуска соосности (с) отверстий в радиальном выражении и допуска биения (т) прилегающих к ним торцев на заданном диаметре ÆD. По какой формуле производится суммирование?
1)
![]()
2)
![]()
3)
![]() ,
где
,
где

![]()
4) , где K = const
Вопрос 20 -13
Какой метод обработки обеспечивает более качественную поверхность
1) Хонингование
2) Шлифование
3) Алмазное выглаживание
Вопрос 20 -14
Какой инструментальный материал применяется для многогранных неперетачиваемых пластин
1) Твердый сплав
2) Быстрорежущие стали
3) Углеродистые инструментальные стали
4) Минеральная керамика
Билет 21
Вопрос 21 – 1
Что вы понимаете под термином «базирование»
1) Выбор координатной системы заготовки технологического назначения
2) Разработку схемы ориентирования заготовки в пространстве
3) Изображение установочных элементов приспособления на эскизе детали
4) Разработку схемы закрепления заготовки при обработке
Вопрос 21 – 2
При разработке финишной операции технологического процесса механической обработки плоскости производят расчёт минимально необходимого припуска, определяя его как сумму погрешностей, возникающих на операциях, предшествующих рассматриваемой, и погрешности установки детали на разрабатываемой операции. Какой из перечисленных ниже факторов не должен учитываться в расчёте
1) Погрешность закрепления детали
2) Шероховатость поверхности исходной заготовки
3) Отклонение от плоскостности, возникающее из-за термической обработки, выполняемой непосредственно перед рассматриваемой операцией финишной обработки
4) Глубина нарушения предшествующей механической обработкой слоя
Вопрос 21 - 6
Коэффициент вытяжки при осуществлении операции листовой штамповки по приведенному эскизу составляет
1)
2)
3)
4)
Вопрос 21 – 8
Петля качества образована:
Затратами на автоматизацию и механизацию;
1) Затратами на подготовку производства;
2) Денежными средствами, полученными от продаж;
3) Технологической себестоимостью;
4) Текущими затратами.
Вопрос 21 – 9
Какой прием следует применить при обработке заготовки лезвийным инструментом, чтобы уменьшить шероховатость поверхности?
1) Увеличить глубину резания
2) Увеличить главный угол инструмента в плане
3) Увеличить вспомогательный угол в плане
4) Уменьшить подачу
Вопрос 21 – 10
Какой тип производства характеризуется ограниченной номенклатурой изделий, изготовленных периодически повторяющимися партиями, и сравнительно большим объемом выпуска?
1) Единичное
2) мелкосерийное
3) Серийное
4) Массовое
Вопрос 21 -13
Геометрия резца влияет на получаемую шероховатость обработанной поверхности, какой из углов оказывает большее влияние
1) Передний γ
2) Задний α
3) Главный угол в плане φ
4) Вспомогательный угол в плане φ1
5) Угол заострения β
Вопрос 21 -14
Протягивание используется в
1) Единичном производстве
2) Мелкосерийном производстве
3) Крупносерийном производстве