

Билет 19
Вопрос 19 – 1
Коэффициент вытяжки при осуществлении операции листовой штамповки по приведенному эскизу составляет
1)

2)

3)

4)

Вопрос 19 – 2
Какое из требований, представленных на чертеже детали, является трудновыполнимым и предопределяет содержание технологического процесса? Материал детали – сплав 36НХТЮ.
1) Точность диаметрального размера 5h 9
2) Предельное значение шероховатости поверхности Ra 0.80
3) Допуск симметричности ТО – 1мм
4) Допуск плоскостности 0.005мм
5) Указание на проведение термической обработки, изложенное в виде технического требования
Вопрос 19 – 3
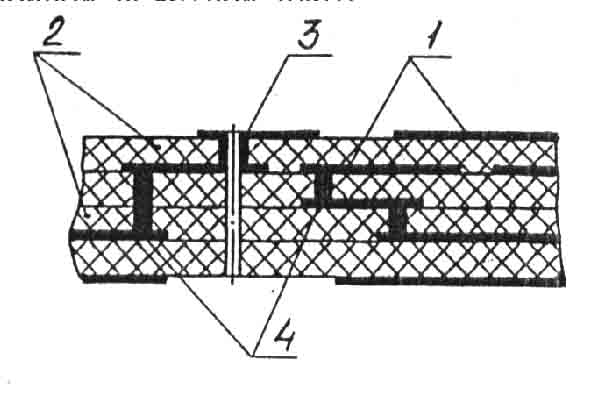
Каким из перечисленных ниже способов выполнены межслойные соединения в многослойной печатной плате (МПП), разрез которой представлен на рисунке. Обозначения: 1-печатные проводники; 2-диэлектрические слои; 3-межслойные соединения; 4-монтажные отверстия.
1) Способом попарного прессования
2) Способом послойного наращивания
3) Способом открытых контактных площадок
4) Способом металлизации сквозных отверстий
Вопрос 19 – 6
В конструкции штампованных деталей, получаемых гибкой листового материала, следует предусматривать радиуса закруглений, так как это предотвращает
1) Образование трещин на внутренней поверхности угла детали
2) Образование трещин на внешней поверхности угла детали..
3) Пружинение детали
4) Образование складок и заминов
Вопрос 19 – 8
Причинами возникновения систематических погрешностей являются:
1) Размерный износ резца;
2) Погрешности настройки;
3) Погрешности базирования;
4) Погрешности, связанные с колебаниями жесткости системы СПИД;
температурные погрешности.
Вопрос 19 – 9
Какой из перечисленных способов обработки отверстия не предназначен для формирования координатных размеров, задающих положение оси отверстия?
1) Сверление отверстий в сплошном материале
2) Растачивание отверстий на агрегатном станке
3) Развертывание отверстий
4) Шлифование отверстий на шлифовальном станке
Вопрос 19 – 10
Рабочий производит шлифование партии призматических магнитов в размер. Какой показатель характеризует точность технологического процесса обработки детали?
1) Допуск размера, указанный в чертеже детали
2) Поле рассеивания выполняемого размера в партии деталей
3) Погрешность отсчетного устройства для измерения рзмера детали
4) Погрешность приспособления для измерения размера детали
Вопрос 19 – 11
Обработке осей и валиков на токарных автоматах продольного точения предшествует калибровка прутка. С какой целью она производится?
1) С целью обеспечении благоприятной для обработки резанием структуры материала
2) Для повышения точности обработки материала
3) Для повышения производительности автомата
Вопрос 19 -13
Может ли смазывающая – охлаждающая технологическая среда применяться в виде твердого фазового состояния
1) Да
2) Нет
Вопрос 19 -14
Какой инструмент обеспечивает большую производительность при нарезании резьбы
1) Резьбовые резцы
2) Плашки
3) Резьбонарезные гребенки
Билет 20
Вопрос 20 – 1
В каком случае метод порошковой металлургии не может быть использован
для получения деталей .
1) При значительном расхождении температур плавления компонентов порошковой смеси;
2) В случае использования исходных порошков с различной зернистостью
3) Если в конструкции детали имеются резьбовые поверхности
4) Если исходная шихта представляет собой смесь металлических и неметаллических порошков