

Методика расчета показателя Ктб – наличие удобных базовых поверхностей
Этот показатель оценивает удобство базирования заготовки при ее механической обработке. Так как оценить удобство базирования количественно очень трудно, этот коэффициент рассчитывается условно: за использование в качестве технологической или измерительной базы основной поверхности детали записывается 1,0балла. За использование каждой вспомогательной поверхности учитывается 0,85 балла и за создание искусственной базовой поверхности - записывается 0,75 балла.
Все эти значения суммируются и делятся на число поверхностей, используемых в качестве баз.
В рассматриваемом примере в качестве баз используются основные поверхности: 1, 3, 4 и вспомогательные поверхности 5, 6и 7. Согласно принятой методике: Ктб=(11+1+1+0,85+0,85+0,85)/6=0,92
Методика расчета показателя Ктс – использование стандартного инструмента
0брабатываемая заготовка должна иметь форму, размеры и расположение обрабатываемых поверхностей, позволяющие использовать режущие инструменты стандартных размеров.
Прежде всего, следует проанализировать поверхности, которые рационально обрабатывать мерным режущим инструментом. Размер поверхности должен позволять использовать стандартный или нормализованный инструмент, в этом случае поверхность считается технологичной.
Например, отверстие Ф 25Н8 может считаться по признаку размера технологичной поверхностью, а отверстие Ф 23Н8 – нетехнологичной, так как получить заданную точность обработки можно развертыванием, а стандартная развертка по ГОСТ 1672-80 имеет размер Ф 25 и не имеет Ф 23.
Нетехнологичным является поверхность резьбы М6 на рис.2, т.к. отверстие расположено так близко от плоской поверхности колеса, что просверлить отверстие под резьбу даже удлиненным сверлом(по ГОСТ 1672-80 длина сверла 139 мм) и нарезать резьбу стандартным метчиком – невозможно.
При расчете показателя Ктс принимается следующая методика.
Каждый случай невозможности использования для обработки одной или нескольких однотипных поверхностей инструмента стандартной конструкции оценивается в-0,2 балла.
Все баллы, полученные по количеству используемого инструмента, складываются и вычитаются из 1,0.
В приведенном выше примере:
Ктс=1- 0,2=0,8 при анализе поверхности Ф 23 и
Ктс=1 – 0,2х2 = 0,6 при анализе поверхности М6.
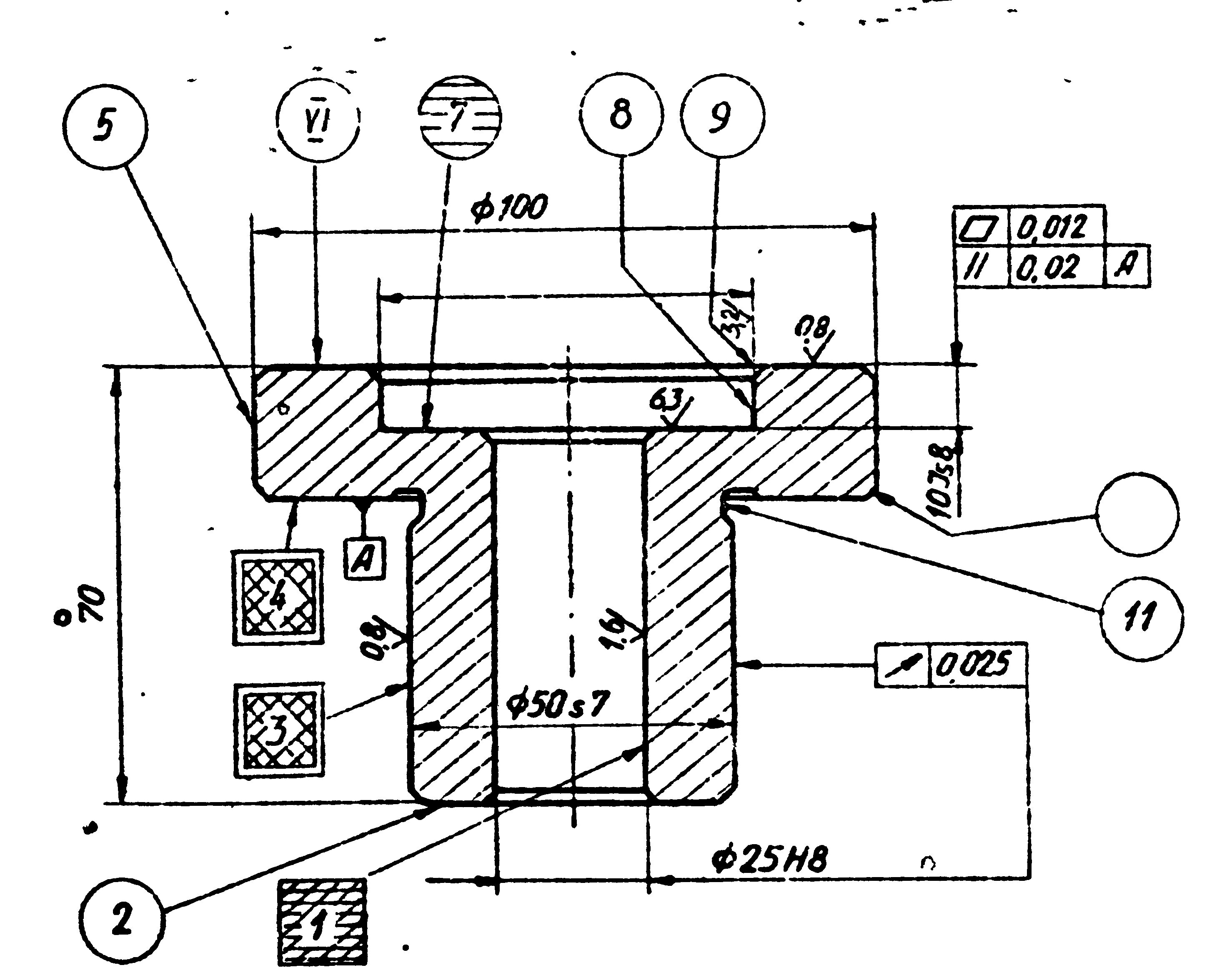
Рисунок 1 – Эскиз детали
(Для детали на рис.2. показатель Ктс = 1,0).
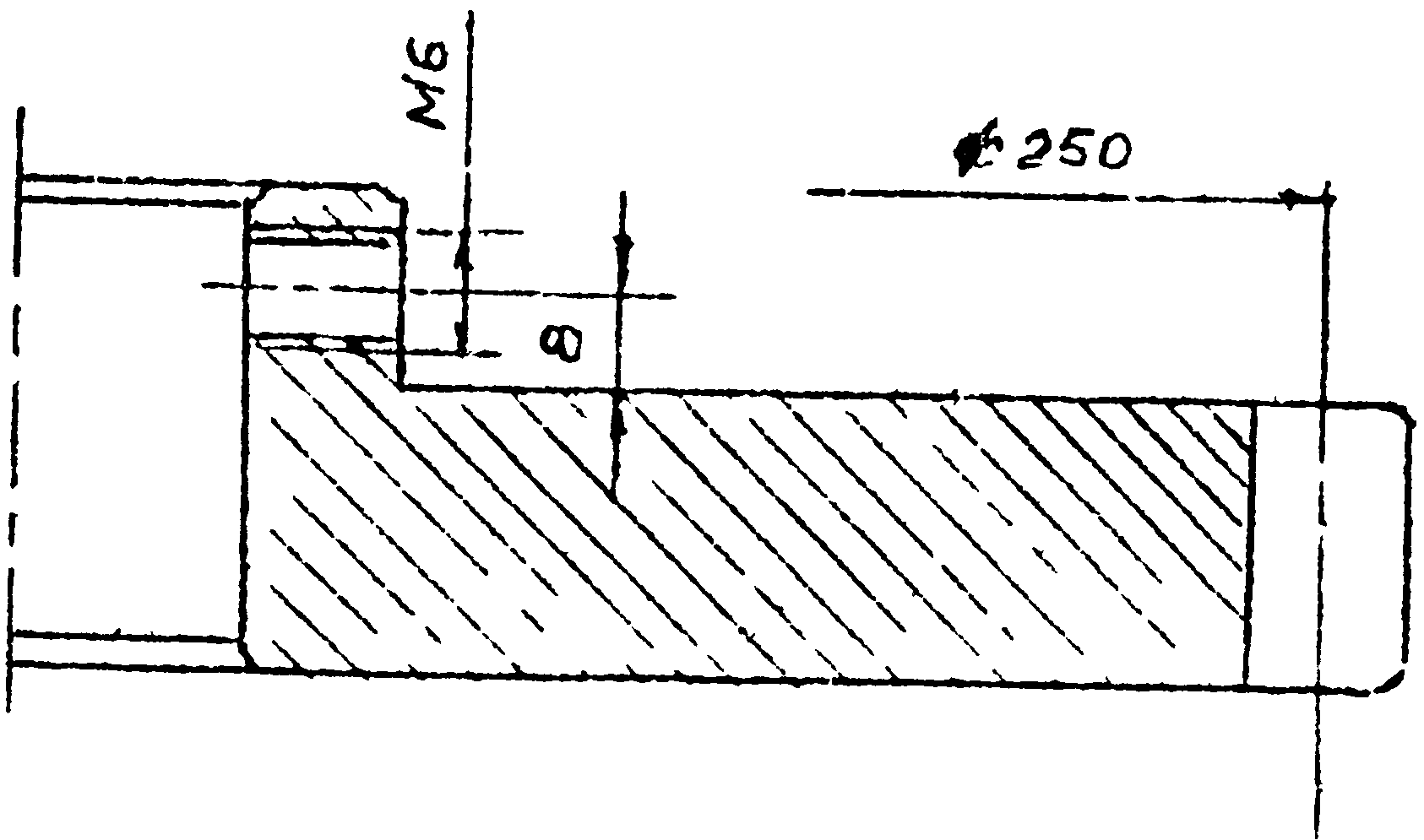
Рисунок 2 – Эскиз детали
Методика расчета показателя Ктш – коэффициент шероховатости
Указанная на чертеже точность выполнения размера может быть проверена только при условии определенной максимальной шероховатости поверхностей, от которых производится измерение, поэтому квалитет точности и шероховатость на чертеже детали должны быть согласованны. Величины шероховатости, обеспечивающие измерение размера с требуемой точностью, приведены в табл.
Технологичность чертежа детали по этому признаку оценивается по следующей методике.
Анализируются шероховатости поверхностей между которыми проставлен тот или иной размер детали. Если условия, отраженные в таблице, нарушаются хотя бы по одной поверхности, этому нарушению присваивается балл Ктшi =-0,25. Анализируются все точные размеры.
Тогда Ктш=1- Ктшi
Для детали на эскизе рис.1 замеры размеров Ф 25Н8 и Ф 50 S7 шероховатостью поверхностей Rа= 1,6 мкм и Rа = 0,8 мкм. При проверке размера 10 Js8 шероховатость поверхности 7 -Rа=6,3 мкм не гарантирует точности измерения, поэтому Ктшi= - 0,25 и Ктш = 1- 0,25 = 0,75.
Таблица 7. – Минимальные требования к шероховатости поверхности /3/ (для расчета Ктш)
Допуск размера |
Допуск формы в % от допуска размера |
Номинальные размеры, мм |
|||
До 18 |
Св18до50 |
Св50до120 |
Св120 до500 |
||
Значение Ra, мкм, не более |
|||||
I Т6 |
100 60 40 |
0,8 0,4 0,2 |
1,6 0,8 0,4 |
1,6 0,8 0,4 |
3,2 1,6 0,8 |
I Т7 |
100 60 40 |
1,6 0,8 0,4 |
3,2 1,6 0,8 |
3,2 1,6 0,8 |
3,2 3,2 1,6 |
I Т8 |
100 60 40 |
1,6 0,8 0,4 |
3,2 1,6 0,8 |
3,2 3,2 1,6 |
3,2 3,2 1,6 |
I Т9 |
100 и 60 40 25 |
3,2 1,6 0,8 |
3,2 3,2 1,6 |
6,3 3,2 1,6 |
3,3 6,3 3,2 |
I T10 |
100 и 60 40 25 |
3,2 1,6 0,8 |
6,3 3,2 1,6 |
6,3 3.2 1,6 |
6,3 6,3 3,2 |
Продолжение таблицы 7
Допуск размера |
Допуск формы в % от допуска размера |
Номинальные размеры, мм |
|||
До 18 |
Св18до50 |
Св50до120 |
Св120 до500 |
||
Значение Ra, мкм, не более |
|||||
I T11 |
100 и 60 40 25 |
6,3 3,2 1,6 |
6,3 3,2 1,6 |
12,5 6,3 3,2 |
12,5 6,3 3,2 |
I T12 I T13 |
100 и 60 40 |
12,5 6,3 |
12,5 6,3 |
25 12,5 |
25 12,5 |
I Т14 I Т15 |
100 и 60 40 |
12,5 12,5 |
25 12,5 |
50 25 |
50 25 |
Если произведение всех коэффициентов 0,1 и более – деталь технологична.
Список использованной литературы
Методические указания к дипломному проектированию. Графический анализ объектов производства и принятых технологических решений. Сост. Воронцова А.Н., Чернышев Н.А. Волгоград, ВолгГТУ, 1994 г.
Технологичность конструкций изделий. Справочник. / под ред. Ю.Д. Амирова/ М.: Машиностроение, 1989 г., 256 с.
Белкин И.М. Допуски и посадки. М.: Машиностроение, 1992 г.
Курсовое проектирование по технолгии машиностроения./ под ред. Худобина Л.В./. 1989 г., 288 с.
Корчак С.Н. Производительность процесса шлифования стальных деталей. М.: Машиностроение, 1974 г.
Маталин А.А. Технология машиностроения. Ленинград. Машиностроение, 1985 г.
Методические указания. Выполнение технологической части дипломного проекта. /Сост. Н.А. Харламов, В.С. Мухортов/. Волгоград, ВолгГТУ, 1991 г.
Справочник технолога машиностроителя . /Под ред. Косиловой А.Г., Мещерякова Р.К. Т.2 / М.: Машиностроение, 1985 г.
Справочник нормировщика- машиностроителя. Т 2. Техническое нормирование станочных работ./ Под ред. Стружестраха Е.И./ . М.: Машиностроение, 1961 г
Составители
Ярослав Николаевич Отений,
Николай Иванович Никифоров