Типы электродов для сварки конструкционных сталей
Электроды для сварки углеродистых и низколегированных сталей (У) и электроды для сварки легированных конструкционных сталей (Л) делятся на 14 типов:
Э38, Э42, Э46, Э50 – для сварки углеродистых и низколегированных сталей;
Э42А, Э46А, Э50А – для сварки углеродистых и низколегированных сталей, когда к металлу шва предъявляются повышенные требования по пластичности и ударной вязкости;
Э55, Э60 – для сварки сталей с σв от 50 до 60 кгс/мм2;
Э70, Э85, Э100, Э125, Э150 – для сварки сталей с σв более 60 кгс/мм2;
Лекция 6 – 2 ч.
Техника ручной дуговой сварки
Зажигание дуги. Дуга зажигается после короткого замыкания электрической цепи, в момент отрыва электрода от изделия
|
|

в притык чирканьем
Манипулирование электродом. В процессе сварки сварщик сообщает концу электрода движение одновременно в 3-х направлениях
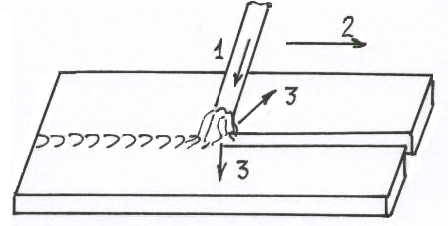
Поступательное движение вниз по оси электрода для поддерживания нужной длины дуги. Сварку рекомендуется вести короткой дугой, т.к. при сварке длинной дугой повышается разбрызгивание металла, сварной шов насыщается газами, повышается его пористость. Ориентировочно длина дуги должна быть в пределах 0,5…1,0 диаметра электрода
Движение в направлении сварки вдоль оси шва. Недостаточная скорость движения электрода приводит к перегреву и прожогу металла. Большая скорость уменьшает глубину проплавления и приводит к непровару.
Колебательное движение концом электрода поперек шва для получения шва нужной ширины.




Ширина валика шва не должна превышать трех диаметров электрода, при большей ширине возможно образование дефектов в сварном шве.
Сложность овладения навыком ручной дуговой сварки покрытыми электродами состоит в том, что в процессе одновременного движения концом электрода в трех направлениях сварщик должен обеспечивать короткую дугу постоянной длины.
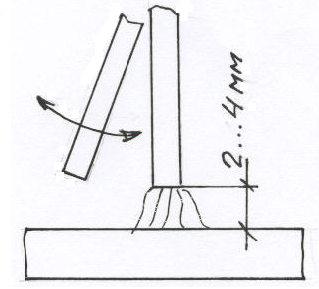
Угол наклона электрода относительно направления сварки. Угол наклона электрода может колебаться от 90о до 60…70о. При таких положениях электрода капли электродного металла полностью попадают в сварочную ванну.
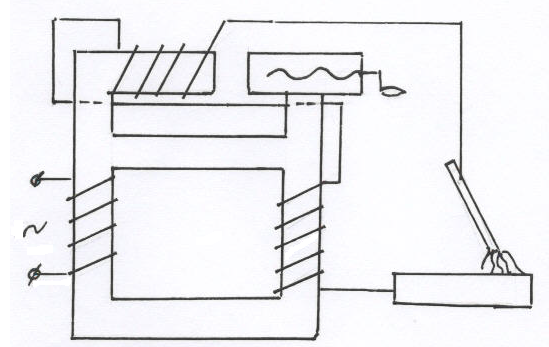
Источники питания сварочной дуги
- трансформаторы с отдельной реактивной катушкой (дросселем)
|
1. сердечник трансформатора; 2. первичная обмотка; 3. вторичная обмотка; 4. дроссель; 5. подвижная часть дросселя.
|

Сердечник дросселя имеет подвижную часть, которая при помощи винтового механизма перемещается, изменяя величину воздушного зазора S. Изменение зазора меняет индуктивное сопротивление дросселя и, следовательно, величину сварочного тока. Минимальный сварочный ток соответствует минимальному воздушному зазору.
Трансформаторы просты и безотказны в работе. Недостаток – вибрация подвижной части сердечника дросселя.
- трансформатор с совмещенным дросселем