

Классификация сталей по свариваемости
Хорошо сваривающиеся.
Удовлетворительно сваривающиеся.
Ограниченно сваривающиеся.
Плохо сваривающиеся.
Хорошо сваривающиеся углеродистые, низко- и среднелегированные стали
МСт1кп, МСт2кп
08, 10, 15, 20, 25, 15Г, 20Г
12Х2Н4А, 10ХГСНД
Литые детали с большим объемом наплавленного металла рекомендуется варить с промежуточной ТО (отжиг и высокий отпуск).
Для конструкций, работающих под статической нагрузкой, ТО после сварки не производят.
Хорошо сваривающиеся легированные стали.
0Х20Р14С2, Х23Р18
0Х18Н10, Х18Н9
Удовлетворительно сваривающиеся углеродистые, низко- и среднелегированные стали
15Л, 20Л, 25Л
30, 35, 30Л, 35Л
12Х2Н4А, 20Х2Н3А
15ХСНД
ТО стали до сварки назначается по справочнику.
Сварка на морозе не допускается.
Удовлетворительно сваривающиеся легированные стали
9Х14А, 12Х14А
До сварки применяется отпуск при 650…710 С с остыванием на воздухе. Сварка на морозе не допускается.
После сварки рекомендуется отпуск при 650…710 С.
Ограниченно сваривающиеся углеродистые, низко- и среднелегированные стали
МСт6, МСт7, КСт6
30Х, 35Х, 40Х, 40ХН
35СГ, 20Х2Н4А
Для отливок обязателен отжиг до сварки.
Ограниченно сваривающиеся легированные стали
Х25Н13Л, Х18Н8Л, 2Х18Н9, Х18Н9
Обязателен подогрев до сварки до 200…300 С. После сварки отпуск при 650…710 С.
Плохо сваривающиеся углеродистые, низко- и среднелегированные стали
35Г, ХН2, 35ХНМ
40Л, 45Л, 50Л
50ХГ, 50ХГА,
У8, У7,…У13А
Сталь перед сваркой обязательно должна быть отожжена. И подогрев не менее 200 С.
Плохо сваривающиеся легированные стали
40Х14А, 40СХ9А, Р18, Р9, Г13Л, 70ХЛ и т.д.
До сварки отпуск по определенным режимам для различных сталей. Перед сваркой обязателен подогрев до 200…300 С, исключая Р8 и Р18, подогрев которых не ниже 600 С.
ТО после сварки по специальным инструкциям.
Лекция 3- 2 ч.
Ручная дуговая сварка
Сварные соединения
Сварные соединения – неразъемные соединения, выполняемые сваркой. Различают:
Стыковое соединение – соединение 2-х элементов, примыкающих друг к другу торцовыми поверхностями.

Достоинства:
- равномерное распределение усилий от одного элемента к другому;
- минимальный расход металла;
-
- удобство контроля качества сварки.
Наиболее распространены, т.к. дают наименьшие напряжения при сварке, отличаются высокой прочностью при всех видах нагрузок и экономичностью.
Применяются в конструкциях из листового металла, труб, швеллеров, тавров и т.д.
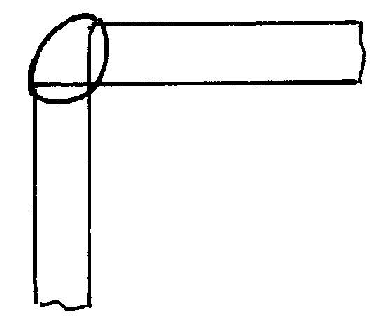
Угловое соединение – соединение элементов, расположенных под углом и сваренных в месте примыкания их краев.
|
Применяют в конструкциях коробчатого типа: резервуары, сосуды, емкости.
|
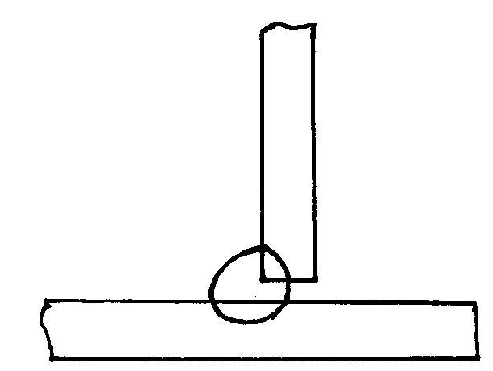
Тавровые соединения – соединения, в которых торец одного элемента примыкает под углом 90о и приварен к боковой поверхности другого элемента.
|
Применяют при сварке балок, колонн, каркасов ферм.
|
Нахлесточные соединения – привариваемые элементы расположены параллельно и частично перекрывают друг друга. Величина нахлестки должна быть не менее пяти толщин тонкого элемента, или не менее удвоенной суммы толщин элементов.
|

Применяют при сварке листовых конструкций, ферм, колонн. Большой расход металла на изделие. Хуже, чем стыковые, работают при переменных и динамических нагрузках.