

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Федеральное государственное бюджетное образовательное учреждение высшего
профессионального образования
Тихоокеанский государственный университет
Факультет автоматизации и информационных технологий
КАФЕДРА
Литейного производства и технологии металлов
КОНСПЕКТ ЛЕКЦИЙ
По дисциплине
Основы технологий художественной обработки материалов
Для направления 261400.62 «Технология художественной обработки материалов»
УММО разработан в соответствии с составом УМКД
УММО составил доцент Дзюба Г.С., Мостовой Н.И., Стратечук О.В.
Конспект лекций рассмотрен и утвержден на заседании кафедры.
Протокол №__7__ от «_30___» __июня__________2012 г.
Заведующий кафедрой « 2 »___июля__2012 г. Ри Хосен
Лекция 1- 2 ч.
СВАРОЧНОЕ ПРОИЗВОДСТВО
Сваркой называется технологический процесс получения неразъемных соединений различных материалов. Сварку применяют для соединения однородных и разнородных материалов (металлов) с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и т.д.), а также пластмасс.
Все основные способы сварки можно разделить на сварку плавлением и сварку давлением.
РУЧНАЯ ДУГОВАЯ СВАРКА
Электрическая сварочная дуга и ее свойства
Электрическая сварочная дуга представляет собой электрический дуговой разряд в газах при некоторых специальных условиях. Эти условия – низкие напряжения, прикладываемые к дуговому промежутку; большие плотности тока; малая длина столба дуги; горение дуги при обычном атмосферном давлении.
Р азновидности
сварочных дуг:
азновидности
сварочных дуг:
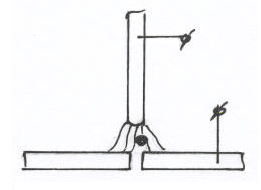
- дуга прямого действия между угольным или графитовым электродом и металлом свариваемой детали
|
1. катод – неплавящийся электрод; 2. анод – заготовка; 3. присадочный пруток; 4. электрическая дуга.
|

Дуга стабильна только на постоянном токе прямой полярности. Дуга обратной полярности малоустойчива.
- дуга прямого действия между плавящимся стальным электродом и металлом сваривае- мой детали
|
1. плавящийся электрод; 2. заготовка; 3. электрическая дуга. |
Дуга стабильна на голых(непокрытых) электродах только на постоянном токе; достаточно стабильна при соответствующих покрытиях(обмазках) электродов как на постоянном, так и на переменном токе.
- дуга 3-х фазная при ручной и автоматической сварке. Характеризуется повышенной устойчивостью.
|
1. плавящиеся электроды; 2. заготовка; 3. электрическая дуга.
|

- дуга косвенного действия в атмосфере водорода между двумя неплавящимися вольфрамовыми электродами. Используется только переменный ток.
|
1. неплавящиеся электроды; 2. заготовка; 3. электрическая дуга. |

- дуга в среде защитных газов (Ar, He, CO2, N2, водяной пар) неплавящимися и плавящимися электродами на переменном и постоянном токе.
- дуга в воде (подводная сварка) между стальным электродом и металлом свариваемой детали. Электроды имеют специальную обмазку.
- дуга при плавящимся электроде на переменном токе повышенной частоты (300…500 Гц). Горит стабильно.
Физические и электрические свойства дуги
Для возникновения электрического разряда газовый промежуток между электродами должен быть ионизирован. При соприкосновении торца электрода и свариваемого изделия выступы шероховатых поверхностей мгновенно разогреваются током до температуры плавления и испарения вследствие большого омического сопротивления контакта. После отрыва электрода от изделия разогретый торец электрода начинает испускать электроны, устремляющиеся к аноду под действием разности потенциалов между электродами. При столкновении с элементарными частицами металлов, которые в виде паров имеются в межэлектродном промежутке, электроны ионизируют их. Ионизация мгновенно охватывает межэлектродный промежуток и он становится электропроводящим. В процессе горения дуги ионизация поддерживается благодаря высокой температуре.
|
Напряжение на дуге складывается из: Uд = Uк + Uс.д. + Uа
|

Зависимость напряжения дуги от величины сварочного тока называют статической вольтамперной характеристикой дуги
-

1


2
3
Сварочный ток, А
При малых значениях тока в электроде характеристика дуги падающая (1); 2- жесткая;
3 - возрастающая.
1 – практически не применяется.
2 - применяется при РДС и АДС под флюсом.
3 – при большой силе тока, в среде защитных газов.
На дугу, являющуюся проводником тока, действуют различные факторы, способствующие отклонению ее от прямолинейного направления. Это отклонение получило название магнитного дутья.
Факторы, влияющие на положение дуги: сила сварочного тока; взаимодействие магнитных полей вокруг электрода и изделия; расположение токоподвода на изделии.
|
|
|



Магнитное дутье иногда достигает такой силы, что ведение процесса сварки становится затруднительным (при I=300…400 А).
Параметры электрической дуги
Для создания и поддержания дуги необходимо ионизировать воздушный промежуток или специально созданную газообразную атмосферу.
В дуговом разряде выбрасывание (эмиссия) электронов происходит под влиянием 2-х факторов: высокой температуры (термоэлектронная эмиссия) и напряженности электрического поля – автоэлектронная эмиссия.
|
1. основной металл; 2. наплавленный металл; 3. сварочная ванна; 4. электрод; 5. обмазка; 6. расплавлений металл; 7. корка шлака; 8. жидкий металл;
|
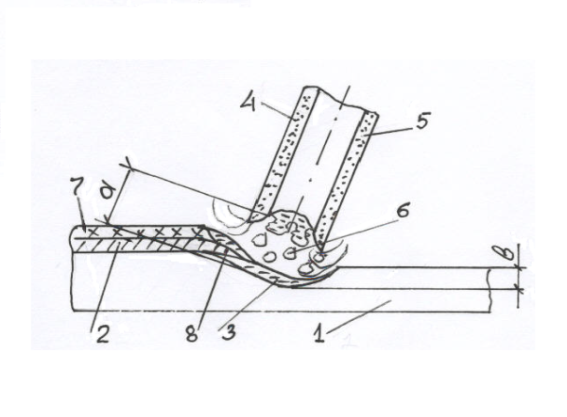
а – длина дуги; в – глубина сварки.
Устойчивое горение дуги, необходимое для высокого качества сварки, достигается при длине дуги 3…5 мм.
Тепловая и световая энергия дуги выделяется неравномерно:
- на аноде выделяется примерно 40 % всего тепла;
- на катоде около 35 %;
- в столбе дуги примерно 25 %.
Температура столба дуги зависит от материала электродов:
- угольные электроды: на катоде около 3200 С , на аноде 3900 С ;
- металлические электроды: катод 2400 С , анод 2600 С ;
- в центре дуги температура достигает 6000…7000 С.
При электродуговой сварке на нагревание и расплавление металла используется