

3.2.Розробка верстатів сполученням вироблювальних ліній.
Припустимо, задана оброблювальна поверхня деталі – усічена піраміда з
п’ятигранною основою (мал. 1)
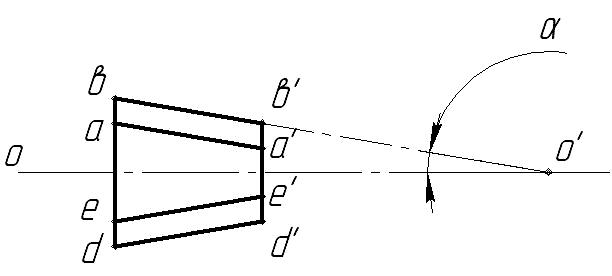
Мал. 1. Усічена піраміда з п’ятигранною основою.
1) a, b, c, d, e – формоутворююча ламана лінія, ОО' – напрямна лінія.
Недоліки:
розміри формоутворюючі лінії змінюються при ковзані уздовж напрямної
застосування обмежене
bb' – формоутворююча лінія з нахилом α до вісі ОО',
a, b, c, d, e – напрямна лінія.
Недоліки:
напрямну лінію не можна відтворити напрямними верстату.
aa' bb' – елементарна поверхня;вісь OO' спрямовуємо на лінію bb' (виникає елемент настроювання – нахил вісі).
У вертикальній площині; потрібно виготовити спеціальне пристосування, бо такий нахил столу можна здійснити тільки на поперечно-стругальному верстаті (мал. 2)
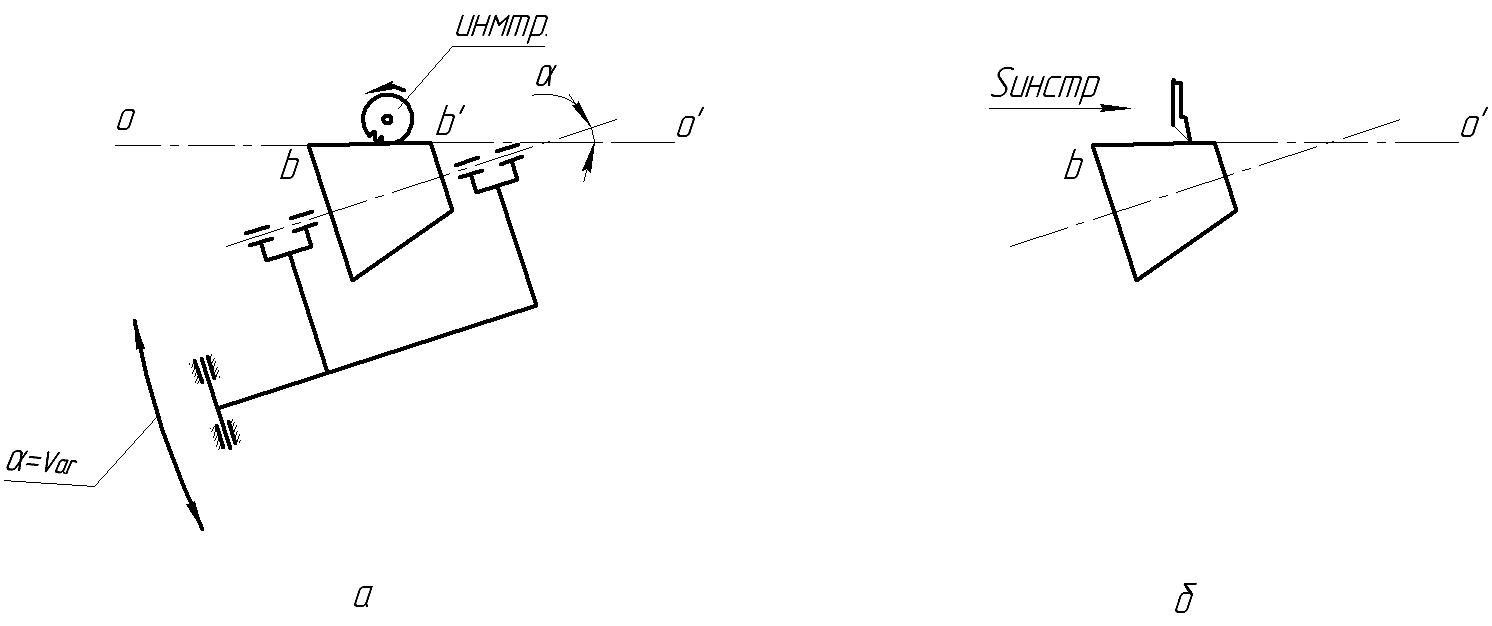
Мал. 2. Нахил заготовки у вертикальній площині.
3.3. Оформлення кінцевого варіанту.
На основі недоліків різних варіантів обираємо третій варіант. ( мал.. 3 )
За цим варіантом напрямні верстату – пряма лінія; додається нахил столу із заготовкою (або поворот) у горизонтальній площині;інструмент – багатолезовий, з горизонтальною віссю обертання.
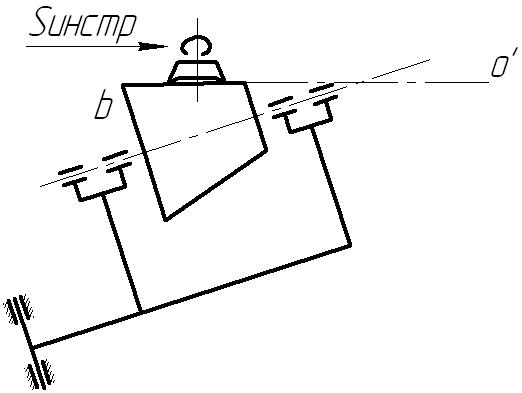
Мал. 3 Нахил заготовки у горизонтальній площині.
Для повної обробки деталі треба додати ділильний устрій дискретного повороту заготовки після обробки кожної елементної поверхні (площини) на
Z = 5. Для розширення технологічних можливостей верстату треба Z виконати з настроюванням. Найпростіше рішення – використати універсальну ділильну голівку типу УДГ.
Складання кінематичної структури верстату.
Головний рух – обертання багатолезового інструменту. При діаметрі інструменту більше розміру поверхні упоперек подачі, потрібен один рух на обробку усієї елементарної поверхні.
Головний рух - зворотньо-поступове переміщення однолезового інструменту; треба декілька рухів на кожну елементарну поверхню.
Заготовка нерухома на кожному діленні, рухається інструментальна бабка (обмежений варіант), або рухається стіл із заготовкою при нерухомій бабці (більш універсальний варіант). Приймаємо останній варіант.
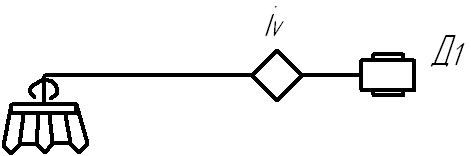
За обраним варіантом складаємо кінематичну структуру верстату (мал. 4).
Ланцюг ділення – за послідовною схемою (паралельна схема – складніша та менш універсальна, розкладання груп – для агрегатних та спеціальних напівавтоматів - складніша). Усі ланцюги подачі з’єднуємо маточинами, що дозволяють автономне включення .
До структури належить УДГ вістового ділення (включення послідовне муфтою М1).
Розрахункові переміщення:
ланцюгу головного руху (обертання фрези)
![]()
ланцюгу подачі повздовжнього столу
![]()
ланцюгу ділення
Із вивчених основних кінематичних структур, розробленій структурі відповідає VІ група верстатів – горизонтально-фрезерувальний верстат з торцевою фрезою у шпинделі, з поворотнім столом оснащеним УДГ.
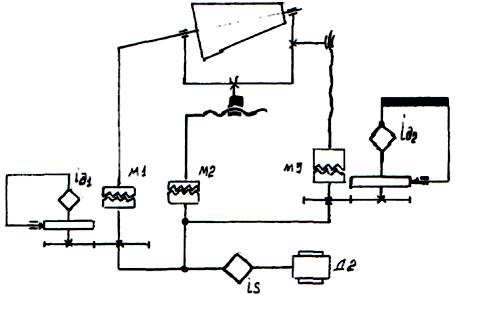
При цьому можна оброблювати багатогранні поверхні на заготовці, як симетричні, так і не симетричні.
 Оскільки
у завданні необмежена обробка симетричних
поверхонь, треба розвинути структуру
до можливості обробки несиметричних
поверхонь (наприклад, основа призми –
неправильний n
-
кутний багатогранник). Таким чином
апофема при ділильному оберті заготовки
змінюється. Додаємо ділильний устрій
по висоті настроювання (через маточину
МЗ) через гвинт вертикальної подачі
столу (для консольно-фрезерувальних
верстатів), або фрезерувальної бабки
(для безконсольно-фрезерувальних
верстатів) – мал. 5.
Оскільки
у завданні необмежена обробка симетричних
поверхонь, треба розвинути структуру
до можливості обробки несиметричних
поверхонь (наприклад, основа призми –
неправильний n
-
кутний багатогранник). Таким чином
апофема при ділильному оберті заготовки
змінюється. Додаємо ділильний устрій
по висоті настроювання (через маточину
МЗ) через гвинт вертикальної подачі
столу (для консольно-фрезерувальних
верстатів), або фрезерувальної бабки
(для безконсольно-фрезерувальних
верстатів) – мал. 5.
Мал.4

Мал. 5.