Техническая характеристика станка
Наибольший диаметр обрабатываемой детали в мм:
над станиной 400
над нижней частью суппорта 220
Наибольший диаметр обрабатываемого прутка в мм . 45
Расстояние между центрами в мм 700, 1000, 1400
Наибольшая длина обтачивания в мм 655, 945, 1325
Пределы поворота верхней части суппорта в град . . ±65
Изменение чисел оборотов шпинделя' Бесступенчатое
Пределы чисел оборотов шпинделя в минуту .... 12—3000
Количество величин подач суппорта 48
Пределы величин продольных подач в мм/об .... 0,070—4,16
Пределы величин поперечных подач в мм/об .... 0,035—2,08 Шаги нарезаемых резьб:
метрической в мм 1—192
дюймовой (число ниток на 1") . . . . . . . 24—2
модульной, модуль в мм . 0.5—48
питчевой в питчах 96—1
Диаметр отверстия в шпинделе в мм . 47
Скорость быстрого перемещения суппорта в м/мин:
продольного . 3,4
поперечного • . 1,7
Мощность главного электродвигателя в кВт ... 10
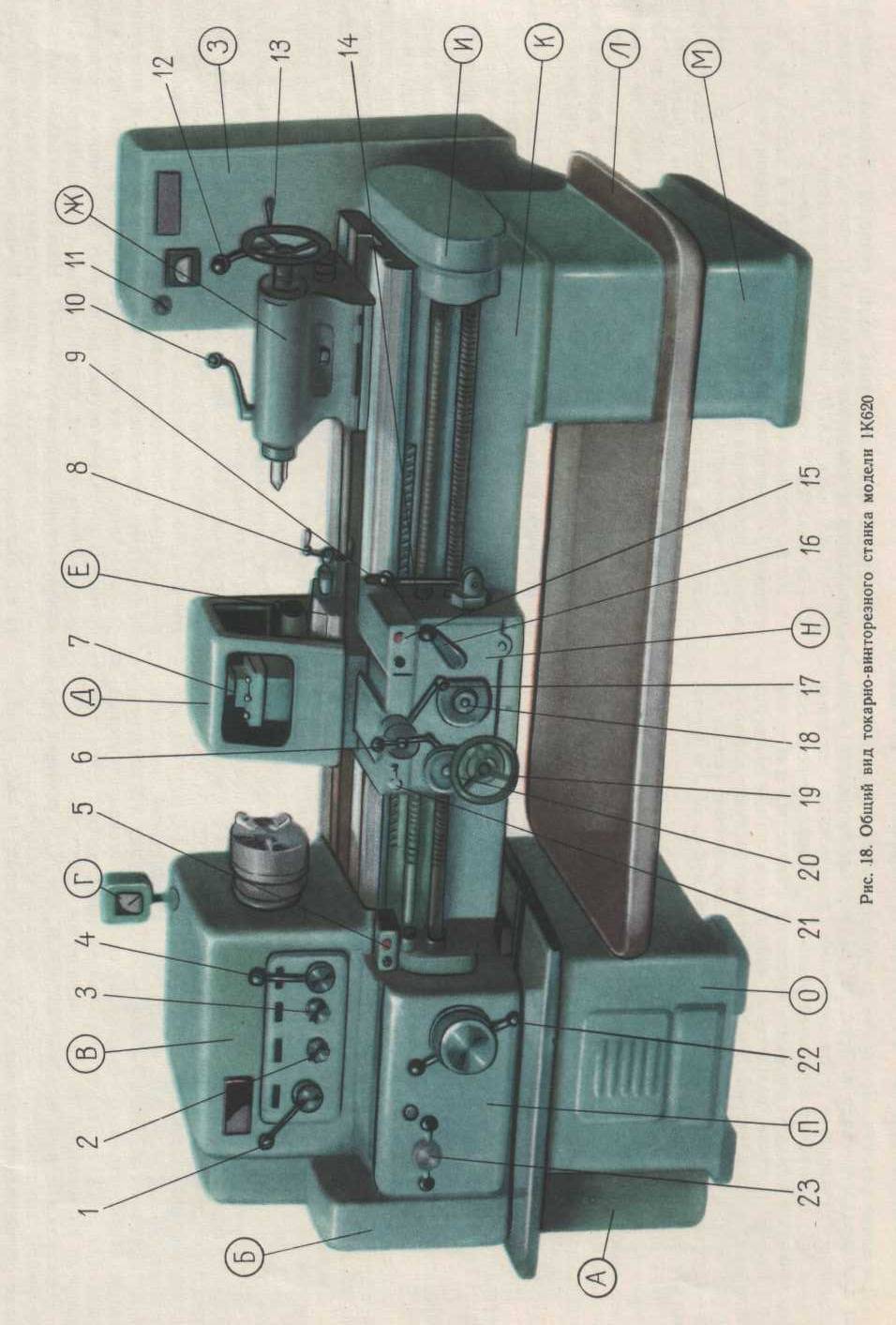
Основные узлы станка (рис. 18). А — вариатор с клиновым ремнем; Б — гитара сменных колес; В — передняя бабка; Г та- хометр чисел оборотов шпинделя; Д — защитный кожух; Е — суп порт; Ж —задняя бабка; 3 — шкаф с электрооборудованием; Я—привод быстрых перемещений суппорта; К — станина; Л — поддон; М — задняя тумба; Я —фартук; О — передняя тумба с главным электродвигателем; Я — коробка подач.
Движения в станке. Движение резания — вращение шпинделя с обрабатываемой деталью. Движения подач — прямолинейные поступательные перемещения суппорта в продольном и поперечном направлениях, а верхней части суппорта — под углом к оси вращения детали, перемещение задней бабки совместно с суппортом вдоль оси шпинделя. Вспомогательные движения — быстрые механические и ручные установочные перемещения суппорта вдоль, поперек оси обрабатываемой детали и под углом к ней; электромеханическое управление вариатором бесступенчатого изменения скорости вращения шпинделя; ручное перемещение пиноли задней бабки вдоль оси шпинделя и ручной поворот четырехпозиционного резцедержателя.
Принцип работы. В основном принцип работы станка 1К620 такой же, как у станка 1К62. Особенностью работы станка модели 1К620 является возможность обтачивания конических поверхностей с механической подачей суппорта, а также обработки фасонных поверхностей и ступенчатых валиков по полуавтоматическому циклу с применением электрокопировального устройства.
Кинематика станка модели IK620
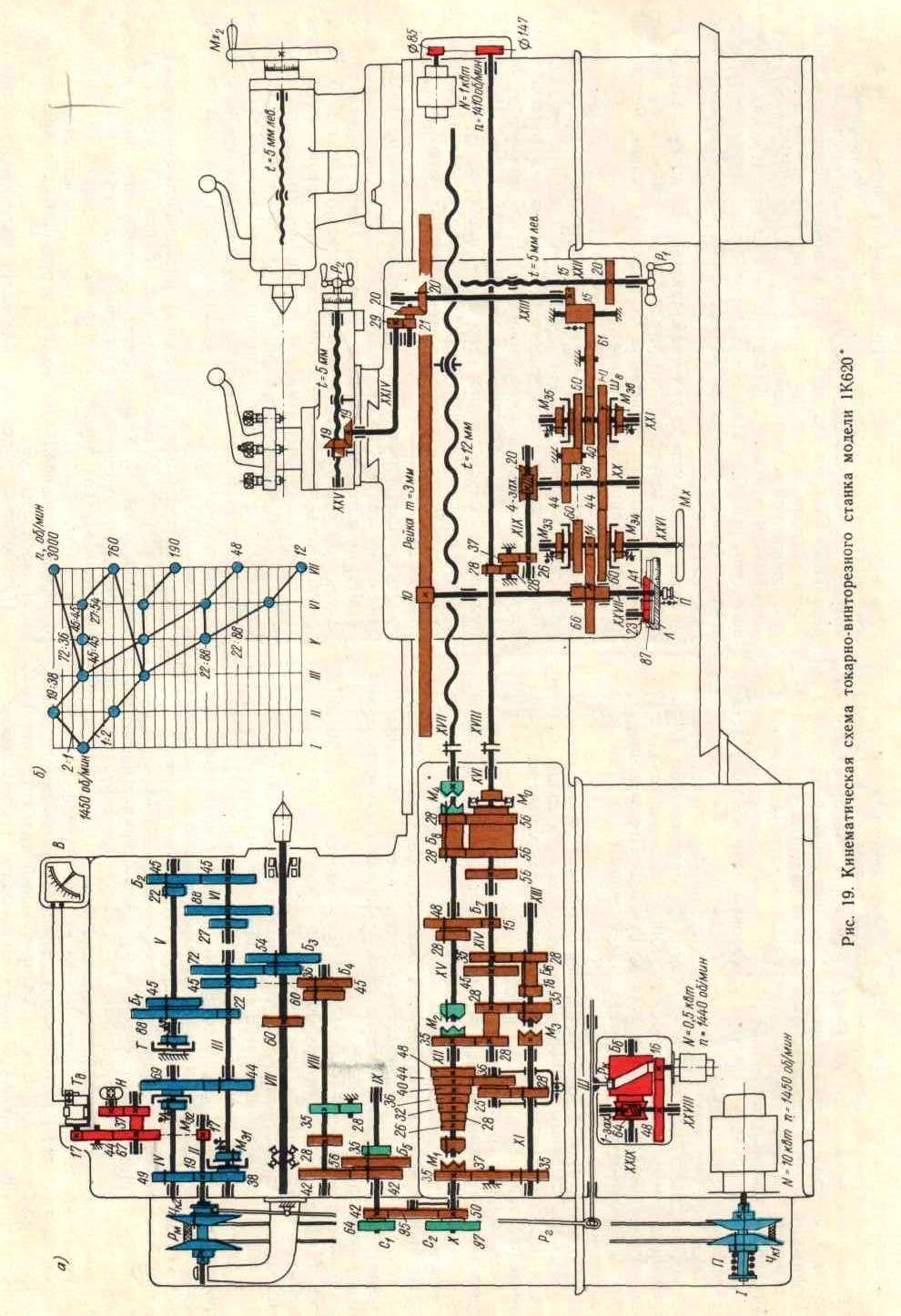
Движение резания. Вращение от электродвигателя мощностью 10 кет передается валу // (рис. 19, о) коробки скоростей через механический вариатор с раздвижными коническими шкивами Чк1 и ЧК2 и широким клиновым ремнем Рм. Вариатор позволяет бесступенчато изменять скорость вращения шпинделя в диапазоне 4:1. Вал /// получает вращение от вала // при прямом вращении шпинделя через шестерни 19—38 и электромагнитную дисковую муфту МЭ1, а при обратном вращении — посредством шестерен 19—49, вала IV, электромагнитной дисковой муфты Мз2 и шестерен 69—44.
При прямом вращении шпинделя для повышения к. п. д. шестерня 49 на валу /V и шестерня 44 на валу /// осевым перемещением выводится из зацепления с шестернями 19 и 69. Электромагнитные муфты Mэ1 и Мэ2 позволяют включать, выключать и реверсировать вращение шпинделя.
Как видно из графика скоростей (рис. 19, б) вращение от вала /// передается шпинделю по одному из четырех вариантов.
При числе оборотов шпинделя в минуту от 12 до 45 вращение передается шестернями 22—88, валом V, шестернями 22—88, валом VI и шестернями 27—54.
При более высоких числах оборотов — от 50 до 180 в минуту — передача движения происходит по цепи: вал ///, шестерни 22—88, вал V, передача 45—45, вал VI, шестерни 27—54, шпиндель.
Когда блок шестерен Б1 перемещается вправо, шпиндель получает вращение со скоростью от 200 до 750 об/мин через шестерни 45—45, вал V, шестерни 45—45, вал VI и шестерни 27—54.
Высокие числа оборотов — от 750 до 3000 в минуту — шпиндель получает от вала /// непосредственно через шестерни 72—36.
Для быстрой остановки станка на валу V установлен дисковый фрикционный тормоз Т с электромагнитной муфтой.
Движения подач. Кинематическая цепь подач станка модели 1К620 от шпинделя VII до ходового валика XVIII в точности соответствует аналогичной цепи станка модели 1К62. От ходового валика вращение передается центральному валу XX фартука шестернями 28—28 и 37—26, валом XIX и червячной передачей 4—20. Передняя шестерня 44, закрепленная на валу XX, непосредственно зацепляется с колесами 60, 60, свободно установленными на валах XXI и XXVI. Задняя шестерня 44 зацепляется с соответствующими колесами 60, 60 через паразитное колесо 38.
Электромагнитные дисковые муфты Мэ3 и Mэ4 служат для включения, выключения и реверсирования продольной подачи, которая осуществляется от вала XXVI шестернями 14—66, валом XXVII и реечной передачей 10 — рейка /л=3 мм.
Электромагнитные муфты Мэ5, и Мэ6 обеспечивают управление поперечной подачей и подачей верхней части суппорта.
В показанном на схеме положении подвижной шестерни 15 происходит
подача верхней части суппорта. Ходовой винт XXV приводится во вращение от вала XXI посредством шестерен 40— 61—15—15, вала XXIII, конической передачи 20—20, шестерен 21—29, вала XXIV и конической передачи 19—19.
Когда подвижная шестерня 15 вводится в зацепление с шестерней 20, закрепленной на поперечном ходовом винте XXII, происходит поперечная подача суппорта.
При включении звена увеличения шага (блок £4) величина подачи и шаг резьбы, в зависимости от диапазона чисел оборотов шпинделя, увеличиваются в 32 раза, 8 раз или 2 раза. При наивысшем диапазоне чисел оборотов шпинделя (от 750 до 3000 в минуту) величина подачи и шаг резьбы
не только не увеличиваются, а, наоборот, вдвое уменьшаются, так как шпиндель VII вращается быстрее, чем вал ///. Эта особенность привода подач используется ,при операциях тонкой и алмазной токарной обработки.
Вспомогательные движения. Вариатор управляется электродвигателем мощностью 0,5 кет. Последний через шестерни 16—48 и червячную передачу 1—64 приводит во вращение барабан Бб с криволинейным пазом. В этот паз входит ролик Рк, закрепленный на штанге Ш, которая связана с рычагом Рг. Второй конец рычага Рг соединен с подвижным конусом Чк2. Нажимом одной из кнопок, установленных на фартуке станка, производится включение электродвигателя вспомогательного привода в ту или иную сторону и соответственно осуществляется осевое перемещение конуса Чк2. Одновременно автоматически происходит смещение подвижной конической чашки Чк1 на ведущем валу /. Смещение конусов приводит к изменению передаточного отношения вариатора и, как следствие, к изменению чисел оборотов шпинделя.
Для визуального контроля скорости вращения шпинделя имеется таходинамо Тд, которое получает вращение от вала // посредством зубчатой передачи 17—67—44—17; его число оборотов соответствует числу оборотов вала //. Таходинамо электрически связано с вольтметром В, стрелка которого по одной из четырех его шкал показывает фактическое число оборотов шпинделя.
Быстрые перемещения суппорта в продольном и поперечном направлениях, а также верхней части суппорта под углом к оси вращения шпинделя осуществляются от отдельного электродвигателя мощностью 1 кет, который связан с ходовым валиком XVIII клиноременной передачей 85—147. Наличие обгонной муфты Мо позволяет производить включение быстрых перемещений суппорта без выключения рабочей подачи. Ручное продольное перемещение
суппорта осуществляется маховиком Мх через вал XXVI, шестерни 14—66, вал XXVII и реечную передачу. Лимб Л продольного перемещения суппорта получает вращение от вала XXVII посредством шестерен 41—23—87.