

Технічна характеристика токарно-гвинторізного верстату моделі 16к20
Висота центрів, мм …………………………………………200
Найбільший діаметр заготовки (над станиною), мм …… 400
Відстань між центрами, мм ……………………………… 1000 ( або 710 )
Найбільший діаметр прутка, що обробляється, мм ………50
Межі чисел обертів шпинделю, об/хв. ……………………12.5 … 1600
Межі повздовжних подач, мм/об ………………………… 0.05 … 2.8
Межі поперечних подач, мм/об …………………………… 0.025 .1.4
Нарізання різьби: метрична, крок у мм ………………… 0.5 … 112
модульна, у модулях (π• m) …………….… 0.5 … 112
дюймова, число ниток на 1˝ ……………… 0.25 … 56
пітчева, у пітчах ………………………… 0.25 … 56
Потужність головного электродвигуна, кВт ………………. 10
Габарити (L× B×H),мм …………………………………… 2795× 1190×1500
Маса верстату, кг …………………………………………… 3005
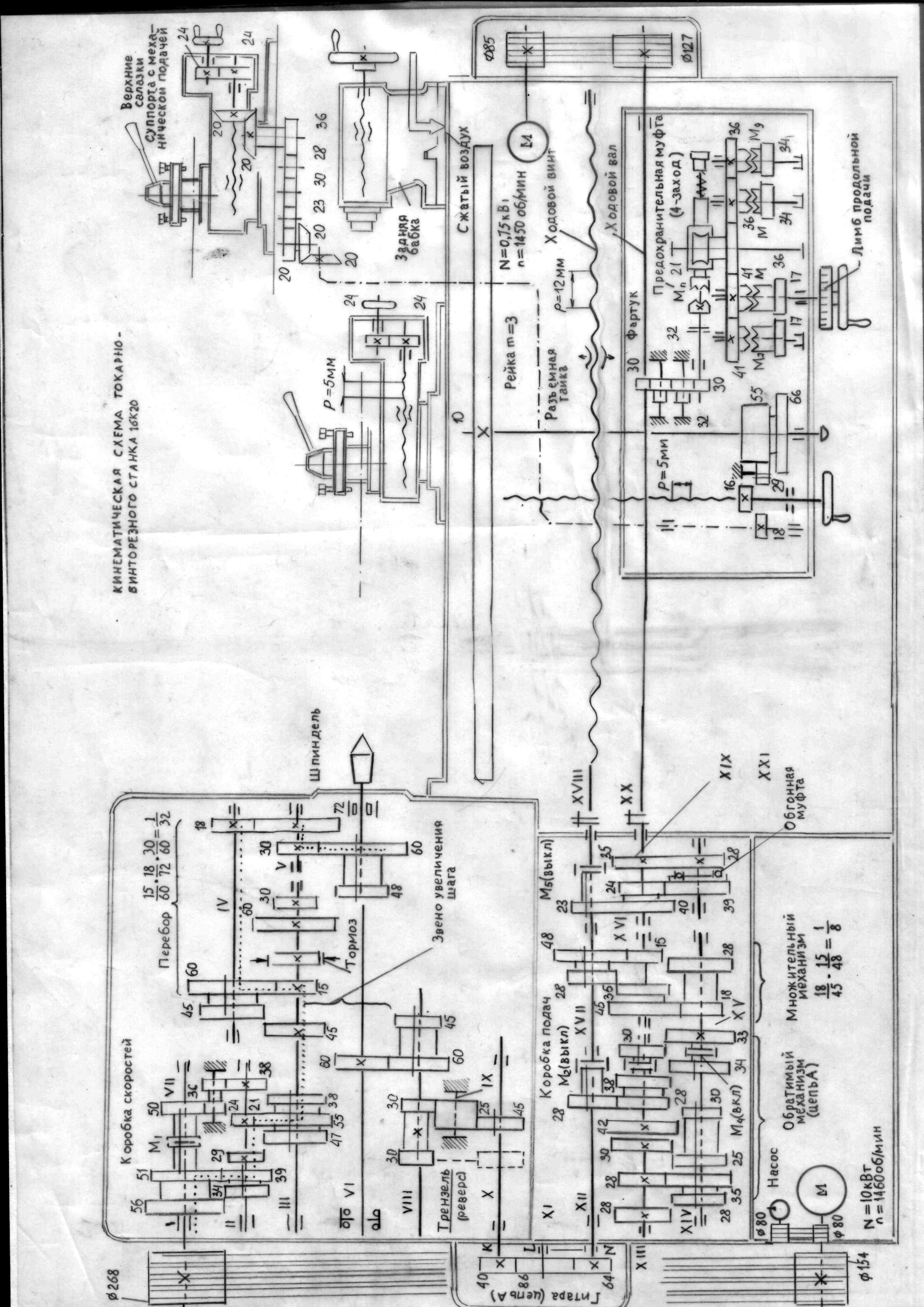
Верстат складається зі станини, передньої бабки з коробкою швидкостей, гітари змінних зубчастых колес, коробки подач, супорту з фартухом, ходового валу, ходового гвинта, задньої бабки, приводу прискорених переміщень, органів керування, систем охолодження та мастила. (див. стенд ˝ Кінематична схема верстату мод. 16К20˝, приложення 1, та токарно – гвинторізний верстат мод. 16К20).
Станина служить для установки та кріплення усіх вузлів верстату.
По горизонтальним напрямним станини переміщуються супорт та задня бабка.
Передня бабка верстату служить для закріплення та надання обертання заготовки, що оброблюється. Усередині передньої бабки розміщується коробка швидкостей зі шпинделєм верстату. Коробка швидкостей дозволяє здійснювати обертання заготовки з різноманітним числом обертів на хвилину в залежності від її діаметру і умов різання. Шпиндель верстату має унутренній отвір уздовж своєї осі, скрізь який пропускають прутковий матеріал для обробки у разі необхідності. На передньому кінці шпинделю є зовнішня різьба для установки патронів, в яких закріплюють заготовки або пруток, та коничний отвір, в який можна встановлю-
вати передній центр.
Гітара змінних зубчастих колес служить для передачі обертання від передньої бабки до коробки подач. Передавальне відношення цих колес може змінюватися для забезпечення можливості нарізання різьб різних типів.
Коробка подач призначена для зміни величини повздовжньої та попе-речної подач супорту, а також величини кроку нарізаємих різей. Рух від коробки подач передається ходовому валу або ходовому гвинту ( при нарізанні гвинто-
вих поверхонь).
Ходовий вал передає обертання від коробки подач до механізму фартуху при виконанні токарних робіт, за винятком нарізання гвинтових поверхонь.
Ходовий гвинт призначен для передачі обертального руху від коробки подач до механізму фартуху тільки при нарізанні гвинтових поверхонь.
Супорт служить для закріплення різців ( не більше чотирьох одночасно) у різцеутримувачі та надання йому руху у повздовжньому, поперечному або під кутом до осі центрів верстату напрямках. Супорт складається з нижньої частини (повздовжніх салазок), що можуть переміщуватися по напрямним станини, попе-речної частини, що переміщується по напрямним повздовжніх салазок, поворот-ньої частини. Поворотна частина супорта може бути розвернута навколо та вертикальної осі на необхідний кут. На ній встановлюється поворотний чотирьох-позиційний різцеутримувач.
Фартух закріплен до нижньої частини супорту. Механізми фартуху призначені для перетворення обертального руху ходового валу або ходового гвинту у поступальне переміщення супорту в повздовжньому або поперечному напрямках.
Задня бабка служить додатковою опорою при обробці довгих зоготовок в центрах верстату. В залежності від довжини заготовки, задня бабка може переміщатися по напрямним станини та закріплюватися в потрібному положенні.
При обробці отвору сверлами, зенкерами та розгортками, нарізанні різей метчиками або плашками, задня бабка використовується для закріплення цих інструментів та їх подачи. При обробці пологих конусів, корпус задньої бабки зміщується у поперечному напрямку відносно опори з напрямними ковзання.
Для скорочення часу на холостому переміщенні супорту у повздовжньому та поперечному напрямках, на верстаті встановлено привод швидких переміщень з окремим електродвигуном.