

Технічна характеристика верстату мод.
Робоча поверхня столу, мм:
довжина …………………………………………………. 1250.
ширина ………………………………………………... 300.
Число швидкостей обертання шпинделю …………………….. 12.
Межі швидкостей обертання шпинделю, об/хв. …………. 60 – 1250.
Потужність головного електродвигуну, кВт. ………………. 7
Кількість подач стола ………………………... 12.
Межі швидкостей подач столу, мм/хв.:
повздовжніх …………………………………………… 25 – 1000.
поперечних …………………………………………… 27 – 1080.
вертикальних ………………………………………… 12.5 – 500.
Потужність електродвигуну приводу подач, кВт ……….. 1,7
Швидкість холостих повздовжніх переміщень столу, мм/хв. …… 3100.
4.2. Основні кінематичні ланцюги верстату, їх призначення та
взаємодія
Кінематичний ланцюг головного руху.
Головний рух – обертання шпинделю з інструментом, тому кінцевими ланками ланцюга є: электродвигун – шпиндель.
Відповідно, розрахункові переміщення кінцевих ланок:
n дв. (об/хв.)→n шп. (об/хв.)
Коробка швидкостей надає шпинделю 12 чисел обертів.
Кінематичні ланцюги подач.
Привод механізму подач здійснюється за допомогою окремого реверсив-ного електродвигуну, що через коробку подач передає столу верстату по 12 повздовжніх, поперечних та вертикальних подач.
Кінцевими ланками ланцюгу повздовжніх подач є:
электродвигун – ходовий гвинт повздовжньої подачі столу (t=6 мм).
Розрахункові переміщення кінцевих ланок:
n дв. (об/хв)→ S пр (мм/хв).
Кінцевими ланками ланцюгу поперечних подач є:
електродвигун – ходовий гвинт поперечних салазок (t=5 мм).
Розрахункові переміщення кінцевих ланок:
n дв (об/хв)→ S пп. (мм/хв).
Кінцевими ланками ланцюгу вертикальних подач є:
електродвигун – ходовий гвинт вертикальних подач (t=4 мм).
Розрахункові переміщення кінцевих ланок:
n е. дв. (об/хв)→ S вп (мм/хв). .
Кінематична схема верстату з рівняннями кінематичних балансів надана у приложенні 1.
5. Форма звіту з лабораторної роботи
Форма звіту надається у вигляді таблиці з кінцевими даними.
ХНТУ, каф.ТМБ |
ОТМЦ Лаб.роб.№ 4 |
П.І.Б. студента |
Група |
Дата провед. лаб.роб./захис |
|||||||||||||||
Технічна характеристика верстату моделі Робоча поверхня столу, мм: довжина …………………………………………………. 1250 ширина ………………………………………………... 300 Число швидкостей обертання шпинделю …………………….. 12 Межі швидкостей обертання шпинделю, об/хв. …………. 60 – 1250 Потужність головного електродвигуну, кВт. ………………. 7 Кількість подач стола ………………………... 12 Межі швидкостей подач столу, мм/хв.: повздовжніх …………………………………………… 25 – 1000 поперечних …………………………………………… 27 – 1080 вертикальних ………………………………………… 12.5 – 500 Потужність електродвигуну приводу подач, кВт ……….. 1,7 Швидкість холостих повздовжніх переміщень столу, мм/хв. …… 3100
|
|||||||||||||||||||
|
|||||||||||||||||||
Види поверхонь, що оброблю- ються на верстаті |
Подачи пінолі (інструм.) |
Бази для за- кріплення загот. |
Ріжучий інструмент |
Бази для за- кріп.інструм. |
|||||||||||||||
1……... |
|
|
|
|
|||||||||||||||
2……... |
|
|
|
|
|||||||||||||||
………. |
|
|
|
|
|||||||||||||||
|
|
|
|
|
|||||||||||||||
Кінематичний аналіз верстату та настроювання його ланцюгів на обробку заготовки за ідивідуальним завданням ескіз деталі:
|
|||||||||||||||||||
Кінематичний ланцюг |
Кінцеві ланки |
Розрахункові переміщення |
Формула настроювання |
Перед.відношен. та колеса гітари |
|||||||||||||||
1.Головного руху |
|
|
|
|
|||||||||||||||
2…… |
|
|
|
|
|||||||||||||||
3…… |
|
|
|
|
|||||||||||||||
Налагоджування верстату на обробку поверхонь ________ ( за ескізом )
|
|||||||||||||||||||
Базування заготовки |
Інструмент, глибина різан., мм |
Установка інструменту |
Переміщ.пін. холосте, мм |
Переміщ.пін. робоче, мм |
|||||||||||||||
1…….. |
|
|
|
|
|||||||||||||||
2…….. |
|
|
|
|
|||||||||||||||
|
|
|
|
|
|||||||||||||||
Параметри налагоджування |
|||||||||||||||||||
Перехід (поверхня) |
Глиб. різання, мм |
Швидк. різання, м/хвил. |
Част. оберт. об/хвил. |
Пода- ча мм/об |
Пода- ча мм/ /хвил. |
Сум. длинаріз.мм |
Оп. час, хвил. |
||||||||||||
1…….. |
|
|
|
|
|
|
|
||||||||||||
2…….. |
|
|
|
|
|
|
|
||||||||||||
Ескіз наладки
|
|||||||||||||||||||
6. Контрольні питання до самопідготовки
Увага! Контрольна перевірка самостійної підготовки до лабораторної
роботи по рішенню кафедри може здійснюватися по тестах.
Вкажіть основні роботи, що виконуються на вертикаально-фрезерувальних
верстатах.
2 З яких основних вузлів складається вертикально–фрезерувальний верстат.
3. Основні рухи кінцевих ланок цих верстатів.
4. Пояснити на кінематичній схемі вертикально–фрезерувального верстату
ланцюгі усіх подач.
5. Складіть кінематичну структуру вертикально-фрезерувального верстату.
6. Настроювання вертикально-фрезерувального верстату на роботу з універ-
сально-ділильною голівкою.
7. Види поверхонь, що оброблюються на цьому верстаті та інструменти, що
використовуються для обробки кожної поверхні.
7. Література.
1. Кучер И. М.˝ Металлорежущие станки. М.˝ Машиностроение˝, 1970. 718 с.
2. Локтев С. П.˝Металлорежущие станки. М.:”Машиностроение”,1982. 292 с.
3. Кучер И. М., Киватицкий А. А.Покровский . Металлорежущие станки.
Альбом кинематических схем. М.: Машиностроение, 1972 – 306 с.
4. Альбом кинематических схем металлорежущих станков. Эл. сборник. Под
ред. В.П.Петровского. Ч.1,2. Херсон, ХНТУ, каф. ТМС. 2007г.
Приложення 1. Загальні види та кінематичні схеми деяких
фрезерувальних верстатів .
ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК
МОДЕЛИ 6Н12ПБ. Общая характеристика станка
Назначение станка. Станок предназначен для скоростного фрезерования разнообразных деталей средних размеров и веса из черных и цветных металлов, а также из пластмасс.
Обработка деталей на станке в основном производится торцовыми, хвостовыми, пальцевыми фрезами и фрезерными головками в условиях индивидуального и серийного производства.
Техническая характеристика станка
Размеры рабочем поверхности стола в мм 320X1250
Максимальные перемещения стола и мм:
продольное 700
поперечное 260
вертикальное 370
Пределы поворота шпиндельной головки в град .... ±45
Максимальное перемещение гильзы шпинделя в мм . . 70
Число скоростей вращения шпинделя 18
Пределы чисел оборотов шпинделя в минуту .... 63—3150
Мощность главного электродвигателя в кет 10
Количество скоростей подач стола . . 18
Пределы скоростей подач стола в мм/мин:
продольных 40—2000
поперечных 27—1330
вертикальных 13—665
Скорость 'быстрого продольного перемещения стола
в мм/мин 4000
Мощность электродвигателя привода подач в кет ... 1,7
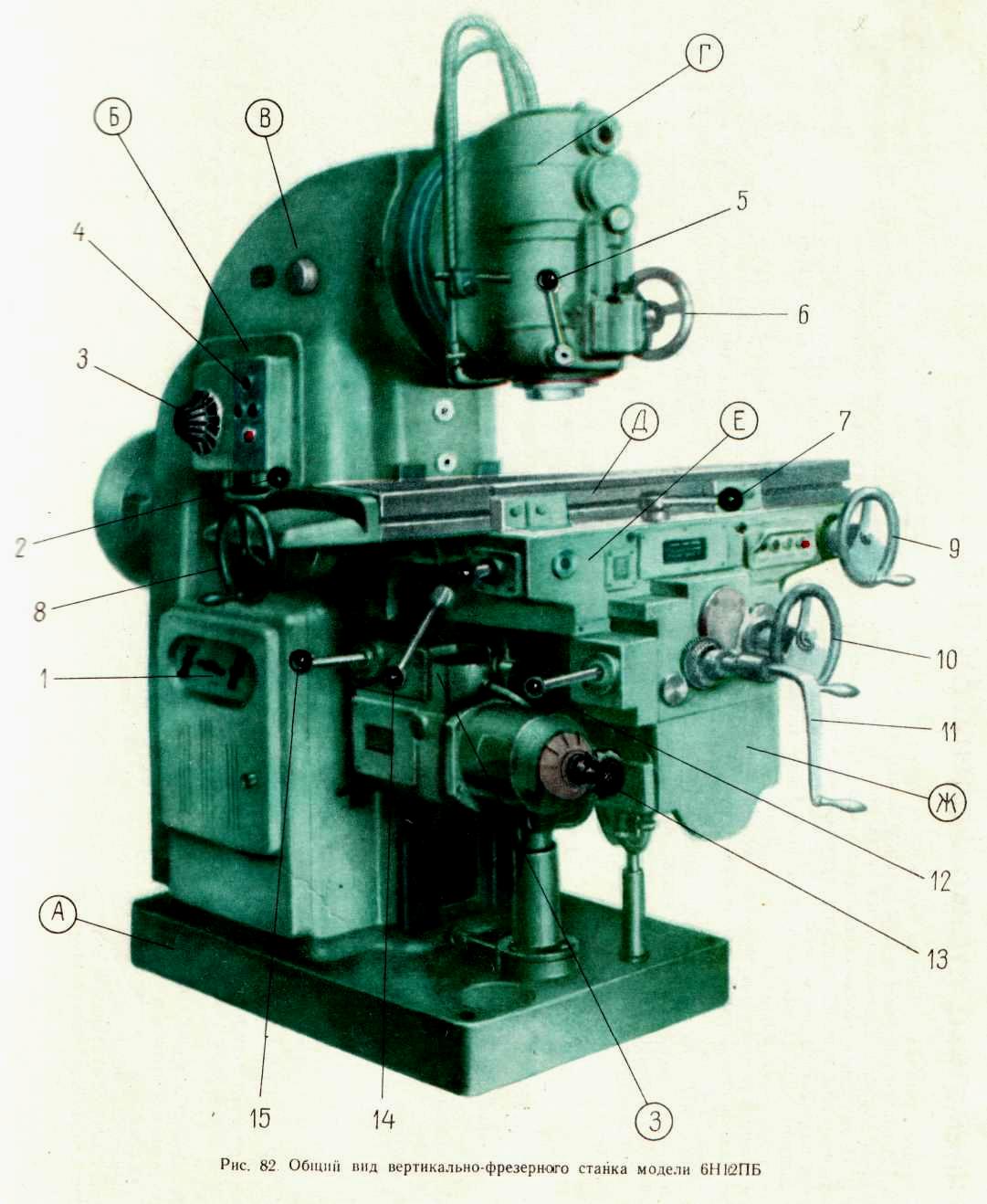
Основные узлы станка (рис. 82). А — основание; Б — станина; В — коробка скоростей; Г — шпиндельная головка; Д — стол; Е — поперечные салазки; Ж—консоль; 3 — коробка подач.
Органы управления. / — пульт пакетных выключателей; 2 — рукоятка для переключения скоростей шпинделя; 3 — грибок со шкалой для установки чисел оборотов шпинделя; 4 — кнопочная станция; 5 — рукоятка зажима гильзы шпинделя; 6—маховичок ручного установочного перемещения гильзы шпинделя; 7 — рукоятка для управления продольными подачами стола; 8 и 9 — маховички ручного продольного перемещения стола; 10— маховичок ручного поперечного перемещения стола; //—рукоятка ручного вертикального перемещения стола; 12 и 15 — рукоятки управления поперечными и вертикальными подачами стола; 13 — грибок для установки и переключения скорости подачи; 14 — рукоятка для зажима поперечных салазок.
Движения в станке. Движение резания — вращение шпинделя с фрезой. Движения подач — прямолинейные поступательные перемещения стола в продольном, поперечном и вертикальном направлениях. Вспомогательными движения-м и являются все указанные перемещения стола, выполняемые на быстром ходу или вручную, ручное перемещение шпиндельной гильзы вдоль оси шпинделя и поворот шпиндельной головки в правую или левую сторону на угол до 45°.
Принцип работы. Крупные детали закрепляются непосредственно на столе станка с помощью прижимных устройств. Небольшие детали устанавливаются в тисках или специальных приспособлениях. Торцовые, концевые, пальцевые фрезы и фрезерные головки укрепляются в шпинделе. При обработке небольшой партии деталей управление продольной подачей и быстрым перемещением стола производится вручную. В серийном производстве станок может быть настроен для работы по полуавтоматическому, маятниковому или скачкообразному циклам.
Для этой цели в боковом пазу стола устанавливаются в определенной последовательности упоры и кулачки, которые в нужные моменты воздействуют на звездочку управления продольной подачи, быстрого перемещения и остановки стола.
При полуавтоматическом цикле работы после включения станка стол совместно с обрабатываемой деталью быстро перемещается, пока обрабатываемая деталь не подойдет к фрезе, затем включается рабочая подача.
По окончании обработки стол быстро возвращается в исход ное положение и автоматически останавливается. Рабочий снимает обработанную деталь, закрепляет заготовку и вновь включает ста нок. Цикл повторяется.
При маятниковом цикле обрабатываемые детали уста-навливаются попеременно то с правой, то с левой стороны стола. Последний непрерывно совершает замкнутый цикл движений — быстрое перемещение влево, рабочая подача влево, быстрое перемещение вправо, рабочая подача вправо. Снятие обработанной детали и закрепление заготовки производятся рабочим во время фрезерования детали, расположенной на другой стороне стола.
Скачкообразный цикл применяется для одновременного фрезерования комплекта деталей, у которых обрабатываемые поверхности расположены на значительных расстояниях друг от друга. В этом случае стол автоматически получает то быстрые, то медленные перемещения в соответствии с расположением обраба- тываемых поверхностей деталей.
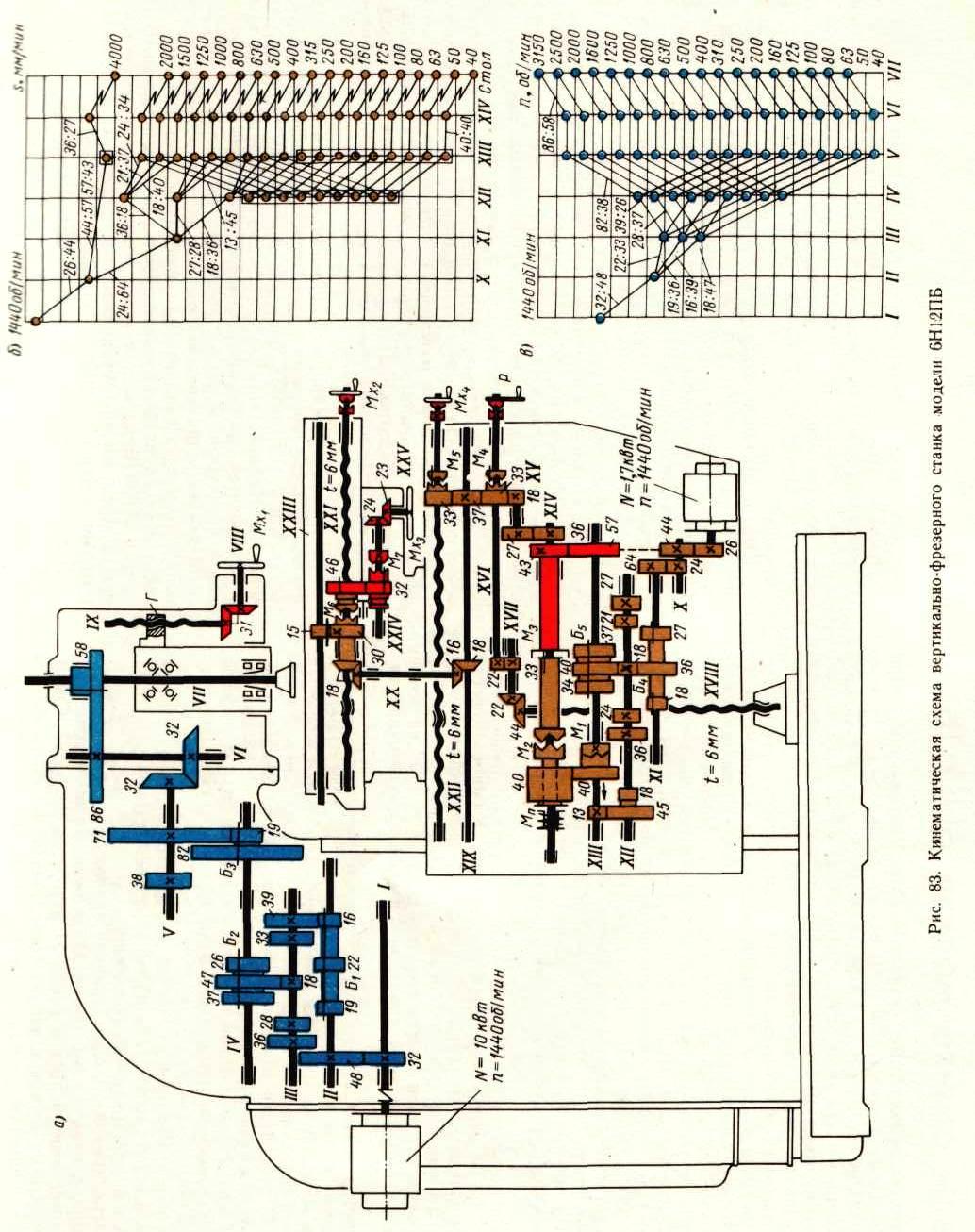
Движение . резания. Электродвигатель мощностью 10 квт (рис. 83, а) связан с валом / коробки скоростей полужесткой муфтой. Вал // получает вращение через зубчатую передачу 32—48. На валу // находится тройной блок шестерен Б\, который может передать вращение валу /// с тремя различными скоростями. Тройной блок шестерен Б2 увеличивает количество возможных скоростей вращения вала IV до девяти. Вал V получает вращение от вала IV через двойной блок шестерен Б3, благодаря чему количество скоростей вращения увеличивается до 18. От вала V движение передается шпинделю VII посредством конической передачи 32—32, вала VI и шестерен 86—58.
Шпиндель VII смонтирован в передвижной гильзе и шлицевым концом связан с колесом 58. Как видно из графика скоростей (рис. 83, в), шпиндель имеет 18 различных скоростей вращения, от 63 до 3150 об/мин. Максимальное число оборотов шпинделя п max определяется из выражения

Движения подач. Эти движения осуществляются от электродвигателя мощностью 1,7 кет (рис. 83, а), вращение от которого через шестерни 26—44 и 24—64 передается коробке подач. На валу XI коробки подач находится тройной подвижной блок шестерен Б4, сообщающий валу XII три скорости вращения. От вала XII, благодаря наличию на валу XIII также тройного подвижного блока шестерен Б$, последний получает девять различных чисел оборотов. Когда подвижная шестерня 40 передвинута вправо (как показано на схеме) и находится в зацеплении с муфтой М\, вращение от вала XIII передается широкому колесу 40 непосредственно. При перемещении подвижной шестерни 40 влево кулачковая муфта Mi выключается, а сама шестерня 40 входит в зацепление с шестерней 18 двухвенцового блока 45, 18, свободно сидящего на валу XII. В этом случае широкое колесо 40 приводится в движение через шестерни 13—45 и 18—40.
Структура коробки подач ясна из графика, приведенного на рис. 83,' 6.
От широкого колеса 40 через предохранительную муфту Мп при включенной кулачковой муфте М2, вращение передается валу XIV. От вала XIV через шестерни 36—27, вал XV, шестерни 18— 33—37, вал XIX, коническую передачу 18—16, вал XX, коническую передачу 18—18, кулачковую муфту Me и ходовой винт XXI сообщается продольная подача столу, наибольшая скорость которой s max определяется из выражения

От вала XIV через шестерни 36—27, вал XV, шестерни /8— 33—37—33' и ходовой винт XXIII, при включенной муфте М$ столу сообщается поперечная подача, наименьшая скорость которой <Sn-mm определяется из выражения:

Вертикальная подача осуществляется от вала XIV через шестерни 36—27, вал XV, шестерни 18—33, муфту М4, вал XVI, шестерни 22—33, вал XVII, коническую передачу 22—44 и ходовой винт XVIII. Скорость наибольшей вертикальной подачи se max определяется из выражения

Вал XXIII служит для привода накладного круглого стола или делительной головки и связан с ходовым винтом XXI шестернями 30—15.
Вспомогательные движения. Быстрые перемещения стола во всех направлениях осуществляются при включенной фрикционной муфте М3. В этом случае вращение от электродвигателя мощностью 1,7 кет, минуя коробку подач, передается валу XIV через шестерни 26—44—57—43 и далее по кинематическим цепям рабочих подач.
Скорость быстрых перемещений стола в продольном направлении s „-определяется выражением

Ручные перемещения стола, поперечных салазок и консоли производятся соответственно маховичками Мл.2г Mxi и рукояткой Р. Для удобства управления в станке модели 6Н12ПБ продольное перемещение стола может также осуществляться маховичком М v3, который связан с продольным ходовым винтом XXI, конической передачей 23—24, кулачковой муфтой М7 и шестернями 32—46. Маховичок М хЛ (поз. 9 на рис. 82) более удобно расположен в рабочей зоне станка.
Кулачковые муфты М7 и М6 сблокированы. Когда включена муфта М7, муфта М6 выключена, и наоборот.
Установочное ручное перемещение шпинделя совместно с гильзой производится маховичком 'Мх1, который через вал VIII и wv ническую передачу 31—31 связан с ходовым винтом /Х. Последний сообщает движение гайке Г, жестко закрепленной на гильзе шпинделя.
БЕСКОНСОЛЬНЫЙ ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ
СТАНОК МОДЕЛИ 6А54.
Общая характеристика станка.
Назначение станка. Станок модели 6А54 бесконсольного типа предназначен для скоростного фрезерования крупногабаритных деталей в основном торцовыми фрезами в условиях индивидуального и серийного производства.
Техническая характеристика станка
Размеры рабочей поверхности стола в мм:
ширина 650
длина " 2200
Максимальное продольное перемещение стола в мм . . . 2250'
Расстояние от оси шпинделя до направляющих стопки в мм 630
Число скоростей вращения шпинделя ........ 16 '
Пределы чисел оборотов шпинделя в минуту 40—1250
Мощность главного электродвигателя в кет 37
Количество скоростей подач . 16
Пределы скоростей подач стола в мм/мин:
продольных 50—1600
поперечных . . : 25—800
Пределы скорости установочных перемещений шпиндель ной бабки в мм/мин 16,6-—533
Мощность электродвигателя привода подач в кет . . . 4,2 Скорость быстрых перемещений стола в мм/мин:
продольных 2300
поперечных 1150
Скорость быстрого перемещения шпиндельной бабки
в мм/мин 770
Мощность электродвигателя привода быстрых перемеще ний стола и шпиндельной бабки в кет 6
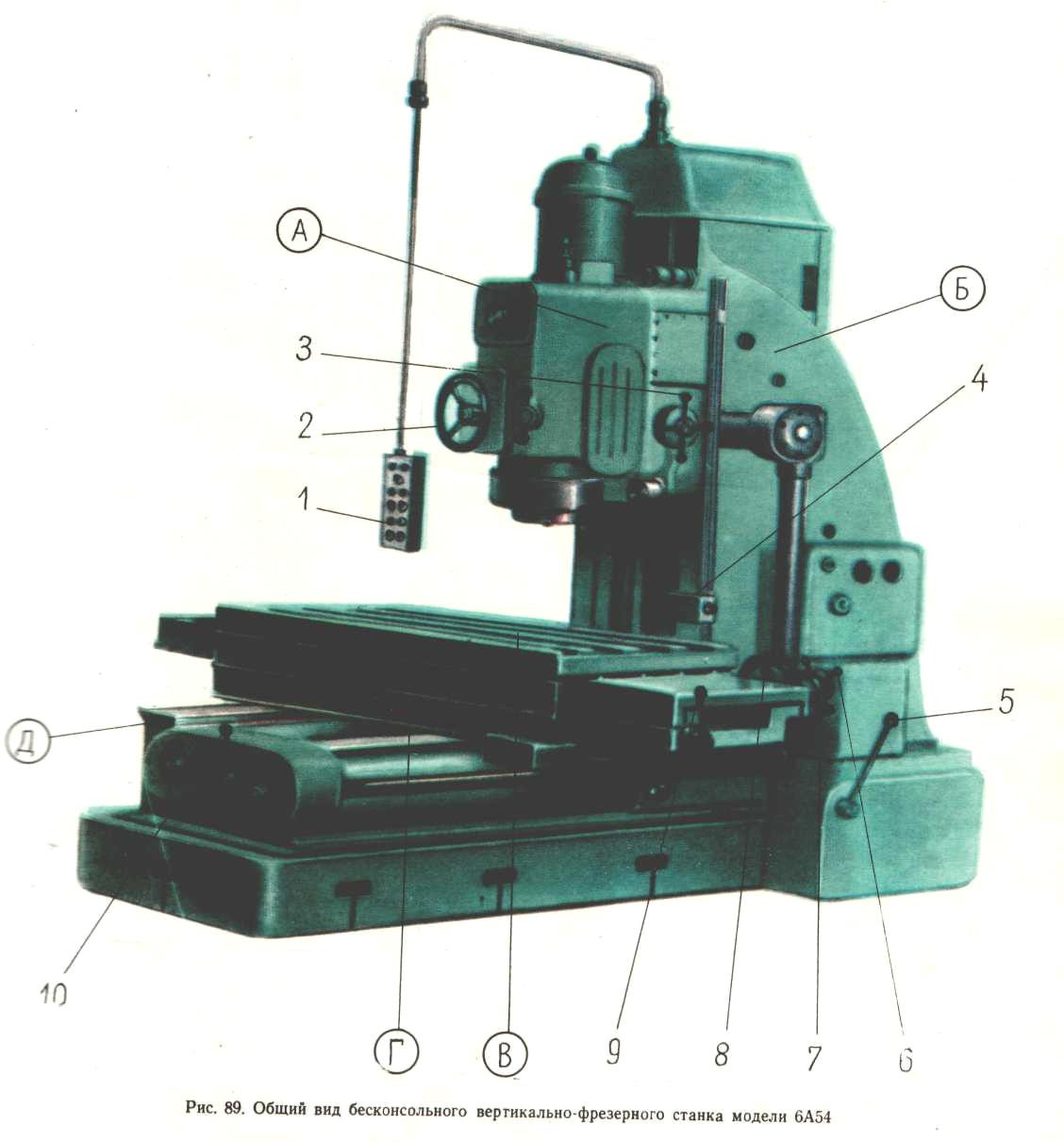
Основные узлы станка (рис. 89). А — шпиндельная бабка с коробкой скоростей; Б — стойка; В — стол; Г — поперечные салазки; Д— станина с коробкой подач.
Органы управления. 1 — подвесная кнопочная станция; 2 — маховичок ручного осевого перемещения шпинделя; 3 — штурвал переключения коробки скоростей; 4 — ограничитель хода шпиндельной бабки; 5 — рукоятка включения вертикального перемещения шпиндельной бабки; 6 — штурвал переключения коробки подач; 7 — маховичок ручного" продольного перемещения стола; 8 — маховичок ручного поперечного перемещения стола; 9 — рукоятка включения продольной подачи стола; 10 — рукоятка включения поперечной подачи стола.
Движения в станке. Движение резания — вращение шпинделя с фрезой. Движения подач — прямолинейное поступательное, продольное и поперечное перемещения стола. Вспомогательные движения: вертикальное перемещение шпиндельной бабки, быстрые перемещения стола, установочные ручные перемещения стола и гильзы шпинделя!
Принцип работы. Обрабатываемая деталь закрепляется на столе станка. В шпинделе укрепляется фреза. Настройка на размер по высоте производится перемещением шпиндельной бабки. Окончательная точная настройка на размер осуществляется перемещением гильзы шпинделя.
Зажим поперечных салазок, шпиндельной бабки и гильзы производится автоматически, в момент пуска станка от гидравлической системы. На станке возможна работа по полуавтоматическому циклу: быстрый подвод, рабочая подача, быстрый отвод в исходное положение и «стоп».
При обратном отводе стола с изделием для предохранения обработанной поверхности от повреждения фрезой последняя совместно с гильзой шпинделя приподнимается на 5 мм.
Конструктивные особенности. К специфическим особенностям конструкции станка модели 6А54, делающим его особо пригодным для скоростных методов обработки, относятся: значительная мощность и достаточная быстроходность как привода движения резания, так и привода подачи; массивность станины, стойки и стола; отсутствие консоли; применение червячно-реечного привода для продольной подачи стола, обладающего высокой жесткостью; наличие тяжелого маховика на шпинделе фрезерной бабки.
Как известно, маховики уменьшают неравномерность вращения шпинделя, что способствует повышению качества обработанной поверхности и стойкости режущего инструмента. Вместе с тем при наличии маховиков ударные нагрузки, возникающие в момент врезания зуба, не передаются зубчатым колесам и валам, что способствует повышению долговечности деталей привода.
Для сокращения вспомогательного времени при обработке деталей на станке предусмотрено автоматически действующее зажимное устройство для закрепления поперечных салазок, шпиндельной бабки и гильзы шпинделя; установлен самостоятельный привод быстрых перемещений всех рабочих органов станка; применены гидрофицированные с предварительным выбором скорости однорукояточные механизмы управления коробкой скоростей и коробкой подач; предусмотрен указатель для точной установки гильзы со шпинделем по высоте; обеспечено быстрое торможение привода движения резания противотоком и автоматизировано управление подачами стола.
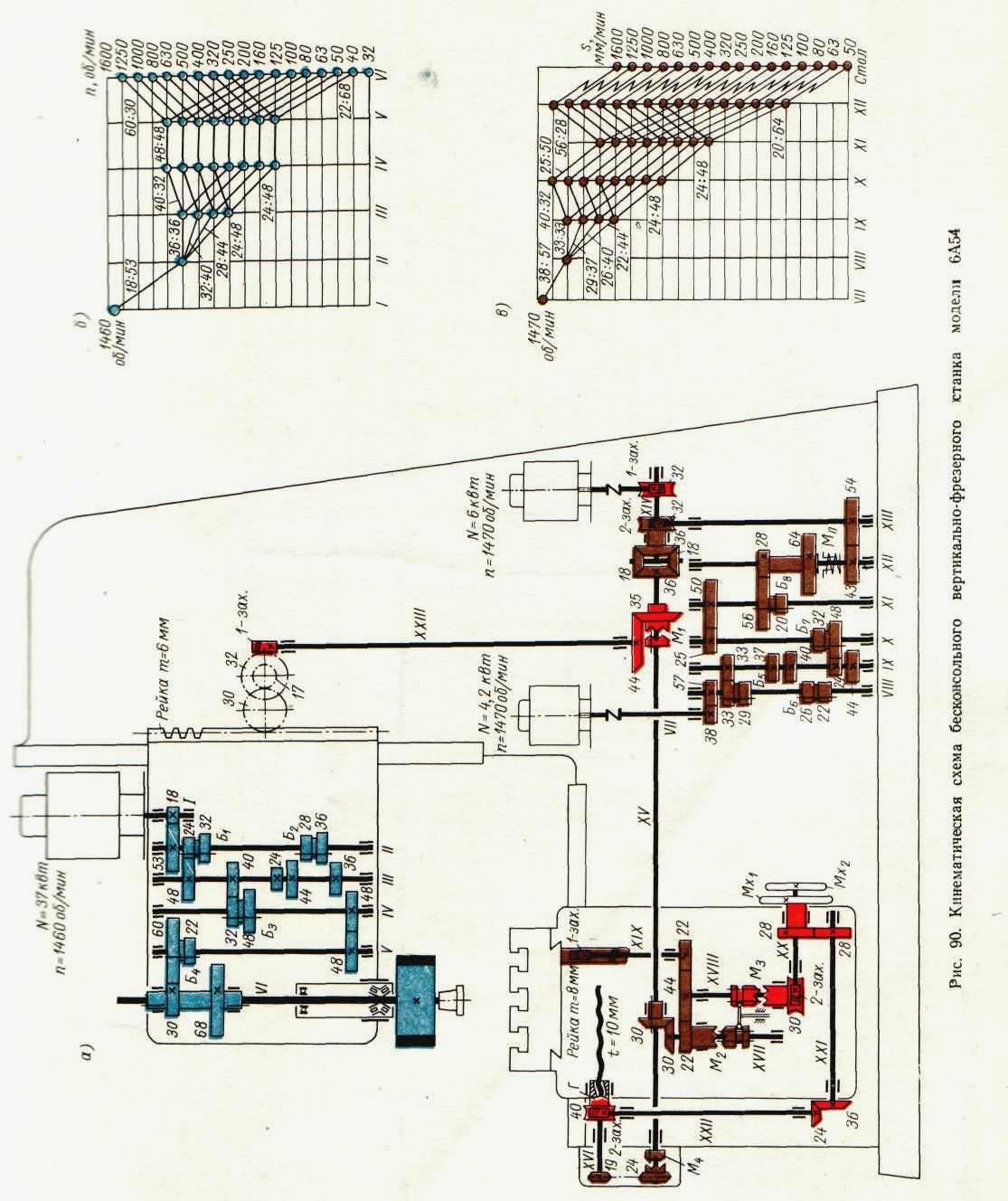
Кинематика станка модели 6А54
Движение резания. Шпиндель станка приводится во вращение фланцевым электродвигателем мощностью 37 кет (рис. 90. и) через шестерни 18—53 н коробку скоростей. В коробке скоростей на валу // находятся два двойных подвижных блока шестерен />i н Б2. Блок шестерен Б\ может входить в зацепление с колесами 48 и 40, закрепленными на валу ///, когда блок шестерен Б2 находится в нейтральном положении. При нейтральном положении блока шестерен Б\ блок Б2 может быть введен в зацепление или с колесом 44 или с колесом 36, установленными на валу ///. Всего вал /// может иметь четыре различные скорости вращения.
При передаче движения валу IV через двойной подвижной блок шестерен б3 количество возможных скоростей вращения удваивается. Валы IV и V связаны постоянной передачей 48—48. На валу V установлен двойной подвижной блок £4, который может вводиться в зацепление с шестернями 30—68, закрепленными на приводной втулке, связанной со шпинделем шлицевым соединением. Как видно из рис. 90, б, коробка скоростей обеспечивает шестнадцать различных чисел оборотов шпинделя. Наименьшее число оборотов шпинделя nmin определяется из выражения:

Движения подач. Подачи стола осуществляются электродвигателем мощностью 4,2 кет через шестерни 38—57 и коробку подач.
В коробке подач на валу VIII находятся два двойных подвижных блока шестерен £5 » Б6.
На валу IX наглухо закреплены зубчатые колеса 33, 37, 40, 24 н 44. Блоки шестерен Б$ и Б6 могут быть включены поочередно, т. е. один из них должен быть всегда в нейтральном положении. Блок шестерен Б5 может сцепляться с шестерней 33 или 37, а блок шестерен Бе с шестерней 40 или 44. Вал X получает „вращение от вала IX через двойной блок шестерен Б7, который может сцепляться с шестернями 40 или 24, установленными на валу IX. Валы X и XI связаны постоянной зубчатой передачей 25—50. На валу А7 имеется двойной подвижной блок шестерен Б3, который может сцепляться с шестернями 28 или 64, закрепленными на втулке, связанной с валом XII предохранительной муфтой Мп.
Как можно видеть из рис. 90, в, коробка подач обеспечивает валу XII шестнадцать различных скоростей вращения.
Вал XIII получает вращение от коробки подач через шестерни 43—54. На конце вала XIII закреплен двухзаходный червяк, находящийся в зацеплении с червячным колесом 32, закрепленным на хвостовике правой конической шестерни 36 дифференциала. Левая коническая шестерня 36 дифференциала закреплена на валу XV. Конические сателлиты 18 и 18 свободно вращаются на концах Т-образного вала, который через самотормозящую червячную передачу /—32 связан с электродвигателем быстрых перемещений,
От вала XV при включенной муфте М2 движение сообщается через конические шестерни 30—30, вал XVII, зубчатые колеса 22, 44, 22 валу XIX и червяку с осевым модулем 8 мм. Последний посредством червячной рейки сообщает столу продольную подачу.
Червяк смонтирован на подшипниках качения в корпусе поперечных салазок, а червячная рейка жестко закреплена па нижней стороне рабочего стола.
Наименьшая скорость продольной подачи s mill определяется из выражения

Поперечная подача осуществляется при включенной муфте Mi от вала XV через цепную передачу 24—19 и ходовой винт XVI.
Наибольшая скорость поперечной подачи sn max определяется из выражения
'

Вспомогательные движения. Вертикальное перемещение шпиндельной бабки производится от вала XV при включенной муфте М\ через шестерни 35—44, вал XXIII, червячную передачу /—32, шестерни 17—30 и рейку т —6 мм, прикрепленную к шпиндельной бабке.
Быстрые перемещения стола и шпиндельной бабки осуществляются при включении электродвигателя быстрых перемещений мощностью 6 кет; при этом вращается Т-образный вал; сателлиты обкатывают правую коническую шестерню дифференциала, сообщая шестерне 36 и валу XV удвоенное число оборотов.
Скорость быстрых продольных перемещений стола s б определяется из выражения

Ручное продольное перемещение стола осуществляется маховичком Мх2 при включенной .муфте Af3. Движение передается через червячную передачу 2—30,*вал XVIII, шестерни 44—22, вал XIX и червячно-реечную передачу.
Ручное поперечное перемещение стола осуществляется маховичком Mxi через шестерни 28—28, вал XXI, конические колеса 36—24, вал XXII, червячную передачу 2—40 и ходовой винт XVI с гайкой Г.
Муфта М2 сблокирована с муфтой М3; при включении одной из них другая автоматически выключается.
Лабораторно - екскурсійна робота № 5.
Обладнання механообробного цеху та транспорт
для обслуговування верстатів
Загальні вказівки до проведення лабораторної роботи
˝Транспорт для обслуговування верстатів.˝
Робота повинна проводитися экскурсійно під час виробничої практики на машинобудівних заводах. У ході практики студенти повинні вивчити різноманітні види транспорту (міжцеховий, унутріцеховий, міжверстатний) і його призначення, а також ознайомитися з конструкцією та роботою приладів, що забезпечують верстати з ЧПУ (інструментальні магазини, тактові столи, конвеєри та т. і.).
В звіті треба дати опис усіх видів транспорту для обслуговування верстатів, а також зробити ескізи та компоновочні схеми розглянутих приладів, що забезпечують верстати з ЧПУ.
Означений розділ звіту зберігається та індивідуально захищається при виконанні лабораторного практикума з дисципліні ˝ Обладнання та транспорт механооб-робних цехів.˝