

Техническая характеристика станка
Наибольший диаметр сверления в мм 50
Вылет шпинделя в мм 1500
Наибольший ход шпинделя в мм 350
Конус отверстия шпинделя . Морзе № 5
Число скоростей вращения шпинделя ........ 10
Пределы чисел оборотов шпинделя в минуту 55—1650
Количество величин подач шпинделя ......... 9
Пределы величин подач в мм/об . . 0,15—1,2
Скорость вертикальных перемещений траверсы в мм/мин 900 Мощность в квт:
электродвигателя перемещения траверсы .... 1,3
главного электродвигателя 5,5
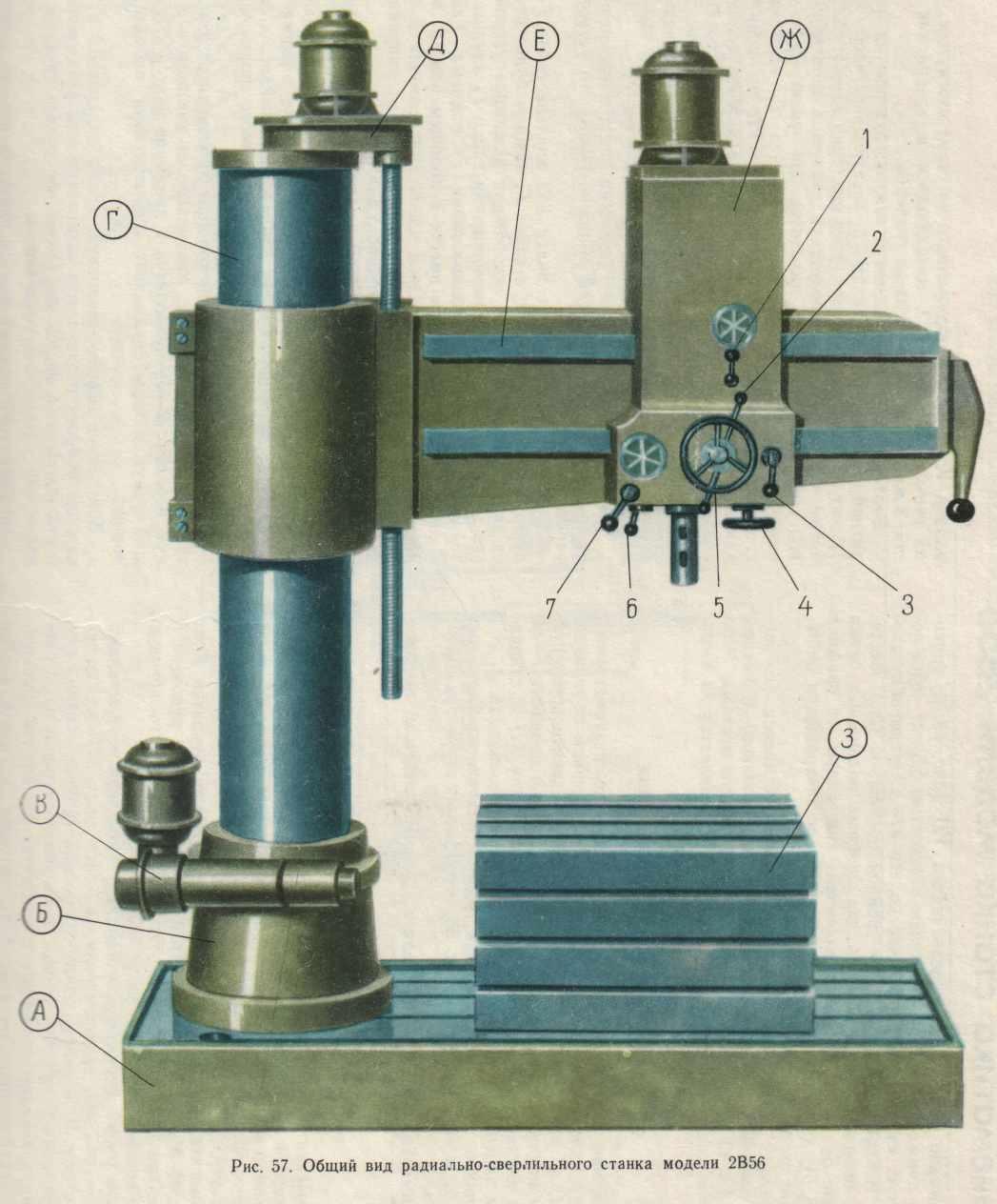
Основные узлы станка (рис. 57). А — основание; Б — неподвижная колонна; В — механизм зажима поворотной колонны; Г — полая поворотная колонна; Д — механизм подъема, опускания и зажима траверсы; Е — траверса; Ж — шпиндельная бабка с коробкой скоростей и коробкой подач; 3 — приставной стол.
Органы управления: / — рукоятка переключения коробки подач; 2 — рукоятка быстрого ручного перемещения шпинделя и включения автоматической подачи; 3 — рукоятка установки автоматического выключения подачи; 4 —;маховичок ручного медленного перемещения шпинделя; 5 — маховичок .ручного радиального перемещения шпиндельной бабки; 6 — маховичок переключения коробки скоростей; 7 — рукоятка включения, выключения и реверсирования главного электродвигателя.
Движения в станке. Движение резания — вращение шпинделя. Движение подачи — вертикальное осевое перемещение шпинделя. Вспомогательные движения: ручное горизонтальное перемещение шпиндельной бабки по траверсе; механическое вертикальное перемещение траверсы по поворотной колонне и зажим траверсы на поворотной колонне; ручной поворот траверсы с колонной и механическое закрепление поворотной колонны.
Принцип работы. Обрабатываемая деталь устанавливается на основании А станка или на приставном столе 3. Режущий инструмент укрепляется в шпинделе станка. Для совмещения оси инструмента с осью будущего отверстия шпиндельную бабку Ж необходимо вручную перемещать по направляющим траверсы Е, которая в свою очередь может быть повернута вместе с полой поворотной колонной Г.
Установка траверсы по высоте в зависимости от размера обрабатываемой детали обеспечивается перемещением траверсы относительно поворотной колонны.
Для сверления несквозных отверстий станок снабжен механизмом автоматического останова подач.
Конструктивные особенности. Изменение чисел оборотов шпинделя и подач обеспечивается коробками скоростей и подач с од-норукояточным управлением. Станок снабжен механизмом автоматического выключения подачи по достижении требуемой глубины сверления.
Подъем и опускание траверсы осуществляется самостоятельным электродвигателем, приводящим в движение специальный механизм, смонтированный в траверсе. Зажим траверсы .на полой поворотной колонке происходит автоматически после прекращения подъема или опускания траверсы.
Модификации радиально-сверлильных станков. Значительное распространение получили различные модели радиально-сверлиль-ных станков, предназначенные для сверления отверстий диаметром от 35, 50, 75 до 100 мм.
Наиболее распространенными являются модели 2А53, 2А55, 2П56, 257, 258 и др.
Станок 2А53 рассчитан на наибольший диаметр сверления 35 мм в мягкой стали. Наличие в нем электромеханического устройства для предварительного выбора скоростей и концентрация всех органов управления в нижней части шпиндельной головки обеспечивает простоту и легкость управления. Повышенная жесткость допускает обработку деталей с высокой производительностью и точностью. Закрепление шпиндельной головки на траверсе производится механизмом, дающим команду гидравлическому зажиму. В настоящее время выпущен аналогичный станок модели 2Н53. Радиально-сверлильные станки моделей 2А55 и 2Н55 устроены аналогично и в основном отличаются размером обрабатываемых отверстий (до 50 мм). Станок, модели 2П56 по конструкции значительно отличается от предыдущих. Он допускает' сверление как вертикальных, горизонтальных, так и наклонных отверстий в крупногабаритных деталях.
Кинематика станка модели 2В56
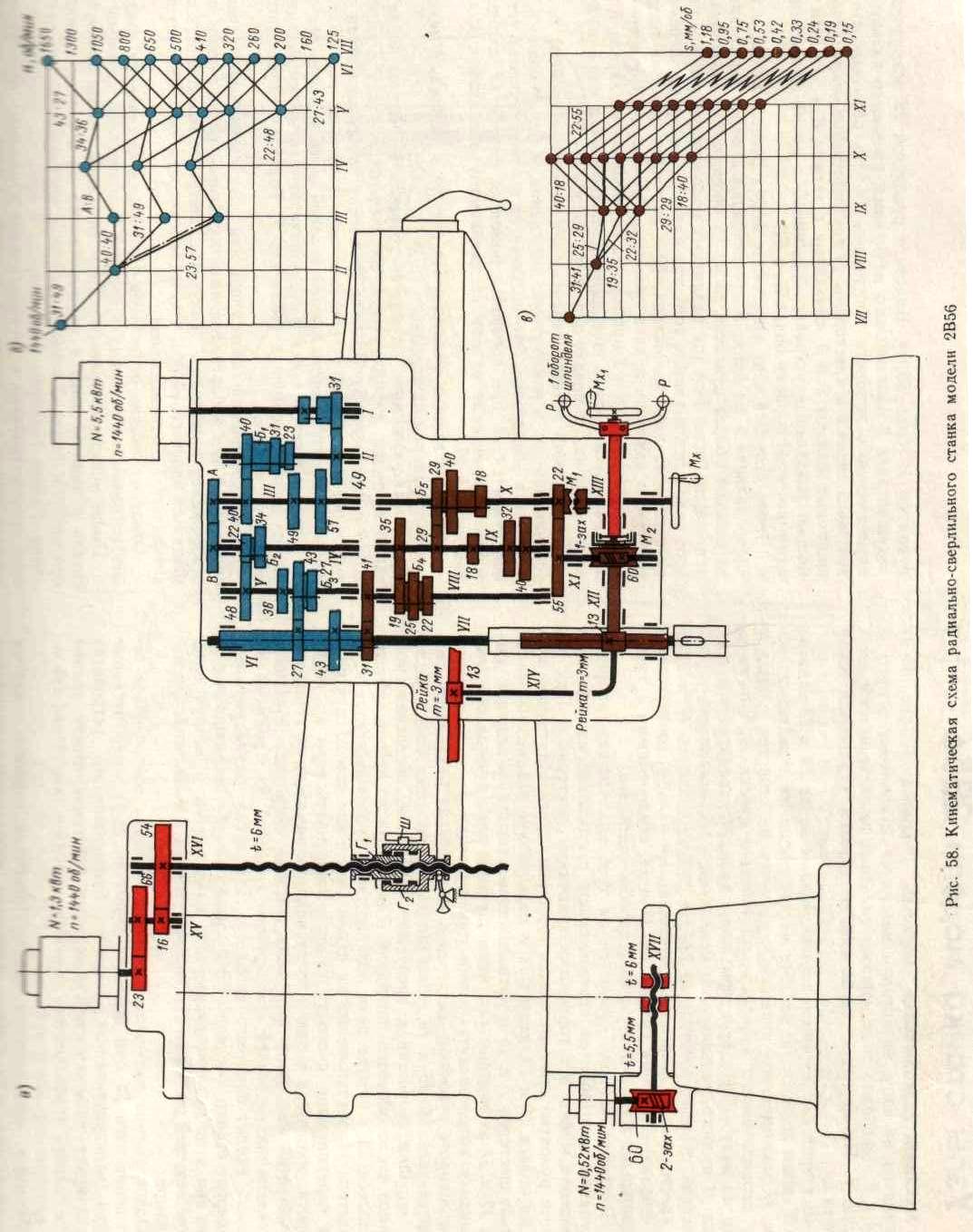
Движение резания. Шпиндель станка VII (рис. 58, а) приводится в движение электродвигателем мощностью 5,5 кет через полужесткую муфту, цилиндрические колеса 31—49 и коробку скоростей. В коробке расположены тройной подвижной блок шестерен Бь сменные колеса А—В и два двойных подвижных блока шестерен Б2 и Б3. Коробка скоростей, как видно из графика (рис. 58,6), дает только 10 различных скоростей вращения шпинделя. Две скорости вращения совпадают.
Обычно к станку прилагаются два сменных колеса (по желанию потребителя число их может быть увеличено) с числом зубьев Л = 40 и В = 33. Эти колеса можно менять местами. Максимальное число оборотов шпинделя nmax определяется из выражения

Движение подачи. Движение подачи шпинделя заимствуется от полого вала VI, связанного шлицевым соединением со шпинделем VII, и передается через шестерни 31—41, девятискоростную коробку подач, колеса 22—55, вал XI, червячную передачу /—60 реечной шестерне 13, закрепленной на полом валу XII и находящейся в зацеплении с рейкой т = 3 мм гильзы шпинделя.
В коробке подач находится два тройных подвижных блока шестерен Б4 и Б5. График на рис. 58, в показывает структуру коробки подач.
Минимальная подача шпинделя smin определяется из выражения

Включение и выключение механической подачи осуществляется фрикционной муфтой М2, которая управляется рукоятками Р. При перемещении рукояток на себя фрикционная муфта М2 сцепляет червячное колесо 60 с полым валом XII, включая механическую подачу.
Вспомогательные движения. При перемещении рукояток Р от себя муфта М2 выключается; в этом случае поворотом рукояток Р относительно оси полого вала XII можно производить вручную быстрые перемещения шпинделя.
Ручное точное перемещение (подача) шпинделя осуществляется маховичком Мх, закрепленным на полом валу XIII при включенной муфте M1 и нейтральном положении тройного подвижного блока шестерен Б5 коробки подач. Перемещение шпиндельной бабки по направляющим траверсы производится вращением маховичка Мх1, закрепленного на валу XIV, который проходит внутри полых валов XII и XIII, расположенных соосно. На другом конце
вала XIV, условно изображенного на схеме изогнутым, установлена реечная шестерня 13, находящаяся в зацеплении с рейкой т = 3 мм. Рейка закреплена на траверсе.
Вертикальное перемещение и зажим траверсы на полой поворотной, колонне осуществляются электродвигателем мощностью 1,3 квт. От электродвигателя через шестерни 23—66, вал XV и зубчатые колеса 16—54 приводится в движение вертикальный ходовой винт XVI. На винте находятся две гайки, расположенные внутри траверсы. Из них верхняя — гайка Г1 подъема — может свободно вращаться с ходовым винтом XVI, но вдоль винта она двигается только вместе с траверсой. На нижнем конце гайки Г\ подъема имеются зубья, которыми она может соединяться с внутренними зубьями гайки Г2, т. е. гайки зажима. Эта гайка вращаться с ходовым винтом не может, так как она связана с траверсой направляющей шпонкой Ш. При вращении ходового винта гайка Г2 перемещается вдоль его оси.
На нижнем конце гайки Г2 зажима имеется кольцевая проточка, в которую входит вилка рычажно-зажимного устройства траверсы.
При вращении ходового винта XVI вначале гайка Г1 подъема будет свободно вращаться, а гайка Г2 зажима будет перемещаться вдоль ходового винта, освобождая зажимное устройство траверсы. После некоторого перемещения гайки Г2 зажима ее зубья войдут в зацепление с зубьями гайки Л подъема. Гайка Г1 не сможет больше вращаться вместе с ходовым винтом, вследствие чего она начнет перемещаться вдоль винта вместе с траверсой, перемещая ее вверх или вниз в зависимости от направления вращения электродвигателя и ходового винта.
После перемещения траверсы до требуемой высоты кнопку пуска электродвигателя освобождают; благодаря соответствующей электрической схеме электродвигатель получит вращение в обратном направлении. Вследствие этого гайка зажима Г2 будет двигаться в противоположном направлении, выйдет из зацепления с гайкой Г\ подъема, дойдет до нейтрального положения и заклинит зажимное устройство траверсы.
Зажим полой поворотной колонны производится электродвигателем мощностью 0,52 квт, при вращении которого через червячную передачу 2—60 приводится в движение винт XVII, стягивающий хомут, который связывает поворотную и неподвижную колонны.
Винт имеет дифференциальную резьбу с шагом 5,5 и 6 мм; при каждом обороте винта хомут сжимается или расходится на разность шагов, т. е на 0,5 мм. Червячное колесо связано с хвостовиком винта шлицевым соединением.
По окончании зажима хомута электродвигатель автоматически останавливается.
ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК
МОДЕЛИ 262Г
Назначение станка. Станок предназначен для сверления, растачивания, зенкерования и развертывания точных и взаимосвязанных отверстий, подрезания торцов радиальным суппортом, фрезерования плоскостей и нарезания резьб расточным шпинделем в условиях индивидуального и серийного производства.
Техническая характеристика станка
Диаметр расточного шпинделя в мм ........ 85
Размеры рабочей поверхности стола в мм ....... 800 — 1000
Наибольший вес обрабатываемой детали в кг .. -.. 2000 Расстояние от оси шпинделя до поверхности стола в мм:
наименьшее 45
наибольшее 800
Число скоростей вращения шпинделя 18
Пределы чисел оборотов шпинделя в минуту 20—1000
Число скоростей вращения планшайбы 14
Пределы чисел оборотов планшайбы в минуту .... 10 — 200
Количество величин подач рабочих органов 18
Пределы величин продольных и поперечных подач стола
на один оборот шпинделя в мм/об 0,025 — 8
Пределы величин осевых подач шпинделя в мм/об . . 0,05 — 16 Пределы величин вертикальных подач шпиндельной бабки
на один оборот шпинделя в мм/об 0,025—8
Пределы величин подач радиального суппорта на один
оборот планшайбы в мм/об 0,025—8
Пределы величин продольных и поперечных подач стола
на один оборот планшайбы в мм/об 0,05—16
Пределы вертикальных подач шпиндельной бабки па один
оборот планшайбы в мм/об 0,05—16
Мощность главного электродвигателя в кет 6,5/7
Число метрических резьб , . . . . 16
Пределы шагов метрических резьб в мм ...... 1—10
Число дюймовых резьб 14
Пределы чисел ниток на 1" 4—20
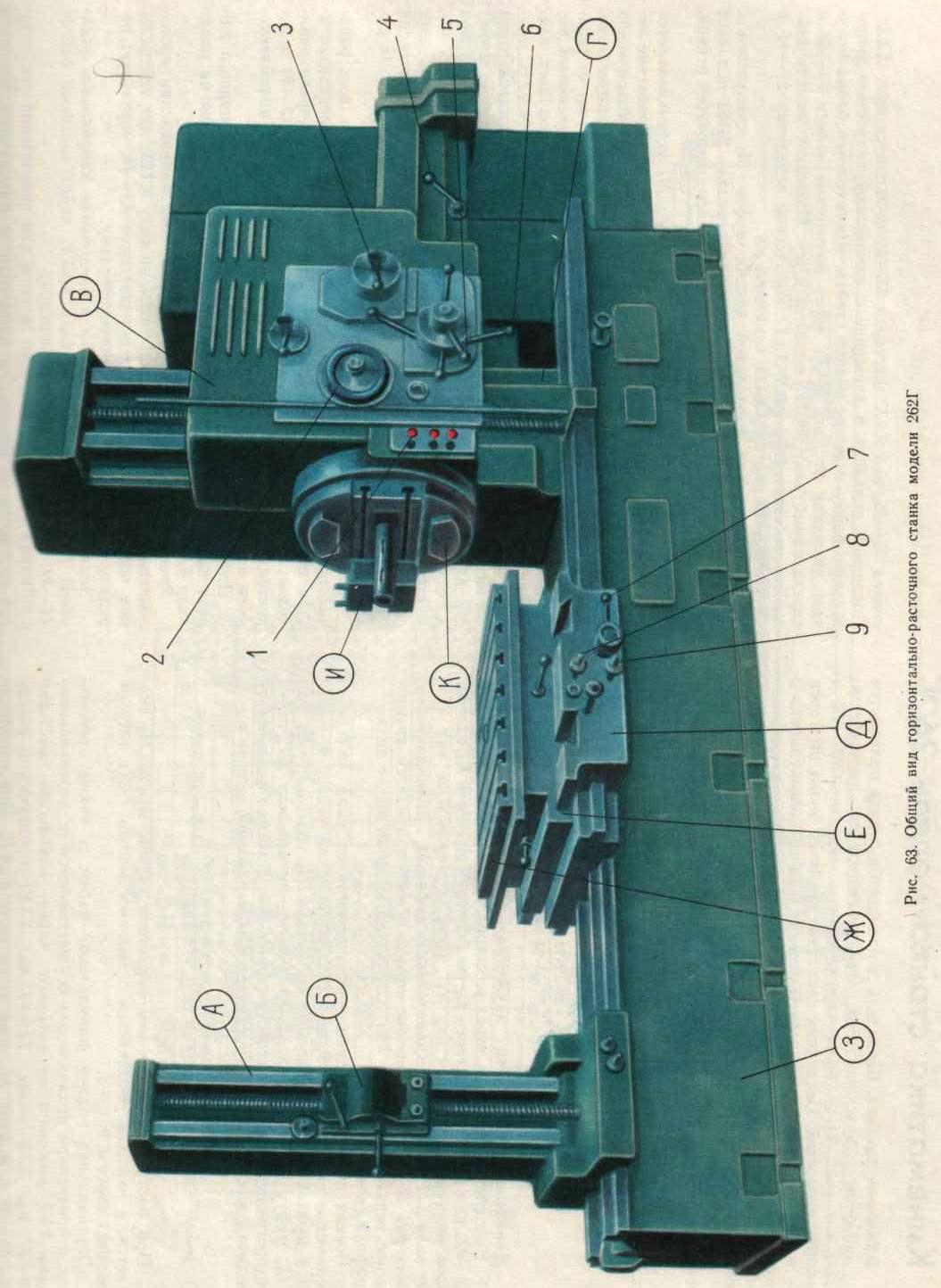
Основные узлы станка (рис. 63). А — задняя стойка; Б — люнет с опорным подшипником; В — шпиндельная бабка с коробкой скоростей и коробкой подач; Г — передняя стойка; Д — продольные салазки; £ — поперечные салазки стола; Ж — стол; 3—станина; И — радиальный суппорт; К — планшайба.
Органы управления. / — кнопочная станция; 2 — маховичок точного ручного перемещения шпинделя суппорта, планшайбы, шпиндельной бабки и стола; 3 — рукоятка управления коробкой скоростей; 4 — рукоятка зажима шпинделя; 5 — маховичок ручного перемещения радиального суппорта; 6 — штурвал ручного перемещения шпинделя; 7 — рукоятка включения механической подачи шпиндельной бабки и стола- 8 — рукоятка ручного поперечного перемещения стола; 9 — рукоятка ручного продольного перемещения стола.
Движения в станке. Движения резания — вращение шпинделя или шпинделя и планшайбы. Движения подач: осевое поступательное перемещение шпинделя, продольное перемещение стола, поперечное перемещение стола, вертикальное перемещение шпиндельной бабки и радиальное перемещение суппорта планшайбы. Взаимосвязанное движение — поступательное перемещение расточного шпинделя при нарезании внутренней резьбы резцом. Вспомогательные движения: перемещение задней стойки в продольном направлении; быстрые перемещения стола, шпиндельной бабки и шпинделя: ручное перемещение шпиндельной бабки, стола, шпинделя, радиального суппорта и точное установочное перемещение опорного люнета.
Принцип работы. Обрабатываемая деталь закрепляется непосредственно на столе станка или в соответствующем приспособлении. Режущие инструменты устанавливаются в шпинделе на планшайбе или на радиальном суппорте.
При растачивании коротких отверстии подача сообщается шпинделю; при обработке длинных и соосных отверстий с помощью борштанги, второй конец которой вводится во втулку опорного подшипника люнета, подача, как правило, сообщается столу в продольном направлении. В случае нарезания резьбы шпинделю сообщается за один его оборот осевое поступательное перемещение, равное шагу нарезаемой резьбы.
При фрезеровании движение подачи сообщается столу в поперечном направлении или шпиндельной бабке в вертикальном направлении.
При подрезании торцов и растачивании канавок движение резания сообщается планшайбе с радиальным суппортом, а его перемещение в радиальном направлении является подачей.
Конструктивные особенности. Применено преселективное однорукояточное управление коробками скоростей и подач. Установлен привод быстрых перемещений рабочих органов станка. Имеется специальный механизм точных ручных перемещений рабочих органов станка.
Кинематика станка модели 262Г
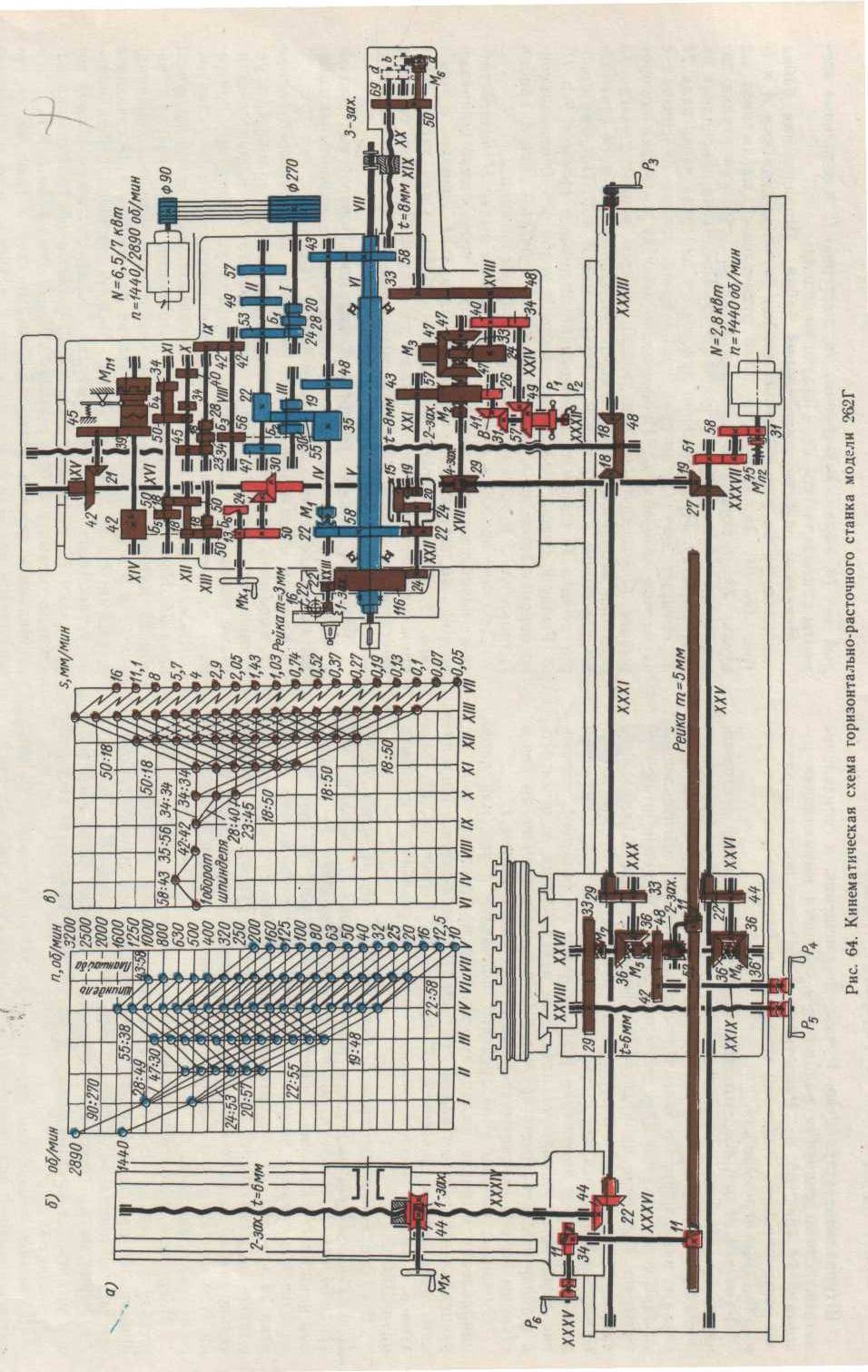
Движения резания. Шпиндель и планшайба станка приводятся в движение двухскоростным электродвигателем мощностью 6, 5/7 кет (рис. 64, а) через клиноременную передачу 90—270 и коробку скоростей. Последняя имеет два тройных блока шестерен />i и Б2, обеспечивающих девять передач, что в совокупности с двухскоростным электродвигателем позволяет сообщить шпинделю VII через колеса 43—58 восемнадцать различных чисел оборотов в минуту (рис. 64. б).
Наибольшее число оборотов шпинделя nmax в минуту с учетом упругого скольжения ремня опеределяется из выражения

Для
планшайбы пп
„,-.,. определяется
из выражения

Движения подач. Эти движения заимствуются от вала IV. Вращение передается через шестерни 35—56, вал VIII, колеса 42—42, вал IX, блок шестерен £3, вал' X, блок шестерен Eit вал XI, блок шестерен Б5, полый вал XII, блок шестерен Б6 и вал XIV. От вала XIV через предохранительную муфту Мп , цилиндрические шестерни 39—45 и конические колеса 21—42 приводится во вращение вертикальный вал XVI. Структура коробки подач видна из графика (рис. 64, в).
Осевая подача шпинделя осуществляется от вала XVI через червячную передачу 4—29, вал XVII, конический реверс 47—47— 47 с муфтой М3, шестерни 33—24, вал XVIII, колеса 48—33, вал XIX, муфту А16, шестерни 50—69 и трехзаходный винт XX, гайка которого соединена поводком со шпинделем. Максимальная осевая подача шпинделя жш тах определяется из выражения
![]()
При настройке станка для нарезания резьбы муфта М6 снимается, а вал XIX соединяется с ходовым винтом XX гитарой сменных колес а, Ь, с и d.
Вертикальная, подача шпиндельной бабки, а также продольная и поперечная подачи стола осуществляются от вертикального вала XVI, вращение от которого через конические шестерни 19—27, вал XXV, колеса 22—44, вал XXVI и конический реверс 36—36—36 с муфтой А14 передается валу XXVII. При сцеплении кулачковой муфты М5, с колесом 36 вращение через конические колеса 36—36, вал XXX, шестерни 33—29 сообщается валу XXXI. Последний приводит в движение с одинаковой скоростью шпиндельную бабку и люнет задней стойки.
Шпиндельная бабка получает движение от вала XXXI через конические колеса 18—48 и двухзаходный винт XXXII с шагом 8 мм. Опорному люнету движение сообщается от вала XXXI конической передачей 22—44 и двухзаходным винтом XXXIV с шагом 6 мм.
Для включения продольной подачи муфта А15 сцепляется с шестерней 48; при этом через червячную передачу 2—52 получает вращение реечная шестерня //, сцепляющаяся с косозубой рейкой, которая закреплена на станине станка.
Для включения поперечной подачи муфта М5 устанавливается в нейтральное положение, а муфта А1; включается, вследствие чего от вала XXVII приводится в движение пара цилиндрических шестерен 33—29 и поперечный ходовой винт XXVIII с шагом 6 мм.
Радиальная подача суппорта планшайбы заимствуется от гильзы V планшайбы и осуществляется через дифференциальный механизм. С одной стороны корпус дифференциала получает вращение непосредственно от гильзы V через шестерни 58—22. С другой стороны солнечная шестерня 20 дифференциала приводится в движение от гильзы V через шестерни 58—22, кулачковую муфту Ali, вал IV, шестерни 35—56, коробку подач, вертикальный вал XVI, червячную передачу 4—29, вал XVII, кулачковую муфту А12, шестерни 57—43 и вал XXI. Дифференциал, суммируя оба эти движения, сообщает вращение валу XXII и далее через шестерни 24—116—22, червячную передачу 1—22 и реечную передачу 16 радиальному суппорту планшайбы.
Вспомогательные движения. Быстрые перемещения всех рабочих органов станка осуществляются от отдельного электродвигателя мощностью 2,8 кет, вращение от которого через предохранительную муфту М „-, и редуктор с колесами 31—58 и 45—51 передается валу XXV и далее по ранее рассмотренным кинематическим цепям к рабочим органам станка.
Для ручного перемещения шпиндельной бабки и опорного люнета задней стойки служит рукоятка Рз, установленная на конце вала XXXIII.
Ручное перемещение стола в продольном направлении производится рукояткой Ра, установленной на валу XXIX, при нейтральном положении муфты Л15, через шестерни 42—48, червячную передачу 2—52 и косозубую реечную передачу.
Задняя стойка перемещается в продольном направлении рукояткой Р6, установленной на валу XXXV, через винтовые колеса //—34, вал XXXVI и реечную передачу.
Точная установка опорного люнета для обеспечения его строгой соосности со шпинделем производится маховичком Л1л- через червячную передачу 1-44.
КООРДИНАТНО-РАСТОЧНЫЙ
СТАНОК МОДЕЛИ 2450 Общая характеристика станка
Назначение станка. Станок предназначен для обработки отверстий, с точным межосевым расстоянием без применения разметки и кондукторов, для чистового фрезерования, а также для точного измерения расстоянии между отверстиями готовых изделий в условиях индивидуального и мелкосерийного производства, главным образом в инструментальных и экспериментальных цехах.
Техническая характеристика станка
Размеры рабочей поверхности стола в мм:
длина . 1100
ширина 6.30
Наибольшие перемещения стола в мм:
продольное 1000
поперечное . . 600
Наибольшее вертикальное перемещение шпинделя в мм . 250
Наибольшее перемещение шпиндельной коробки в мм . 250
Расстояние от торца шпинделя до стола в мм:
наибольшее 750
наименьшее 250
Расстояние от оси шпинделя до стойки в мм -700
Пределы чисел оборотов шпинделя в минуту 50—1900
Пределы величин осевой подачи шпинделя в мм/об . . 0,04—0,16 Наибольший диаметр в мм:
при расточке . 250
при сверлении ......... 40
Точность установки стола по координатам в мм . . . ±0,01
Скорость подачи стола в продольном и поперечном на правлениях в мм/мин 36
Скорость быстрых перемещений стола в продольном и
поперечном направлениях в мм/мин 1000
Мощность в кит:
главного электродвигателя 2
электродвигателя привода стола 0,4
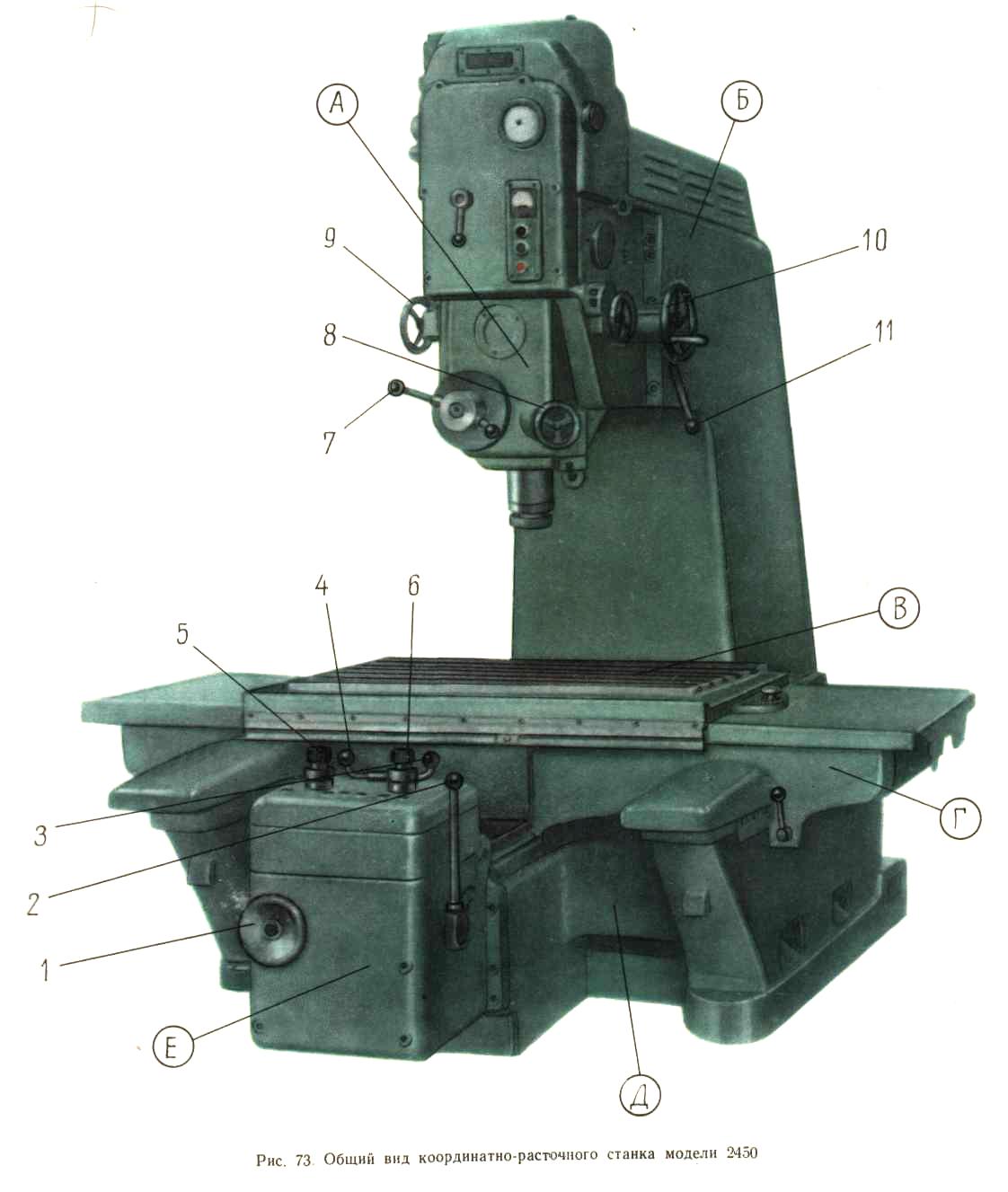
Основные узлы станка (рис. 73). А — шпиндельная бабка; Б -стойка с коробкой скоростей и вариатором подач; В — стол; Г —поперечные салазки; Д — станина; Е — привод перемещений стола.
Органы управления. / — маховичок для точных ручных перемещений стола; 2 — рукоятка включения быстрых и медленных перемещений стола; 3 — рукоятка включения поперечной механической подачи стола; 4—рукоятка включения продольной механической подачи стола; 5 — маховичок для установки стола в продольном направлении; 6 — маховичок для установки стола в поперечном направлении; 7 — рукоятка быстрого ручного перемещения и включения механической подачи шпинделя; 8—маховичок ручного вертикального перемещения шпинделя; 9 — маховичок переключения коробки скоростей; 10 — маховичок перемещения шпиндельной бабки; 11 — рукоятка для закрепления шпиндельной бабки.
Движения в станке. Движение резания — вращение шпинделя с инструментом. Движения подач— осевое перемещение шпинделя, продольное и поперечное перемещение стола. Вспомогательные движения: ручное вертикальное установочное перемещение шпиндельной бабки; установочное перемещение стола в продольном и поперечном направлениях; ручное вертикальное перемещение гильзы со шпинделем.
Принцип работы. Обрабатываемая деталь устанавливается на столе станка. Режущий инструмент укрепляют в шпинделе. Оси обрабатываемых отверстий совмещают с осью шпинделя перемещением стола в продольном и поперечном направлениях в соответствии с заданными координатами. Отсчет величины перемещения стола производится с помощью оптических систем. При обработке отверстий подачей является осевое перемещение шпинделя, при чистовом фрезеровании подача сообщается столу.
Конструктивные особенности. Станок имеет раздельные механизмы привода шпинделя и рабочего стола. Он снабжен универсальным поворотным столом, позволяющим осуществлять обработку отверстий в полярной системе координат с отчетом углов по лимбам, деление окружности на равные части с помощью делительных дисков, а также обработку наклонных отверстий. Станок модели 2450 является одноколонным, с вертикальным перемещением шпиндельной головки и прямоугольным столом, получающим перемещения в продольном и поперечном направлениях.
Отсчет величины перемещений стола с точностью до 0,01 мм производится по точным шкалам оптического устройства.
Скорость вращения шпинделя изменяется бесступенчато от регулируемого электродвигателя постоянного тока
Изменение величины подачи шпинделя на станке модели 2450 также производится бесступенчато. Для этой цели в приводе подач шпинделя установлен вариатор с раздвижными конусами и стальным кольцом. Для обработки отверстий на заданную глубину станок снабжен специальным автоматическим выключателем подачи. Рациональное расположение всех органов управления обеспечивает удобство работы на станке.
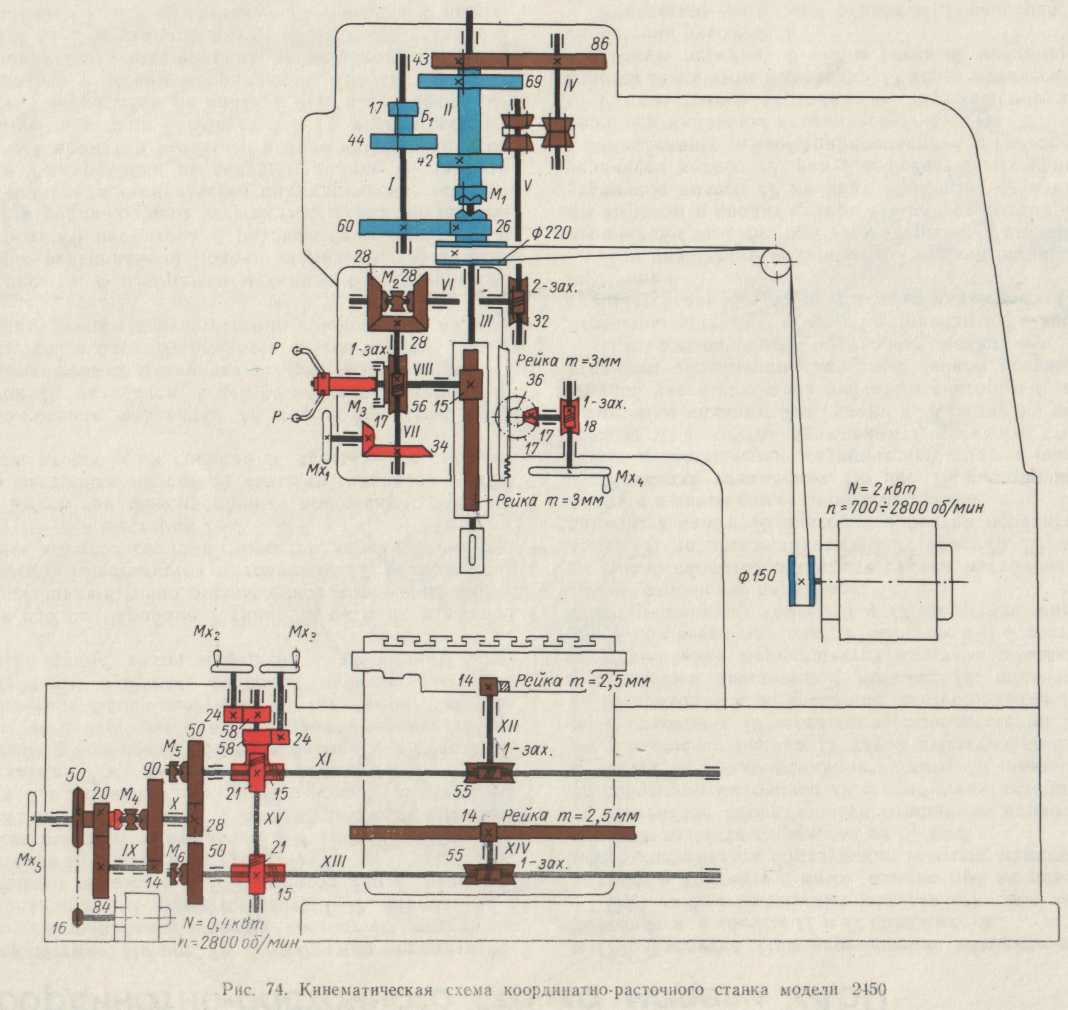
Кинематика стайка модели 2450
Движение резания. Привод движения резания состоит из электродвигателя, плоскоременной передачи и двойного перебора (рис. 74).
От электродвигателя постоянного тока мощностью 2 кет с бесступенчатым, изменением скоростей в диапазоне 1: 4, через угловую ременную передачу 150—220 вращение сообщается полому валу, находящемуся на шпинделе /// и несущему на себе шестерню 26.
Верхние числа оборотов сообщаются шпинделю /// при включенной муфте Mi. Две другие ступени скорости осуществляются при выключенной муфте Afi через перебор, имеющий двойной подвижный блок шестерен Б\.
Для включения первой ступени перебора блок Б1 смещается вверх так, что его венец 17 зацепляется с колесом 69, закрепленным на полом валу //, а муфта М1 выключается. Вращение от приводного шкива 220 передается шестерням 26—60, валу / и далее шестернями 17—69 полому валу //, связанному со шпинделем шлицевым соединением.
Вторая ступень перебора включается при смещении блока Б1 вниз, когда его венец 44 входит в зацепление с шестерней 42. Вращение от приводного шкива 220 передается шпинделю шестернями 26—60, валом / и шестернями 44—42. В этом случае муфта М| также должна быть выключена.
В пределах каждой ступени числа оборотов шпинделя /// плавно изменяются электродвигателем. Наименьшее число оборотов шпинделя nmln может быть определено из выражения

Движения подач. Подача шпинделя заимствуется от полого вала //, от которого движение передается через шестерни 43—86, вал IV, вариатор с раздвижными конусами и стальным кольцом, вал V, червячную передачу 2—32, вал VI. конический реверс 28— 28—28, управляемый муфтой М2, вал VII, червячную передачу 1—56, фрикционную муфту М3, вал VIII и реечную шестерню 15, находящуюся в зацеплении с рейкой т=3 мм, закрепленной на гильзе шпинделя.
Механический вариатор с раздвижными конусами и стальным кольцом обеспечивает бесступенчатое изменение скоростей подачи шпинделя в диапазоне 1: 4. Минимальное передаточное отношение вариатора равно 1/2, а максимальное — 2. Наименьшая подача шпинделя smin определяется из выражения

Механическая подача стола в продольном и поперечном направлениях, исполь-зуемая при тонком фрезеровании, осуществляется реверсивным электродвига-телем мощностью 0,4 кет. Движение передается через цепную передачу 16—50, перебор 20—84 и 14—90 (при правом положении муфты М4), вал X, шестерни 28— 50—50, червячные и реечные передачи.
Для осуществления продольной подачи включается муфта Л15, при этом вращение сообщается валу XI, червячной передаче /—55, валу XII и реечной шестерне 14, находящейся в зацеплении с рейкой т=2,5 мм, прикрепленной к продольным салазкам стола. Поперечная подача стола включается муфтой Г М6, при этом цепь движения аналогична предыдущей: приводится в движение вал XIII, червячная передача /—55, вал XIV и реечная шестерня 14, зацепляющаяся с рейкой т = 2,5 мм, прикрепленной к поперечным салазкам стола.
Величина s продольной и поперечной подач стола определяется из зависимости

Вспомогательные движения. Для сообщения столу быстрых перемещений муфта М^ включается влево, при этом движения передаются столу непосредственно от вала X, минуя перебор. Скорость быстрых перемещений стола s6 в продольном и поперечном направлениях может быть определена из выражения

Для ручного установочного перемещения стола в поперечном направлении служит маховичок Мх, вращение от которого передается через шестерни 24—58, вал XV, винтовые колеса 15—21, вал XIII и червячную передачу /—55 реечной шестерне 14. Поворотом маховика Мх3 по аналогичной 'кинематической цепи стол перемещается в продольном направлении.
Ручное установочное перемещение шпиндельной бабки достигается поворотом маховичка Мх через червячную передачу /—18, конические колеса 17—17 и реечное колесо 36, находящееся в зацеплении с рейкой т = 3 мм, прикрепленной к корпусу бабки.
Быстрое ручное перемещение шпинделя достигается вращением рукояток Р при включенной муфте Мг.
Ручное точное перемещение шпинделя осуществляется маховичком Мх при нейтральном положении муфты М2 через конические колеса 17 34, вал VII, червячную передачу /—56, муфту М3 и реечную передачу.
Лабораторна робота № 3.
Основні частини, рухи, кінематичний аналіз та
настроювання зубофрезерувальних верстатів
Мета роботи.
1.1. Ознайомлення та вивчення устрію, призначення та взаємодії механізмів
зубофрезерувальних верстатів.
1.2 Вивчення області технологічного використання цих верстатів.
1.3. Отримання практичних навичок аналізу кінематичних схем зубофрезеру-
вальних верстатів.
1.4. Вивчення основних прийомів настроювання зубофрезерувальних
верстатів.
Послідовність виконання роботи.
2.1. Самостійно, до початку проведення лабораторної роботи, по приложенню 1
ознайомитися із загальним видом, конструкціями зубофрезерувальних верс-
татів, органами керування, механізмами регулювання та запобігаючими
пристроями.По лекційному матеріалу вивчитити їх кінематичну структуру.
На лабораторній роботі:
2.2. Ознайомитися з видами робіт, що виконуються на верстатах і інструментами,
що застосовуються.
2.3. Вивчити основні кінематичні ланцюги верстатів та їхній взаємозв’язок.
2.4. Вивчити основні прийоми настроювання верстатів на зубофрезерування.
2.5. Заміряти робочу зону верстату моделі 5Е32 та скласти схему налагоджу-
вання на зубофрезерувальних за індивідуальним варіантом.
2.6.Скласти та захистити звіт з лабораторної роботи.
Обладнання, пристрої, інструмент.
- загальні види, опис та кінематичні схеми верстатів моделей:
5Д32, 5Е32;