

1.3. Анализ современных cam и capp
1.3.1. Система adem
Программный комплекс ADEM (англ. Automated Design Engineering Manufacturing)— российская интегрированная CAD/CAM/CAPP система, предназначенная для автоматизации конструкторско-технологической подготовки производства.
Разработка системы была начата в 90-х годах двумя основными группами разработчиков из Москвы (конструкторский САПР «CherryCAD» — лауреат премии Совета Министров СССР 1990 года) и Ижевска (технологический САПР «Катран»).
ADEM был создан, как единый продукт, включающий в себя инструментарий для конструкторов (CAD), технологов (CAPP) и программистов ЧПУ (CAM). Поэтому он содержит нескольких различных предметно-ориентированных САПР под единой логикой управления и на единой информационной базе.
ADEM позволяет автоматизировать следующие виды работ:
проектирование, конструирование и моделирование изделий;
оформления чертежно-конструкторской документации в соответствии с требованиями ЕСКД;
проектирование техпроцессов и оформления технологической документации в соответствии с требованиями ЕСТД;
программирования оборудования с ЧПУ;
управления архивами и проектами;
реновации накопленных знаний (бумажных чертежей, перфолент).
Можно сказать, что ADEM эквивалентен комплексу из шести профессиональных специализированных систем, которые имеют единые математическое ядро и инфраструктуру.
На самом деле, если и можно скомпоновать аналог ADEM из нескольких систем, то, скорее всего, это получится очень дорогостоящий и значительно более сложный в обучении и внедрении продукт. Причем такой степени интеграции между составляющими как в системе ADEM вряд ли удастся достичь.
Еще одной важной компонентой системы является более чем тридцатилетний опыт автоматизации отечественных и зарубежных машиностроительных предприятий, который в сплаве с современными информационными технологиями определяет высокую надежность и эффективность системы. В части проектирования и конструирования система ADEM имеет самый современный инструментарий объемного и плоского гибридного моделирования. Система содержит обширные библиотеки отечественных и зарубежных стандартов оформления конструкторской документации и стандартных изделий. Благодаря постоянному сотрудничеству с передовыми производителями и поставщиками станков и инструментов, такими как: HANDTMANN, TRUMPF, KUKA Robot Group, УМК «ПУМОРИ-СИЗ», СФТехнологии, HAIMER, ISCAR, SANDVIK, Скиф-М, Rost Group, и др. в системе постоянно совершенствуются методы подготовки ЧПУ программ для самого современного отечественного и зарубежного оборудования.
ADEM применяется в различных отраслях: авиационной, атомной, аэрокосмической, машиностроительной, металлургической, станкостроительной и других.
Среди пользователей системы такие известные компании как РКК «Энергия», ПК1 и ПК2 ФГУП "РСК «МиГ», ОАО «Авиаагрегат», ОАО «Моторостроитель», МРК Магнитогорского Комбината, НПО Машиностроения, ГКНПЦ им Хруничева, ОАО «Мотор-Сич», ИЭМЗ «Купол», ОАО «Аксион», ДОАО «Ижевский оружейный завод», «ЧМЗ»(г. Глазов), МКБ «Радуга», ТМКБ «Союз», ХГАПП, корпорации Apple и многие другие. Разработка и внедрение на предприятиях технологий автоматизации, позволяет получить экономический эффект значительно превышающий затраты на внедрение этих технологий.
Разработанный в программно-ориентированной среде Adem CAPP, модуль проектирования технологических процессов Adem CAPP, позволяет проектировать технологические процессы на различные виды производства: механообработка, сборка, сварка, гальваника, покраска, штамповка, термообработка и др. Предлагаемый системой интерфейс пользователя и наполненность баз данных технологического оснащения позволяет инженеру-технологу с наименьшими затратами создать оптимальный единичный, типовой или групповой технологический процесс.
Создание операционных эскизов осуществляется в модуле AdemCAD. Данные из модуля AdemCAM, могут также быть использованы для оформления карт наладок или как часть самого технологического процесса.
В состав включен блок расчета режимов резания и времени обработки, выполненный в соответствии с нормативами общего машиностроения.
AdemCAPP предоставляет возможность формировать различные ведомости и отчеты, например, в дополнение к собственно проектированию маршрута обработки, AdemCAPP предоставляет возможность создания ведомости деталей к любому из спроектированных типовых технологических процессов.
Формировать ведомости можно для единичного ТП, например, ведомость оснастки для ТП механообработки или ведомость материалов для ТП сборки/сварки, а при использовании архива AdemVault сводные ведомости по всему изделию (сводные ведомости материалов, инструмента, оборудования и др.
Отличительной особенностью модуля является легкая адаптируемость под условия конкретного предприятия. Большое количество единиц оборудования и технологического оснащения (более 4000), полный классификатор операций, разнообразные, выполненные по ГОСТ, выходные формы (более 50) - позволяют сразу после инсталляции системы получать требуемую технологическую документацию. Предоставляется возможность вводить собственные данные по оборудованию и технологическому оснащению.
Если требования к процессу проектирования ТП на предприятии значительно отличаются от требований ЕСТД, возможно проведение и более глубокой адаптации - перенастраивание интерфейсной части системы и самой логики проектирования, введение иных выходных форм документов, подключение нормативно-справочных баз данных предприятия.
Программный доступ к дереву технологического процесса позволяет организовать экспорт информации в систему управления предприятием.
ADEM v9.0 является прямым продолжением развития линейки версий 8.0, 8.1, 8.2, а также переходной версии 8.3, на которой и производилась обкатка новой структуры и возможностей системы.
Группа компаний ADEM, ведущий российский разработчик систем автоматизации конструкторско-технологической подготовки производства, стала участником сети Autodesk Developer Network (ADN) и партнером Autodesk по поддержке решений, в которых применяется технология цифровых прототипов.
ADEM позволяет программировать следующие технологии обработки:
фрезерные 2-5x, в том числе и многопозиционные
токарные, в том числе и многошпиндельные и многотуретные
лазерные 2-5x
электроэрозионные 2-4x
листоштамповку и вибровысечку, а также их комбинации.
Для автоматизации проектирования технологических процессов система ADEM поддерживает практически все существующие виды технологий, включая технологии механообработки, сборки, сварки, термической обработки и прочие. При этом выпуск технологической документации может осуществляться как на стандартных картах и формах (ГОСТ), так и на картах и формах предприятия (СТП). В качестве важного дополнения выступают подсистемы нормирования и оснащения, а также библиотеки материалов, оборудования и инструментов.
Разработанный в программно-ориентированной среде AdemTDM, модуль проектирования технологических процессов AdemCAPP позволяет проектировать технологические процессы на различные виды производства: механообработка, сборка, сварка, гальваника, покраска, штамповка, термообработка и др. Глубоко проработанный интерфейс пользователя и наполненность баз данных технологического оснащения позволяет инженеру-технологу быстро и просто создать оптимальный единичный, типовой или групповой технологический процесс.

Рисунок 1.1 - Проектирование технологических процессов.
Создание операционных эскизов осуществляется в модуле AdemCAD. При использовании совместно с модулем AdemCAM, кроме получения управляющей программы обработки на станках с ЧПУ, информация передается в модуль проектирования ТП и может быть использована для оформления карт наладок или как часть самого технологического процесса. В состав модуля включен блок расчета режимов резания и времени обработки, выполненный в соответствии с “Общемашиностроительными нормативами времени и режимов резания для нормирования работ…”. Использование данного блока расчетов на предприятиях, где технологи в обязательном порядке указывают в техдокументации «основное время обработки», сократит сроки разработки технологической документации, т.к. технологу (особенно неопытному) не потребуется постоянно листать справочники, выискивая в таблицах параметры необходимые для расчета, и производить расчеты на калькуляторе - система сделает это за него.
Имеется возможность формировать различные ведомости и отчеты, например, в дополнение к собственно проектированию маршрута обработки, AdemCAPP предоставляет возможность создания ведомости деталей к любому из спроектированных типовых технологических процессов. Формировать ведомости можно для единичного ТП, например, ведомость оснастки для ТП механообработки или ведомость материалов для ТП сборки/сварки, а при использовании архива AdemVault – сводные ведомости по всему изделию (сводные ведомости материалов, инструмента, оборудования и др.
Отличительной особенностью модуля является легкая адаптируемость под условия конкретного предприятия. Большое количество единиц оборудования и технологического оснащения (более 4000), полный классификатор операций, разнообразные, выполненные по ГОСТ, выходные формы (более 50) - позволяют сразу после инсталляции системы получать требуемую технологическую документацию. В случае если полученный результат не соответствует требованиям конкретного предприятия (что часто является нормой, а не исключением) – можно провести более глубокую адаптацию. Под этим понимается не только модификация нормативно – справочной информации системы, но и возможность перенастраивания интерфейсной части системы и самой логики проектирования. Программный доступ к дереву технологического процесса позволяет организовать экспорт информации в любую систему управления предприятием.
Квазиобъемное фрезерование (Z-level).
На практике объемные модели редко обрабатываются за один проход. В первую очередь производят черновую обработку, которая по стратегии формирования траектории похожа на плоскую многоуровневую обработку, с той лишь разницей, что при расчетах необходимо учитывать объемную модель. В результате получается ступенчатая поверхность, пригодная для последующей чистовой обработки, которая также бывает многопроходной. Для реализации таких видов обработки в системе АДЕМ существует модуль обработки с постоянной плоскостью (Z-level). С его помощь можно выполнять черновую и чистовую обработку объемных моделей на 2.5 координатных станках, управляя количеством проходов на каждом уровне. Качество поверхности регулируется числом проходов по координате Z или максимальной высотой оставляемого гребешка. Как и в объемной обработке, наряду с обрабатываемыми поверхностями, можно определять чековые поверхности, обработка которых запрещена, а также определять ограничивающие контура.
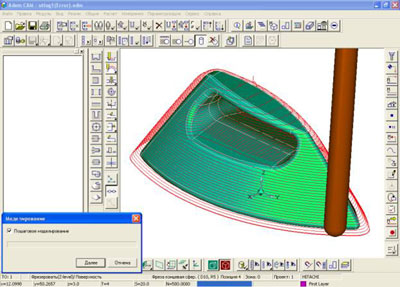
Рисунок 1.2 - Чистовое квазиобъемное фрезерование (Z-level).
На каждом слое могут быть заданы условия подхода/отхода к обрабатываемому объекту. Пользователи могут регулировать направление обработки – снизу или сверху. В настоящий момент модуль поддерживает обработку концевыми, торцевыми и шаровыми фрезами, однако в ближайших версиях ожидается поддержка дисковых фрез, что позволит выполнять обработку так называемых «теневых» зон.
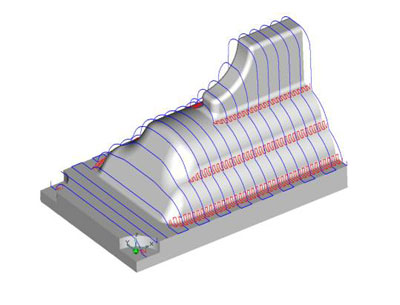
Фрезерование недоступных зон.
Не секрет, что при любом виде обработки, могут оставаться зоны недоступности или участки материала, оставшиеся после предыдущих проходов. Они могут появляться или исчезать в зависимости от формы, диаметра инструмента и геометрии обрабатываемого элемента. Во время расчета траектории движения инструмента АДЕМ автоматически выделяет недоступные зоны и сохраняет их. Позже можно выполнить доработку оставшегося материала инструментом меньшего диаметра, используя другую стратегию обработки, не указывая эти зоны дополнительно.
 Рисунок
1.3 - Обработка недоступных зон.
Рисунок
1.3 - Обработка недоступных зон.
АДЕМ с успехом поддерживает выделение и обработку недоступных зон, как при плоской, так и при 3-х координатной фрезерной обработке, используя единые правила и параметры для определения операции подбора. Если в обработке используются прижимы, то зоны недоступности, имеющие общие точки с прижимами, исключаются из списка зон подлежавших обработке.
В последнее время, наблюдается устойчивый интерес к листоштамповочному оборудованию. Применение прессов с ЧПУ позволяет значительно упростить процесс изготовления корпусов, избегая использования дорогостоящей инструментальной оснастки. Версия АДЕМ А7 имеет в своем составе специальный модуль для проектирования управляющих программ для прессов с ЧПУ. Имеется возможность обрабатывать различные элементы конструкции, используя как одиночные циклы вырубки, вырубки с нахлестом, так и режим вибровысечки. Модуль поддерживает работу с различными видами пуансонов. Для изготовления крупногабаритных деталей, размер которых превышает размеры рабочей зоны можно воспользоваться технологической командой ПЕРЕХВАТ. Для обработки однотипных областей можно задействовать механизм станочных подпрограмм.
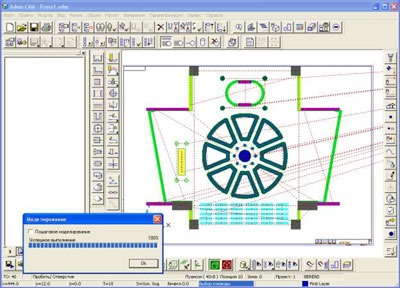
Рисунок 1.4 - Листоштамповочная обработка корпуса.
В настоящее время на первый план выходит задача реализации конкурентоспособной продукции, определяя тем самым и новое поведение участников процесса ее создания. Методы организации процесса проектирования изделий, основанные на ответственности исполнителей в рамках одного из этапов, в новых условиях становятся малоэффективными. На их место приходит ответственность за конечный результат. И как следствие - сквозное участие разработчика в подготовке производства, что определяет и новые требования к программным продуктам, на основе которых ведется автоматизация проектирования. Вот главные: · информационная поддержка сквозного цикла; · единое конструкторско-технологическое пространство; · универсальность методов проектирования; · насыщенность конструкторским и технологическим инструментарием; · поддержка передовых и традиционных технологий производства; · адаптивность к условиям конкретных производств. Немаловажной является и возможность применять ADEM в качестве традиционной САПР с последующим переходом к сквозным технологиям проектирования и подготовки производства. Особую роль интегрированная система ADEM играет для подготовки технических кадров, так как охватывает все важнейшие этапы конструкторско-технологической подготовки производства от первого эскиза до выпуска детали на станке.
Опыт внедрения системы в приборостроительной промышленности показывает высокую эффективность использования оборудования, кратчайшие сроки его запуска и быструю окупаемость уже с первых дней эксплуатации системы ADEM.