

Уравнение кинематической цепи для минимальной частоты вращения шпинделя
![]()
Передача z = 70—37 приводит во вращение реле контроля скорости РКС, которое предназначено для блокировки работы станка, если во время обработки вдруг перестанет вращаться шпиндель. Датчик нарезания резьбы Др связан со шпиндельным валом VI через передачу z = 70—70. Смазывание коробки скоростей—централизованное.
Движения подачи. Продольная каретка суппорта получает перемещение от шагового двигателя М2 с гидроусилителем (мощность привода N = 1,6 кВт) через редуктор z = 24—100 и пару винт—гайку качения VIII с шагом Р = 10 мм. Поперечная каретка суппорта перемещается от шагового двигателя МЗ с гидроусилителем (мощность привода N = 0,8 кВт) через редуктор z = 24—200 и пару винт—гайку качения X с шагом Р = 10 мм.
Какие приводы использованы для продольного и поперечного перемещения суппорта?
Шаговые двигатели с гидроусилителями.
Гидропривод суппорта обеспечивает следующие элементы цикла работы: исходное положение, быстрые (продольный и поперечный) подводы, рабочие подачи, замедленную подачу, ускоренный проскок, поперечную рабочую подачу, быстрые (продольный и поперечный) отводы.
Перечислите основные технологические операции, выполняемые на фрезерном станке с ЧПУ?
Фрезерные станки с ЧПУ получили широкое распространение в промышленности. Они предназначены для фрезерования поверхностей крышек, планок, рычагов, корпусов и кронштейнов простой конфигурации, контуров сложной конфигурации типа кулачков, шаблонов и т. д., поверхностей корпусных деталей с нескольких сторон и под различными углами с расфрезерованием отверстий больших диаметров и др.
Конструктивное разнообразие фрезерных станков с ЧПУ вызвано необходимостью обработки самых разнообразных деталей различными инструментами: цилиндрическими, концевыми, фасонными фрезами, расточными резцами, зенкерами, развертками.
7. Токарный 2-х шпиндельный станок с ЧПУ МР 315. Назначение и область применения станка. Построить график частот вращения шпинделя. Структура приводов подач. Какие технические характеристики станка выявляются в результате анализа технологического процесса обработки типовых деталей определённого диапазона размеров при проектировании привода главного движения станка?
Ответ:
Назначение и область применения станка.
Токарный 2-х шпиндельный станок с ЧПУ МР 315.
Специализированный токарный станок-полуавтомат 2-х шпиндельный фронтальный патронный модели МР315 с ЧПУ предназначен для токарной обработки деталей типа фланцев, шестерен, шкивов, дисков и других аналогичных деталей. На станке могут выполняться операции: обточки, расточки, подрезки, фасонной обработки, нарезки наружной и внутренней резьбы и т.п. В специальном исполнении станка имеется возможность осуществлять обработку отверстий по координатам, фрезерование пазов и лысок различной конфигурации как на торце, так и на наружном диаметре обрабатываемой детали. Станок предназначен для 2-х сторонней (с переворотом) обработки деталей сложной формы, возможно нарезание резьбы резцом. Количество управляемых координат – 3 (для каждого шпинделя). Станки модели мр-315 предназначены для токарной обработки деталей типа фланцев, шестерен, шкивов, дисков и других аналогичных деталей. Количество позиций револьверной головки = 4. Мощность главного движения (одного двигателя): 4,5 кВт. Суммарная мощность установленных на полуавтомате электродвигателей, кВт = 23,8-45. Наибольшие размеры устанавливаемой заготовки: диаметр над станиной = 500; длина (высота) = 200.
Построить график частот вращения шпинделя.
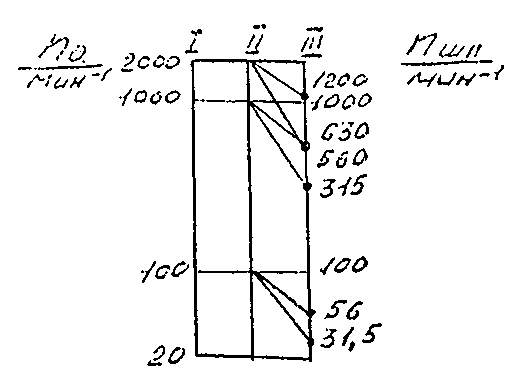
Структура приводов подач.
Регулируемый высокомоментный двигатель – зубчатоременная передача – передача винт-гайка качения. Обязательно наличие датчика обратной связи.
Какие технические характеристики станка выявляются в результате анализа технологического процесса обработки типовых деталей определённого диапазона размеров при проектировании привода главного движения станка?
Предельные частоты вращения привода (nmin и nmax); наибольшая мощность, потребная при резании; наибольший крутящий момент.
8. Токарный патронно-центровой полуавтомат мод. 1725МФЗ. Назначение и область применения полуавтомата. Какова структура привода главного движения. Составить уравнение кинематического баланса для цепи минимальной частоты вращения при условии, что минимальная частота вращения двигателя – 180 мин-1. Перечислите основные технологические операции, выполняемые на фрезерном станке.
Ответ:
Назначение и область применения станка.
Токарный патронно-центровый полуавтомат 1725МФЗ предназначен для комплексной токарной обработки деталей типа тел вращения в условиях единичного и серийного производства и может быть встроен в автоматизированные участки. На нем можно производить обточку, расточку, подрезку торца, сверление центральных отверстий, нарезание резьбы, обработку фасонных поверхностей. Предназначен для автоматизации токарной черновой и чистовой обработки в центрах в несколько проходов наружных и внутренних поверхностей деталей типа валов, дисков, фланцев, шестерен, маховиков с прямолинейными и криволинейными образующими в условиях серийного производства.
Станок оснащен восьмипозиционным инструментальным магазином для автоматической смены инструмента. Класс точности станка П. Мощность 30 кВт. Наиб.диаметр детали над станиной 500 мм, длина детали 1000 мм.
Устройство ЧПУ типа CNC, например 1Н22-62 (или НЦ-31), обеспечивает получение заданных размеров и конфигурации деталей, а также выбор частот вращения и подач, номера инструмента и команду на его смену, включение и выключение охлаждения и т. д. Возможны три режима работы: наладочный, работа по программе, установка суппорта в нулевое (исходное) положение. Число управляемых координат (всего/одновременно) 2/2. Точность отработки координат продольных (по оси Z) 0,001 мм; поперечных (по оси X) 0,0005 мм. Программоноситель — восьмидорожковая перфолента, код ISO.
Какова структура привода главного движения.
Двигатель с бесступенчатым регулированием частот вращения в сочетании с двухступенчатой коробкой скоростей.
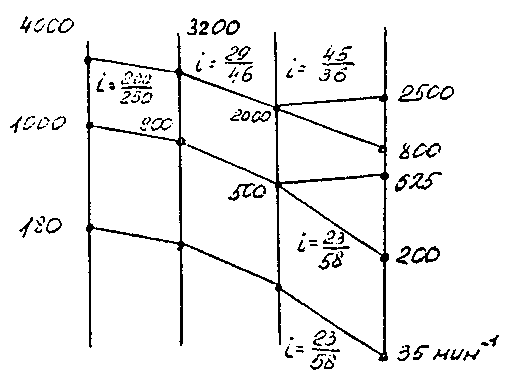
Главное движение передается шпинделю III от электродвигателя постоянного тока M1 (N — 30 кВт, п = 1000 мин-1) через поликлиновую ременную передачу с диаметрами шкивов 200 ... 250 мм, зубчатую пару z = 29—46 и блок зубчатых колес Б1, переключаемый автоматически от устройства ЧПУ с помощью гидроцилиндра Ц1.
Уравнение кинематического баланса для цепи минимальной частоты вращения при условии, что минимальная частота вращения двигателя – 180 мин-1
Двигатель M1 имеет пределы частот вращения 180—4000 мин-1, тогда минимальная частота вращения:
![]()
За счет переключения блока Б1 получаем два диапазона частот вращения: 35 ... 800 и 112 ...2500 мин-1.
На шпинделе установлено колесо z = 72 привода датчика резьбонарезания Дp. Шпиндель смонтирован в подшипниках качения: двухрядном роликоподшипнике и упорно-радиальном подшипнике в передней опоре и двухрядном роликоподшипнике в задней опоре. Такая конструкция позволяет шпинделю выдерживать большие нагрузки без вибраций.
Основные технологические операции, выполняемые на фрезерном станке:
- фрезерование плоскостей торцовой и цилиндрической фрезами;
-фрезерование уступов, пазов дисковыми и концевыми фрезами;
-контурное фрезерование криволинейных поверхностей.
Фрезерные станки предназначены для обработки наружных и внутренних поверхностей различного профиля, прорезания винтовых и прямых канавок, нарезания зубчатых колес и т. д.
9. Токарный патронно-центровой станок с ЧПУ 1725ФЗ. Назначение станка. Построить график частот вращения шпинделя. Структура привода подач. Какие технические характеристики станка выявляются в результате анализа технологического процесса обработки типовых деталей определённого диапазона размеров при проектировании привода главного движения станка?
Ответ:
Назначение и область применения станка.
Токарный патронно-центровый станок с ЧПУ 1725ФЗ предназначен для комплексной токарной обработки деталей типа тел вращения в условиях единичного и серийного производства и может быть встроен в автоматизированные участки. На нем можно производить обточку, расточку, подрезку торца, сверление центральных отверстий, нарезание резьбы, обработку фасонных поверхностей. Используется для обработки наружных и внутренних колец подшипников, обтачивания деталей из чугуна и стали резцами из быстрорежущей стали или оснащёнными пластинками твёрдого сплава. Класс точности П. Мощность 11 кВт. Диаметр детали над суппортом 1100, длина детали 750 мм. Мин./мах. Число оборотов шпинделя 0,32/160 об/мин. Применение 8-ми позиционной инструментальной головки УГ8 позволяет устанавливать достаточное количество инструмента для необходимой обработки детали. Станок может быть изготовлен с расширенным диапазоном частот вращения шпинделя как в патронном (к обозначению станка добавляется индекс Б), так и в прутковом исполнениях (индекс Б1). В этих исполнениях длина детали = 120 мм.
Устройство ЧПУ типа CNC, например 1Н22-62, обеспечивает получение заданных размеров и конфигурации деталей, а также выбор частот вращения и подач, номера инструмента и команду на его смену, включение и выключение охлаждения и т. д. Возможны три режима работы: наладочный, работа по программе, установка суппорта в нулевое (исходное) положение. Число управляемых координат (всего/одновременно) 2/2. Точность отработки координат продольных (по оси Z) 0,001 мм; поперечных (по оси X) 0,0005 мм. Программоноситель — восьмидорожковая перфолента, код ISO.
График частот вращения шпинделя.
Структура привода подач
Высокомоментный двигатель – зубчатая передача 36/36 – передача винт-гайка качения. Обязательно наличие датчика обратной связи.
Движения подачи происходят от высокомоментных электродвигателей постоянного тока М2 и МЗ. Продольная подача осуществляется от двигателя М2 (М = 21 Нм; п = 2000 мин-1) через беззазорный редуктор z = 33—66 и винт-гайку качения IV с шагом Р = 8 мм. Выбор зазора в зубчатой паре происходит за счет качания двигателя с плитой посредством эксцентрика, смонтированного в крышке корпуса. Выбор зазора в зубчатой паре z = 42—42 привода датчика Д обратной связи (резольвера) осуществляется посредством эксцентрикового фланца.
Управление приводом подач осуществляется: по пути — от резольвера и по скорости — от тахогенератора, встроенного в электродвигатель. На валу VII установлен фланец 1 с упором, взаимодействующим с бесконтактным путевым выключателем.
Поперечная подача по координате X происходит от двигателя МЗ (М — 17 Нм, п =2000 мин-1), в остальном привод аналогичен приводу продольной подачи. На ползуне смонтирован механизм крепления инструментальных блоков.
Какие технические характеристики станка выявляются в результате анализа технологического процесса обработки типовых деталей определённого диапазона размеров при проектировании привода главного движения станка?
Предельные частоты вращения привода (nmin и nmax); наибольшая мощность, потребная при резании; наибольший крутящий момент.
10. Станок 2Н135. Определить тип станка и его назначение. Составить уравнение кинематического баланса цепи главного движения для минимальной частоты вращения шпинделя. Показать в схеме механизмы для преобразования вращательного движения в поступательное. Что является основным размером станков сверлильной группы?
Ответ:
Назначение и область применения станка.
Вертикально-сверлильный станок 2Н135 с ручным управлением с откидным подъёмным столом предназначен для сверления, рассверливания, зенкерования, зенкования, развертывания, нарезания резьбы машинными метчиками, подрезки торцов у деталей в единичном и мелкосерийном производстве.
Станок входит в конструктивную гамму вертикально-сверлильных станков. Станки этой гаммы имеют агрегатную компоновку, удобное расположение рукояток управления, совершенную систему смазывания и т. д. Мощность 4 кВт. Размеры конуса шпинделя по СТ СЭВ 147-75 – Морзе 4. Кол-во подач 9. Наиб. диаметр сверления в стали 45 = 35мм. Расстояние от оси шпинделя до колонны 300 мм. Наиб. ход стола 300 мм. Наиб ход шпинделя 250 мм. Поверхность стола 450х500 мм. Класс точности Н.
Механизмы для преобразования вращательного движения в поступательное: зубчато-реечная передача, сообщающая движение гильзе со шпинделем; передача винт-гайка для перемещения стола с заготовкой.
Главное движение гильза VII шпинделя получает от электродвигателя M1 (N = 4 кВт, п = 1450 мин-1) через коробку скоростей, состоящую из тройного блока Б1 и двух двойных блоков Б2 и БЗ. Гильза VII имеет шлицевое отверстие, через которое получает вращение шпиндель VI.