

Выполнение работы
Выданная деталь имеет следующие характеристики:
резьба – М20х2,5
d2 ном. =18,376 мм
Проволочка: диаметр – 1,591мм, класс –1.
Вложим проволочки во впадины резьбы и измерим размер М.
Вычислим средний диаметр резьбы d2.
Результат измерений и расчетов занесем в табл. 4.2.
Таблица 4.2.
|
№ измерений
Параметр |
1 |
2 |
3 |
4 |
5 |
|
М, мм |
20,70 |
20,69 |
20,68 |
20,76 |
20,71 |
|
d2, мм |
18,092 |
18,082 |
18,072 |
18,152 |
18,102 |
|
Δd2, мм |
-0,284 |
-0,294 |
-0,304 |
-0,224 |
-0,274 |
Вычислим среднее арифметическое
![]() из данныхтаблицы 4.2.:
из данныхтаблицы 4.2.:
![]()
Предельные размеры по СТ СЭВ 640 – 77:
допуск 8g
ВПО ES= –0,042 мм
НПО EI= –0,307 мм
Лабораторная работа № 5
на тему: «Рычажная скоба»
Цель работы
Ознакомиться с конструкцией и применением рычажной скобы.
Основные сведения для выполнения работы
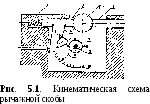
Рычажная скоба (пассаметр) относится к приборам с рычажно-зубчатой передачей (рис. 5.1).
Основные технические характеристики изучаемой скобы:
Пределы установки номинального размера 0...25 мм.
Пределы измеряемых отклонений от установленного размера ±0,08 мм.
Цена деления шкалы 0,002 мм.
Измеряемая деталь Дустанавливается между подвижной пятой 2. поджатой пружиной1, и неподвижной переставной пятой3, которая в правой части имеет резьбу (нарис. 1не показана). Эта резьба обеспечивает установку пяты при настройке скобы на заданный номинальный размер. После настройки пята3стопорится. К пяте2прижат конец малого плеча4рычага, вращающегося на оси шарнира6.
На свободном конце большого плеча 5этого рычага закреплен зубчатый сектор7, находящийся в зацеплении с шестерней8. На валике последней жестко закреплена стрелка9, сопряженная со шкалой10. Спиральная пружина11выбирает мертвый ход в зацеплении.
Измерения производятся дифференциальным методом, т.е. методом измерения малой разности между известной и неизвестной величинами.
Для установки известной величины скоба настраивается на нуль на блоке плоскопараллельных концевых мер длины.
Результаты измерений и расчеты
Измерения производились в двух направлениях 1–1и2–2и в трёх сеченияхI–I,II–IIиIII–III(рис. 5.2.).
Р ис.
5.2. Схема
измерения детали
ис.
5.2. Схема
измерения детали
Овальность в каждом сечении определялась как разность показаний скобы в направлениях 1–1и2–2.
Конусообразность, бочкообразность, седлообразность в каждом направлении определялись разностями показаний скобы в сечениях I–I,II–IIиIII–III.
Действительное значение размера детали определялось как сумма номинального размера блока плиток и показания скобы.
Результаты всех измерений вводились в табл. 5.1.
Таблица 5.1.
|
сечение
параметры |
I-I |
II-II |
III-III | |||
|
1-1 |
2-2 |
1-1 |
2-2 |
1-1 |
2-2 | |
|
отклонение, мкм |
-104 |
-104 |
-40 |
-50 |
-20 |
-24 |
|
размер, мм |
18,1996 |
18,1996 |
18,2060 |
18,2050 |
18,2080 |
18,2076 |
|
овальность, мм |
0 |
0,001 |
0,0004 | |||