

73.Описати технологію зварки труб 1420мм поточно-розчленованим методом?
При другому етапі відбувається з переривом або непереривним оплавленням. При стиковій зварці з неп. Оплавленням включають струм, а потім проводять зближення торців металу. При зближені торців дотикання проходить в декількох точках контакту, які під дією високого струму миттєво нагріваються до розплавлення або випарювання. Зварка відбув. Швидким зближенням торців металу з прикладанням необхідного тиску. В процесі стискування проходить відключення Зв. Струму. При зварювані переривним оплавленням зближеня торців проводиться циклічно з переривами, що забезпечує більш глибокий їх прогрів. Заключний етап не відрізняться від процесу зварювання неперивним оплавленням.
74. Як впливає збільшення сили струму при звар. На форму шва?
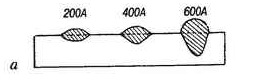
При зб. Струму глибина збільшується, ширина шва трішки збільшується, висота підсилення збільшується, доля основного металу збільшується.
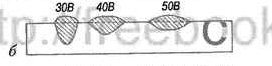
75. Як впливає збільшення напруги при звар. На форму шва?
при збільшенні напруги збільшується теплове джерело дуги,збільшується її довжина і рухливість що призводить до збільшення розмірів зварювальної ванни, особливо її ширини і зменшення глибини що особливо важливо для зварювання тонких металів.
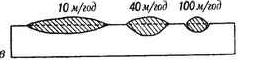
76. Як впливає збільшення шв. Зварки при звар. На форму шва?
Із збільшенням швидкості зварки ширина і глибина проплавлення падає. Зміна швидкості зварювання при незмінному струмі й напрузі впливає на глибину та ширину проплавлення, а також на площу поперечного перерізу шва внаслідок зміни положення стовпа дуги, товщини шару рідкого металу під дугою і погонної енергії зварювання. Із збільшенням швидкості зварювання стовп дуги відхиляється вбік, протилежний напрямку зварювання. При цьому з-під дуги витісняється більше рідкого металу і товщина його шару зменшується. Разом з тим зменшується погонна енергія зварювання, що призводить до скорочення площі перерізу шва. Рідкий метал зварної ванни під дугою є ніби подушкою між дугою і основою ванни (зварювальним металом). Він чинить опір заглибленню дуги й збільшенню проплавлення основного металу. Чим товстіший шар рідкого металу під дугою, тим менша глибина проплавлення. Тому при збільшенні швидкості зварювання до 40-50 м/год спостерігається деяке збільшення глибини проплавлення, хоч погонна енергія зварювання і площа перерізу шва зменшуються. При подальшому збільшенні швидкості зварювання вплив зменшення погонної енергії стає переважаючим і в результаті цього глибина провару і площа перерізу шва зменшуються. Швидкість зварювання, при якій забезпечується якісне формування шва, визначають за формулою: V=2500/I.
77. Як впливає на форму шва кут нахилу електрода назад?
Кутом назад-збільшиться глибина
Кутом вперед-збільшиться ширина
При зварці кутом назад збільшується глибина проплавлення,зменшується ширина.
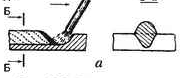
При зварюванні кутом назад рідкий метал тиском газів витісняється з-під дуги. Товщина прошарку рідкого металу під нею зменшується і глибина провару збільшується. Збільшується також висота посилення шва. але значно зменшується його ширина. Внаслідок глибокого провару і недостатнього прогріву зварних кромок можливе несплавлення основного металу з наплавленим і утворення пористості шва. Тому зварювання кутом назад застосовують обмежено. В основному ного застосовують при зварюванні великих товщин на невеликих швидкостях (наприклад, при дводуговому зварюванні або зварюванні кільцевих швів невеликого діаметра).
78.Які компоненти входять до склату плавленого флюсу марки АН-348?
Кремній від 40 до 44%,марганець 2 оксид від 31до 38%,кальцій оксид не більше 12 %,магній оксид не більше 7%,алюміній оксид не більше 6 %,фтористий кальцій до 6%,желізо оксид 0,5-2%,сірка на більше 0.12%,фосфор не більше 0,12%,або(кремнезем, закис марганцю, сірка, фосфор, глинозем, двоокис заліза, фтористий кальцій, окис кальцію, окис магнію;)
79. Які компоненти входять до склату керамічного флюсу марки КВС-19?
Кварцовий пісок, силікат натрію, феротитан, марганцева руда,титановий концентрат, польовий шпат, хлористий калій, плавиковий шпат, мармур, сірка, фосфор.
80. Які марки флюсів належать до плавких?
АН-20,АН-348А,ОСЦ-45,ЖМ-1,АН-22,АН-348АМ,
81. Які діаметри труб можна звар. І які операції можна проводити на ТБЗ 1 групи?
Перша група об'єднує напівстаціонарні зварювальні бази, які здійснюють роботу по збірці|зборці| секцій з|із| малим ступенем|мірою| механізації. Ці бази часто використовують для збірки|зборки| і зварки|зварювання| труб|труба-конденсаторів| діаметром 325-530 мм.
Для збірки|зборки| секцій труби|труба-конденсатора| подаються на приймальний|усиновлений| стелаж, де здійснюють підготовчі операції (очищення|очистка| внутрішньої порожнини і зовнішньої поверхні труби|труба-конденсатора|, зачистка кромок до металевого блиску, правка|виправлення| плавних вм'ятин. Далі труби|труба-конденсатори| поступають|надходять| на складальний стелаж, де за допомогою лебідки і зовнішніх або внутрішніх центраторів| здійснюється їх збірка|зборка| в секції на прихватках з|із| частковою ручною зваркою|зварюванням| першого шару (на 2/3 периметра). Потім секції труб|труба-конденсаторів| подаються на проміжний стелаж для повної|цілковитої| зварки|зварювання| першого шару шва, яка проводиться|виробляє| уручну|вручну|.
Для зварки|зварювання| подальших|наступних| шарів шва під шаром флюсу секції накочують на роликоопори| зварювального стенду, який є польовою автозварювальною установкою ПАУ-601. Основними елементами цієї установки є|з'являються| обертач, роликові опори, зварювальна головка|голівка| і зварювальний агрегат.