

11. Расчет производительности вращающейся печи и мощности привода.
Производительность вращающейся печи мокрого способа производства
 (1.1)
(1.1)
печи сухого способа производства
 (1.2)
(1.2)
печи сухого способа с реакторомд-кар6овизатором
 (1.3)
(1.3)
где D — диаметр печи, м; L — длина печи, м; q — удельный расход теплоты на обжиг клинкера, кДж/кг.
Для печей с декарбонизаторами в качестве q подставляют то количество удельной теплоты, которое подается непосредственно в печь, без учета подаваемой в декарбонизатор.
Пример расчета производительности печей. Печь 5х185 м мокрого способа производства
 .
.
В
технической характеристике печи
 1800 т/сут.
1800 т/сут.
Печь сухого способа производства 4,5х50 м (СМЦ-20) с реактором-декарбонизатором
 .
.
В
технической характеристике печи
 = 3000 т/сут.
= 3000 т/сут.
Время прохождения частиц материала корпуса печи [по данным «Бюро оф Майнз» (США)] (мин)
 (1.4)
(1.4)
где
L
— длина печи, м;
 — угол естественного откоса сухих
материалов, °, можно принять
= 40°;
— угол естественного откоса сухих
материалов, °, можно принять
= 40°;
 - уклон печи, °;
- уклон печи, °;
 — диаметр печи, м;
— диаметр печи, м;
 — частота вращения, об/мин;
— частота вращения, об/мин;
 — коэффициент, учитывающий сужение
конуса печи, пересыпные и другие
устройства, которые сдерживают материал
и удлиняют время прохождения частиц
материала через корпус вращающейся
печи, в этом случае
= 2.
— коэффициент, учитывающий сужение
конуса печи, пересыпные и другие
устройства, которые сдерживают материал
и удлиняют время прохождения частиц
материала через корпус вращающейся
печи, в этом случае
= 2.
Пример
расчета для печи 4,5Х80 м сухого способа
производства.
(см.табл. 2): L
= 80 м;
 =
= =
6,325; у = 4° или 2,3°; D
= 4,5 м; n=0,6
=
6,325; у = 4° или 2,3°; D
= 4,5 м; n=0,6 об/мин.
об/мин.
Принимаем F = 1 (для печи с постоянным диаметром корпуса печи). При n = 0,6 об/мин.

при n = 3,44 об/мин.

Как видно из расчета, время прохождения частицами материалов корпуса печи определяется в основном изменением частоты вращения, длиной и углом наклона корпуса печи.
В длинных печах мокрого способа производства общее время пребывания материала составляет около 3 - 3,5 ч, а в печах сухого способа - около 1,5 - 2 ч.
Как указывалось ранее, благодаря сложному теплообмену (термохимическому процессу) материал движется в различных зонах печи с разной скоростью. Это явление подтверждается опытами, проведенными с радиоактивными метками.
Определение мощности потребляемой вращающейся печью.
Мощность
двигателя привода вращающейся печи
расходуется на преодоление сил трения
при перекатывании бандажей по опорным
роликам - Nб,
преодоление сил трения в радиальных
подшипниках опорных роликов – Nп,
преодоление сил трения в упорных осевых
подшипниках опорных роликов – Nс,
перемешивание материала в печи – Nм,
а также преодоление сил трения в приводе
печи, которые учитываются КПД привода
 и
который обычно принимают
=
0,85
и
который обычно принимают
=
0,85 0,90.
0,90.
Затраты мощности на первоначальный подъем материала и передвижение его вдоль печи, преодоление сил трения при обкатывании бандажей по упорным роликам (гидравлических упоров), в подшипниках упорных роликов, в уплотняющих устройствах и др. относительно невелики, и их обычно в расчетах не учитывают.
Общий расход мощности можно представить как сумму затрат
![]() (1.5)
(1.5)
Для упрощения расчетов определяем Nб, Nп, Nс, считая, что бандажи и опорные ролика, включая их элементы по всем опорам печи, унифицированы и имеют одинаковые размеры. Тогда мощность (кВт), затрачиваемая на преодоление сил трения при перекатывания бандажей по опорным роликам:
![]() (1.6)
(1.6)
где:
Gп
- суммарный вес вращающихся частей печи,
включая корпус, футеровку, обмазку,
обрабатываемый материал, бандажи,
зубчатый венец, кН; nп
- частота вращения печи, об/мин; Dб
- наружный диаметр бандажей, м; Dр
- наружный диаметр опорных роликов, м;
 - коэффициент трения качения бандажей
по опорным роликам, м, обычно
- коэффициент трения качения бандажей
по опорным роликам, м, обычно
 м;
м;
 - угол установки опорных роликов (см.
рис. 9), обычно принимают
= 30
33°.
- угол установки опорных роликов (см.
рис. 9), обычно принимают
= 30
33°.
Если в формулу подставим значения и , получим
 (1.7)
(1.7)
Значения
 по сравнению с общей мощностью, расходуемой
на привод печи, относительно невелики,
поэтому часто при расчетах эту составляющую
не учитывают.
по сравнению с общей мощностью, расходуемой
на привод печи, относительно невелики,
поэтому часто при расчетах эту составляющую
не учитывают.
Затраты мощности для преодоления сил трения в радиальных подшипниках опорных роликов
![]() (1.8)
(1.8)
где Gр - суммарный вес опорных роликов с осями, кН; dп - диаметр цапфы под радиальный подшипник опорного ролика, м; fп - коэффициент трения в радиальном подшипнике опорного ролика, для подшипников качения принимают fп = 0,008 0,01 для подшипников скольжения fп = 0,02 0,04.
В уравнении принята арифметическая сумма веса вращающихся частей печи и опорных роликов, было бы правильней принять геометрическую сумму, однако возникающая при этом небольшая погрешность является несущественной.
Затраты мощности на преодоление сил трения в упорных осевых подшипниках качения опорных роликов
![]() (1.9)
(1.9)
где dс - диаметр упорного осевого подшипника опорного ролика, м, для подшипников скольжения принимают по средней части упорных буртов вкладышей, для подшипников качения - по оси тел качения; fб - коэффициент трения скольжения бандажа по опорному ролику при осевом перемещении печи по опорным роликам, fб = 0,2 0,3; yп - уклон печи, обычно yп= =0,025 0,045; fс - коэффициент трения в осевом упорном подшипнике опорного ролика, для подшипников скольжения fс = 0,03 0,05, для подшипников качения fс = 0,002 0,004.
Значения Nс для вращающихся печей, оборудованных подшипниками качения, обычно невелики и ими можно пренебречь. Эти значения могут быть значительными тогда, когда под действием гидроупоров или при температурных удлинениях печь вместе с бандажами проскальзывает в осевом направлении по опорным роликам, увлекает их за собой. В результате сил трения в паре бандажи - опорные ролики эти усилия воспринимаются упорными осевыми подшипниками.
Формулы для расчета Nб, Nп, Nс определены из условий, что бандажи, опорные ролики, оси роликов, подшипники рассчитываемой печи унифицированы; в противном случае при расчете следует рассматривать потребляемую мощность как сумму мощностей по отдельным опорам с подстановкой в формулы вместо Gп, реакции опоры Ri (кН), вместо Gр вес конкретного ролика с осью Gрi (кН), вместо Gб диаметр конкретного бандажа Gбi м и др.:
![]() (1.10)
(1.10)
(1.11)
(1.12)
где i = 1,2, ... m (m - число опор).
Затраты мощности Nм на перемешивание материала наиболее значительны по сравнению с Nб, Nп и Nс от точности ее определения зависит правильность выбора электродвигателя привода печи.
Определение
Nм
связано с большими затруднениями. Эта
мощность расходуется на постоянное
поддержание сегмента материала при
вращении в печи (рис. 14). Она зависит от
плотности материала, угла естественного
откоса и площади (или длины хорды
 )
сегмента материала, а эти параметры
непостоянны, они в значительной мере
изменяются по длине печи и различны в
разных технологических зонах. Также
непостоянен и характер перемешивания,
пересыпания материала в различных
технологических зонах печи при ее
вращении.
)
сегмента материала, а эти параметры
непостоянны, они в значительной мере
изменяются по длине печи и различны в
разных технологических зонах. Также
непостоянен и характер перемешивания,
пересыпания материала в различных
технологических зонах печи при ее
вращении.
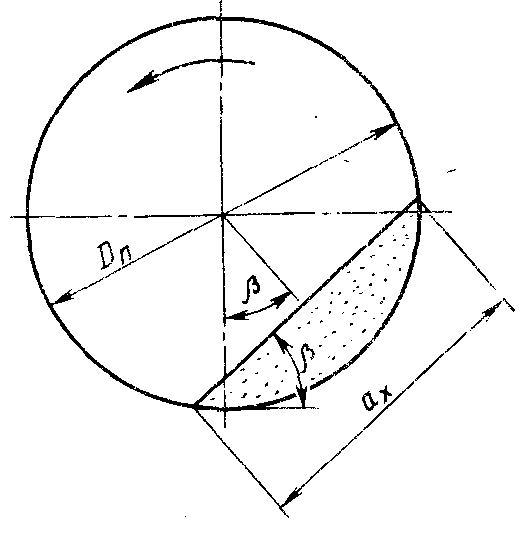
Рис. 14. Расположение материала во вращающейся печи
Режим перемешивания зависит от фракционного состава материала, а также от его коэффициента внутреннего трения и других факторов.
При перемешивании наблюдаются различные случаи: верхние слои материала скатываются вниз по нижним слоям; весь сегмент материала проскальзывает по поверхности футеровки печи и затем поднимается вверх; также наблюдаются и промежуточные явления. В результате даже в пределах одной технологической зоны угол естественного откоса материала является переменным, циклически изменяющимся (табл. 3).
В действительности между технологическими зонами печи четких границ не наблюдается, поэтому приведенные в таблице данные изменяются не ступенчато, а с плавными переходами на границах зон.
Таблица 3. Техническая характеристика материалов по зонам различных печей
Существуют несколько методик по определению затрат мощности на перемешивание материала в печи.
Методика, применяемая ВНИИцеммашем при определении Nм, заключается в том, что расчет ведется по отдельным зонам печи и выражается следующей формулой:
![]() (1.13)
(1.13)
где
Lyi
- длина технологической зоны печи, м;
 - длина хорды сегмента материала в
технологической зоне, м;
- длина хорды сегмента материала в
технологической зоне, м;
 -
плотность материала в технологической
зоне, кг/м3;
-
плотность материала в технологической
зоне, кг/м3;
 - угол естественного откоса материала
в зоне,0;
i=
1, 2,..., n
(n
- число зон).
- угол естественного откоса материала
в зоне,0;
i=
1, 2,..., n
(n
- число зон).
В полученную установочную мощность (кВт) электродвигателей печи с учетом принятых допущений и потерь следует ввести следующие поправочные коэффициенты:
одномоторный привод
![]() (1.14)
(1.14)
двухмоторный привод
![]() (1.15)
(1.15)
При выборе электродвигателя привода необходимо помимо определения мощности двигателя найти и маховой момент вращающихся масс печи. Этот момент является суммой следующих составляющих, приведенных к оси вращения печи: махового момента собственно печи; махового момента цепной завесы (печи мокрого способа производства); махового момента материала, находящегося в печи махового момента опорных роликов с их осями.
Пример расчета мощности привода печи 4,5Х80 м
Исходные данные: Gп = 15 693 кН; Gр = 176,58 кН; Dб = 5,47 м - бандаж с «плавающей» посадкой на корпус печи; Dр = 1,7 м - наружный диаметр опорного ролика; dп = 0,56 м; dс = 0,34 м; см. табл. 1,6; nп = 3,44 об/мин (максимальная); - коэффициент трения качения, = 0,0005 м; = 32° 30;
fп = 0,008; fб = 0,2; fс = 0,002; yп= 0,04; значения Lyi, , приведены в табл. 4; n - число зон, n = 3.
1. Затраты мощности на преодоление сил трения при перекатывании бандажей по опорным роликам определяем по формуле. Подставив необходимые данные, получаем
![]()
2. Затраты мощности для преодоления сил трения в радиальных подшипниках опорных роликов находим по формуле.
Подставив необходимые данные, определяем
![]()
3. Затраты мощности на преодоление сил трения в упорных осевых подшипниках качения вычисляем по формуле. Подставив необходимые данные, получаем
![]()
4. Затраты мощностей на перемешивание материала рассчитываем по формуле. Подставив в формулу необходимые значения из табл. 1.6, получим

Мощность однодвигательного привода вращающейся печи 4,5х80 м

Мощность электродвигателя главного привода печи (см. табл. 1.4) 400 кВт.