

2. Оборудование для лазерной сварки
Для выполнения собственных исследований использовали установку «Квант-15» лаборатории кристаллооптики Института физики НАН Беларуси (рис. 7). В результате совместной работы с Институтом физики НАН Беларуси сконструирован опытный аппарат для сварки зубных протезов.
Работа выполнена в соответствии с планом ГНТП «Разработать новые эффективные материалы, инструменты, оборудование, средства профилактики, диагностики и лечения для стоматологии и челюстно-лицевой хирургии». Задание 04.08 «Разработать и изготовить опытный образец аппарата для лазерной обработки металлических зубных протезов».
Установка «Квант-15» рекомендована комиссией по аппаратам, приборам и инструментам, применяемым в стоматологии, Комитета по новой технике Управления по внедрению новых лекарственных средств и медицинской техники Минздрава СССР (протокол № 3 от 29 мая 1986 г.).
Л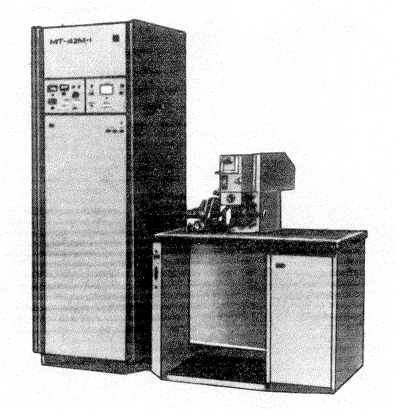 азерная
технологическая установка «Квант-15» с
лазером на алюминате иттрия (или
алюмо-иттриевом гранате) с длиной волны
1,06 мкм
предназначена для резания, точечной и
шовной сварки черных и цветных металлов,
перфорации отверстий (заданной формы),
упрочнения и отжига различных металлических
сплавов и используется для зуботехнических
работ в зубопротезных лабораториях
стоматологических поликлиник (в основном
для централизованного использования
вместе с литейными установками).
азерная
технологическая установка «Квант-15» с
лазером на алюминате иттрия (или
алюмо-иттриевом гранате) с длиной волны
1,06 мкм
предназначена для резания, точечной и
шовной сварки черных и цветных металлов,
перфорации отверстий (заданной формы),
упрочнения и отжига различных металлических
сплавов и используется для зуботехнических
работ в зубопротезных лабораториях
стоматологических поликлиник (в основном
для централизованного использования
вместе с литейными установками).
Рис. 7. Лазерная технологическая установка «Квант-15» для сварки металлических зубных протезов и ортодонтических аппаратов
Техническая характеристика
Лазер на алюминате иттрия (или алюмо-иттриевом гранате), тип |
ЛТИ |
Длина волны, мкм |
1,06 |
Средняя мощность излучения, Вт |
не менее 100 |
Энергия излучения, Дж: |
|
при частоте импульсов 10 Гц |
не менее 8 |
в моноимпульсном режиме |
до 15 |
Частота повторения импульсов излучения, Гц: |
|
при длительности импульса 2,0; 2,5; 4,0 мс |
0,1 ... 10 |
при длительности импульса 1,5 мс |
до 20 |
Диаметр пятна излучения, мм |
0,3±0,2–1,3±0,2 |
Максимальная толщина разреза металла, мм |
до 5 |
Максимальная скорость резки, мм/мин |
до 350 |
Глубина проплавления, мм |
до 1,0 |
Максимальная глубина отверстий, мм |
до 10 |
Скорость сварки мм/мин |
до 350 |
Увеличение (кратность) оптической системы наблюдения при объективе с фокусным расстоянием: |
|
максимальная глубина отверстий, мм: до 10 |
|
50 мм |
40 |
100 мм |
20 |
Электропитание трехфазное, напряжение, В |
220/380 |
Потребляемая мощность, кВт |
12 |
Система охлаждения двухконтурная. Внешний контур подсоединяют к водопроводной сети. Расход водопроводной воды не менее 5 л/мин при давлении |
0,06 мПа |
Габариты, мм: |
|
блок питания МТ-42М |
6207201900 |
установка |
96010001200 |
Масса, кг: |
|
блок питания |
615 |
установка |
200 |
Лазерная технологическая установка «Квант-15» состоит из двух блоков, размещенных раздельно: 1) блок питания МТ-42М; 2) лазер с оптической системой наблюдения, смонтированный на столе вместе с устройством для размещения и фиксации обрабатываемых деталей (рис. 1).
Лазерная технологическая установка «Квант-15» является универсальным прибором для проведения ряда технологических операций по обработке сплавов (включая тугоплавкие и сверхтвердые) черных и цветных металлов и неметаллических материалов.
Для выполнения различных видов работ с помощью имеющихся на установке тумблеров и ручек устанавливают необходимые заданные параметры лазерного излучения и режимы работы установки, указанные в прилагаемом к ней техническом описании и инструкции по эксплуатации.
При изготовлении металлических зубных протезов и ортодонтических аппаратов используют 3 основных вида операций: 1) резание металлов; 2) перфорация отверстий; 3) сварка металлических частей (деталей) протезов и ортодонтическнх аппаратов, шинирующих конструкций и т. п. Также можно проводить упрочнение металлов, например, жевательных поверхностей коронок из стали 1Х18Н9Т путем расплавления тонкого (до 0,1 мм) наружного слоя поверхности коронки, который после расплавления быстро кристаллизуется в более мелкозернистую структуру повышенной прочности.
Сварку проводят в двух режимах: 1) точечная сварка в моноимпульсном режиме с произвольной частотой следования импульсов, задаваемой оператором (техником) по ходу сварки; 2) шовная сварка в автоматическом режиме с заранее заданной частотой следования импульсов, устанавливаемой на пульте управления режимом сварки.