

9. Сравнительная характеристика приводов главного движения и подач универсальных станков и станков с чпу
Привод – совокупность механизмов и устройств, приводящих в движение исполнительные органы станка.
Привод главного движения содержит: орган настройки, источник движения, шпиндельный узел.
Источник движения: универсальных станков - чаще одно-, реже - многоскоростные асинхронные ЭД.
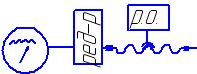
ЧПУ: те же используются редко (в сочетании с АКС); эд постоянного тока (обеспечивают бесступенчатое регулирование, позволяющее назначать оптимальные режимы обработки, переключение изменения скорости на ходу); реже используются гидродвигатели (обеспечивают бесступенчатое регулирование, но сложна конструкция); пневмодвигатели (используются, где требуется большие частоты вращения).
Диапазон регулирования: Если требуется больший
Rшп(N)=Rдв(N) Rшп(N)=Rдв(N)Rм.к.
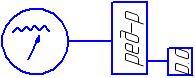

Орган настройки: универсальные - используется механические коробки скоростей, сменные шкивы, сменные колеса (переключаемые вручную).
ЧПУ: сам двигатель или при значительном Rшп(N) – АКС на 2-4 ступени; обычно переключается с помощью муфты или перемещением блоков з/к с помощью электромагнитов или малогабаритных серводвигателей.
Шпиндельные узлы: ЧПУ – предъявляются повышенные требования особенно к опорам, большое внимание уделяется смазке шпинделя (т.к. работа длительная и непрерывная).
Источник движения: универсальные – одно, редко – двухскоростные асинхронные эд, причем привод подач может быть зависимый и независимый.
ЧПУ: привод подач механический, независимый; высокомоментные эд постоянного тока.
Низкооборотные: Высокооборотные:

М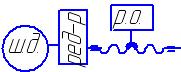 огут
применятся шаговые эд:
силовой шаговый эд
(высокая стоимость и
огут
применятся шаговые эд:
силовой шаговый эд
(высокая стоимость и
б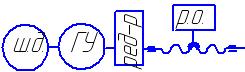 ольшие
габариты) и управляющий шаговый
эд
ольшие
габариты) и управляющий шаговый
эд
Последнее звено:
универсальные: чаще применяется передача винт-гайка скольжения, з/к – рейка, иногда червяк – зубчатая рейка, червяк - червячная рейка скольжения.
ЧПУ: передача винт-гайка скольжения, гидростатическая передача винт-гайка, гидростатическая передача червяк – червячная рейка.
Постоянные передачи: унив. Зубчатые, ременные передачи
ЧПУ: Беззазорная зубчатая передача, редуктор.
Преобразующие механизмы: унив Винт- гайка скольжение, з.к.- рейка, червяк – зубчатая рейка, червяк- червячная рейка скольжения;
ЧПУ: Винт- гайка качение, гидростатическая передача винт- гайка, червяк – червячная рейка.
10. Технико-экономические показатели и основные технические характеристики мрс.
1. Эффективность – это комплексный или интегрированный показатель, характеризующий основное назначение станков выполнять максимальное кол-во деталей с минимальными затратами.
2. Производительность – способность станка выпускать определенное кол-во деталей в единицу времени.
Штучная производительность: Qшт=Тгод/Тшт (шт/год), Тгод-годовой фонд времени работы оборудования, Тшт- вр. полного цикла изготовления деталей.
Технологическая производительность – определяется только по времени обработки резанием, Qт=1/tр,где tр-вр. обработки резанием
Произв-ность, определяемая по S поверхности, обрабатываемой резанием
Произв-ность определяется по V металла, снимаемого в единицу времени
3. Гибкость – понимается способность оборудования переходить с минимальными затратами труда и потерями времени на выпуск новой или заметно улучшенной продукции с требуемой производительностью.
4. Точность – определяет качество обрабатываемых деталей.
Геометрическая – определяет точность изготовления отдельных деталей, качеством сборки и регулировки.
Кинематическая точность – точность передачи движения от начального звена цепи к его конечному звену.
Жесткость: j=F/δ (Н/мкм)F – сила, приложенная к элементу станка
δ – перемещение под действием данной силы.
Податливость: к= δ/F (мкм/Н)
Виброустойчивость – способность станка препятствовать возникновению вибраций или ограничивать их величину
Теплостойкость – способность станка ограничивать величину температурных деформаций
Точность позиционирования – это точность вывод какого-либо узла станка с ЧПУ в точку с требуемыми координатами
5. Надежность – это способность оборудования обеспечивать выпуск годной продукции с требуемой производительностью в течении определенного времени и в условиях применения тех. обслуживания, ремонтов, хранения и транспортирования.
Отказ – нарушение работоспособности станка
Безотказность – свойство станка сохранять работоспособность в течении определенного времени
Технический ресурс – время работы станка от начала ввода его в эксплуатацию или после капитального ремонта до перехода в пред-ое состояние
Технологическая надежность – свойство станка сохранять во времени требуемое качество обработки
Долговечность – свойство станка сохранять работоспособность в течении определенного времени в условиях применения т/о и ремонтов
Ремонтопригодность – свойство станка к предупреждению и выявлению неисправностей с последующим обеспечением его ремонта.
К основным техническим характеристикам относятся: основной параметр (у сверлильных станков – диаметр отверстия в стали 45, у фрезерных станков – номер стола); мощность привода главного движения и движений подач; частота ращения шпинделя; пределы частот вращения; габариты и масса станка; скорость быстрых перемещений (у фрезерных); максимальное перемещение стола; расстояние между центрами (у токарных);цена деления органов управления.