

7. По кинематической схеме станка указать рп,укб,ун для цепей движений формообразования и дать характеристику элементов их настройки.
6Р13ф3 - вертикально-фрезерный консольный станок
Движение резания:
- вращение (В1)
шпинделя
![]() ,
об/мин:
,
об/мин:
![]() ,
об/мин
,
об/мин
![]() ,
об/мин,
,
об/мин,
![]() ,
,
![]() .
.
2) Движения подач:
- продольное
перемещение (П1)
стола
![]() ,
мм/мин:
,
мм/мин:
РП:
![]() ,
об/мин
,
об/мин
![]() ,
мм/мин,
,
мм/мин,
![]() ,
,
где
![]() - орган настройки цепи движения подач.
- орган настройки цепи движения подач.
 ;
;
- поперечное
перемещение (П2)
стола
![]() ,
мм/мин:
,
мм/мин:
РП: , об/мин , мм/мин,
УКБ:
![]() ,
,
 ;
;
- вертикальное
перемещение (П3)
стола
![]() ,
мм/мин:
,
мм/мин:
РП: , об/мин , мм/мин,
УКБ:
![]() ,
,
 .
.
6Р82 - горизонтально-фрезерный станок
1) Движение резания:
- вращение (В1) шпинделя , об/мин:
РП:
![]() ,
об/мин
,
об/мин,
,
об/мин
,
об/мин,
УКБ:
![]() ,
,
.
2) Движения подач:
- продольное перемещение (П1) стола Sпр., мм/мин:
РП: , об/мин , мм/мин,
УКБ:
![]() ,
,
где - орган настройки цепи движения подач.
 ;
;
- поперечное перемещение (П2) стола , мм/мин:
РП: , об/мин , мм/мин,
УКБ: ,
 ;
;
- вертикальное перемещение (П3) стола , мм/мин:
РП: , об/мин , мм/мин,
УКБ: ,
.
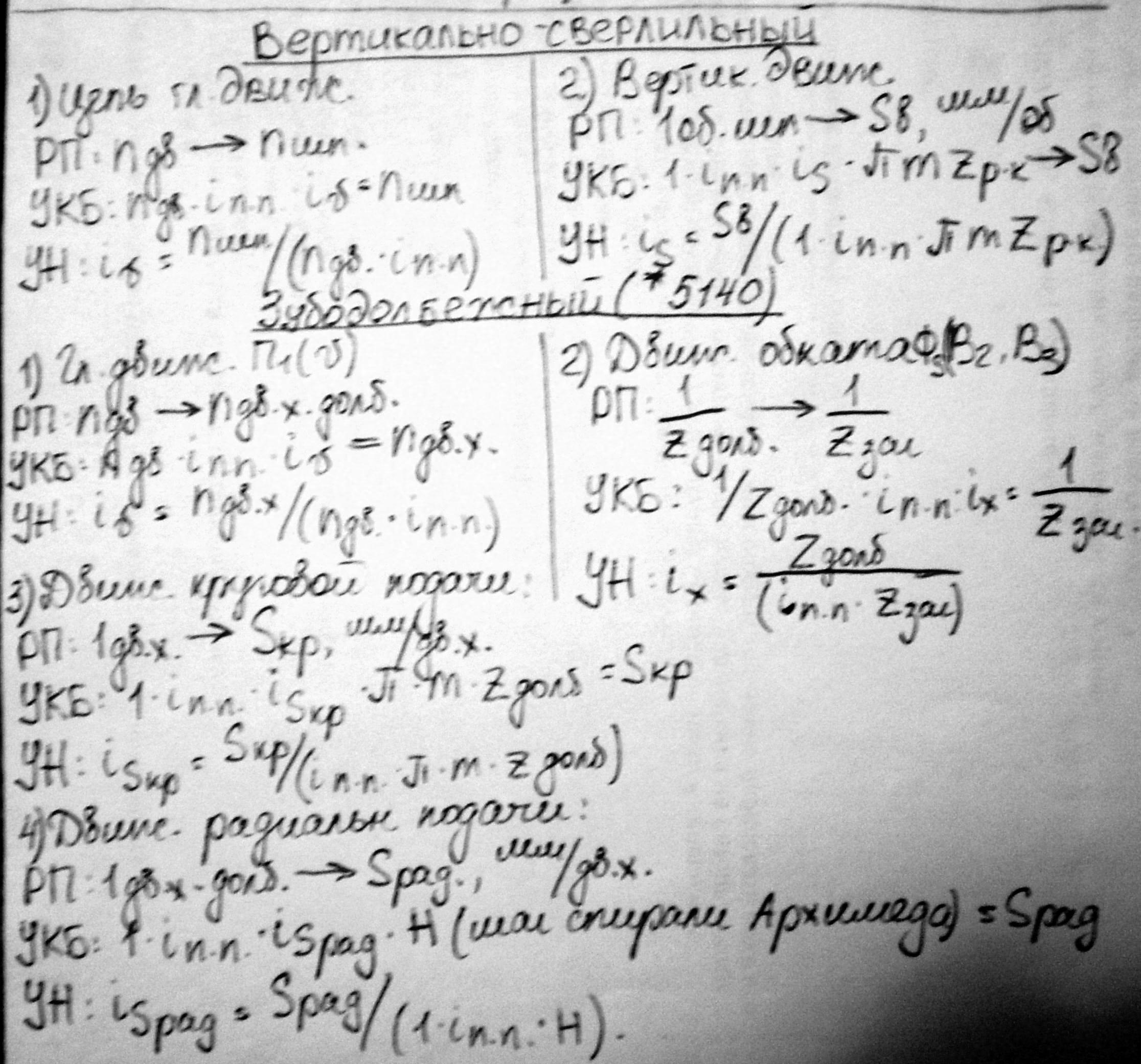
Цепи (движения) подач вертикально- сверлильный
![]()
![]() мм/мин
мм/мин
РП:
![]()
УКБ:
![]()
![]()
Токарно- винторезный 16К20
Главное движение →В1 2) Движение продольной подачи →П2
![]()
![]()
![]()
![]()
![]()
![]()
3)Движение поперечной подачи →П3 4) Винторезное движение →П /2
![]()
![]()
![]()
![]()
![]()
![]()
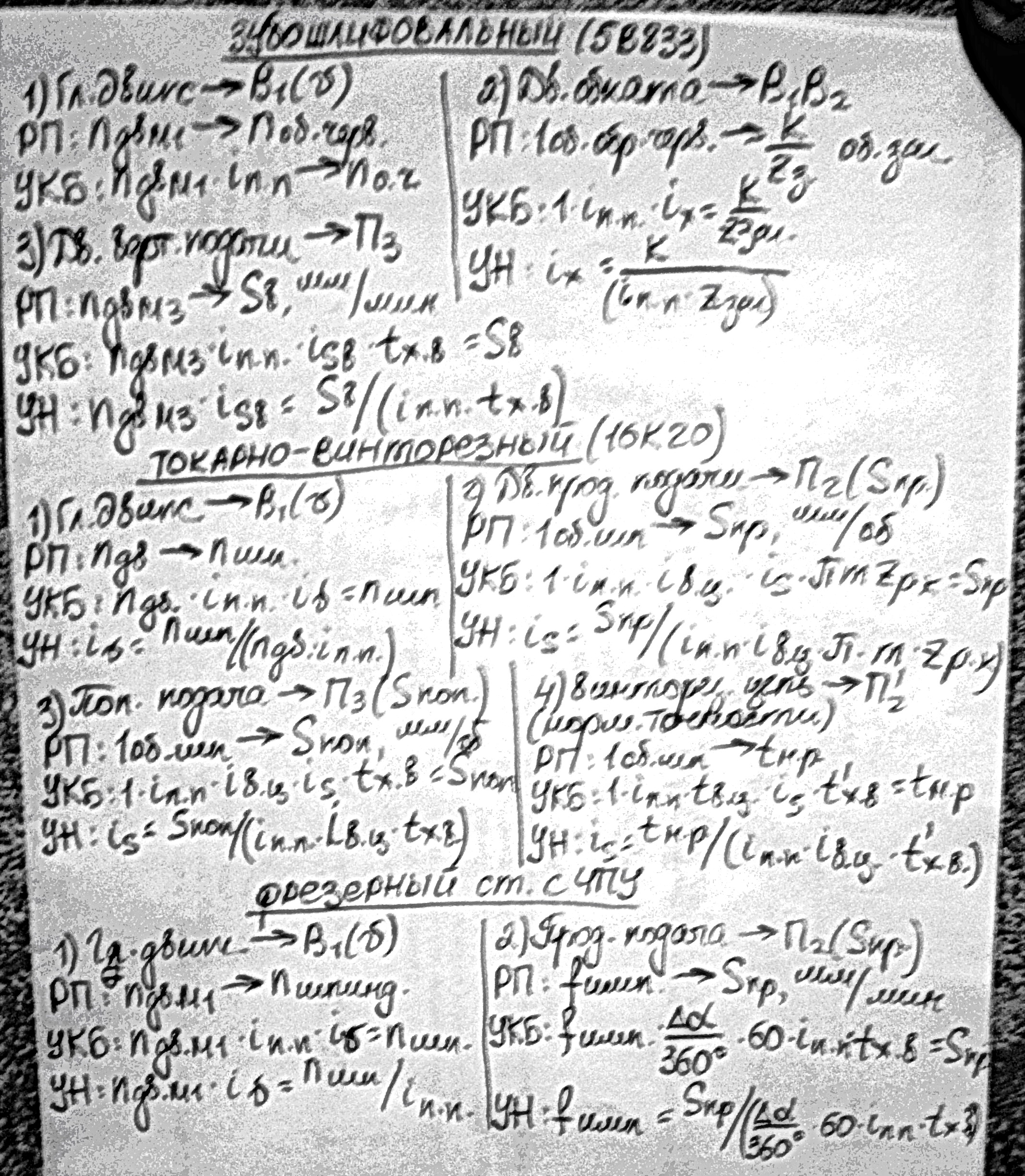
Основные органы настройки цепи главного движения: коробка скоростей, механизм перебора и др. В цепи движения подачи: коробка подач. Также существуют другие элементы органов настройки: гитары, сменные шкивы, вариатор, источники движения, сменные колеса и др.
8. Способы крепления заготовоки реж. Инстр.
Станки. токарной. группы:
2-х,3-х и 4-х кулачковые патроны; зад. и пер.центры; поводковые патроны; планшайбы; для крепл. осевого инстр. в зад.бабке прим. Переходные втулки, а для осевого инст. малого диаметра используются патроны ;копир.линейка; люнеты; сменные колеса.(т1.Кос.224с.),специальные державки, позволяющие устанавливать несколько РИ в 1 гнездо револьверной головки, оправки.
Станки.сверл.и расточной.группы:
Сверлильные патроны- крепление осевого инструмента с цилиндрическим хвостовиком до 20 мм. Могут быть: 2х и 3х кулачковые, цанговые, быстросменные, самоустанавливающиеся, предохранительные(крепление метчиков- после нарезания резьбы крутящий момент метчику не передается), реверсивные (для нарезания резьбы на станке не имеющем реверса)
Переходные втулки,
Различные оправки (для совмещения оси развертки и отверстия)
Клинья для удаления из шпинделя переходных втулок и разверток,
Хонинговальные головки.
сверл.и плав.патр.; перех.и разжимн.втулки; также поставляются тиски;
(318с.)Фр.(323)Шл(389…)
Делительные устройства,
Оправка с коническим посадочной поверхностью, по цилиндрическому крепится шлифовальный круг., плиты электромагнитные, магнитные , приспособления, которые могут крепится на магнитной плите или на столе, центра, поводковый патрон, в бесцентровошлифовальном станке устанавливается на ноже.
Фрезерные станки
Оправки, Переходные втулки.
Крепление заготовок Прихваты, различные тиски, универсальные сборочные приспособления, специальные приспособления
Приспособления Тиски, шомпол, серьги, сухари, шпонки.
Инструмент на фрезерных станках крепится двумя способами:
базирование по конусу 7/24, закрепление винтовым шомполом, передача крутящего момента двумя шпонками («сухарями»);
базирование по наружному цилиндру, крепление четырьмя винтами, передача крутящего момента двумя шпонками («сухарями») (крупные торцовые фрезы).
Цилиндрические и дисковые фрезы закрепляются на оправке, конический хвостовик которой затягивают в конусе шпинделя шомполом. Фрезерные оправки бывают короткими и длинными. Свободный конец длинной оправки поддерживается кронштейном хобота или противолежащим шпинделем.
Поставляются приспособления: прихваты, установочные уголки, тиски разной конструкции (простые, поворотные, со сменными губками). Дополнительно могут поставляться синусные линейки, делительные головки для обработки ориентированных по углу поверхностей.
Токарные станки поставляются с:
патронами, центрами, подвижными и неподвижными люнетами, планшайбами, патронами для задней бабки.